HXN5B型内燃机车电器柜八小时节拍化生产实施
2017-03-19吴雄勇余红英
吴雄勇+余红英

摘 要:本文介绍HXN5B电器柜八小时节拍化生产的组织和实施,优化改善电器柜产品的生产方案。
关键词:HXN5B内燃机车;电器柜;八小时节拍化生产
0 问题的提出
HXN5B内燃机车是中车戚墅堰机车有限公司(以下简称戚墅堰公司)自主研发的交流传动、4400马力的新品内燃机车,是戚墅堰公司近2014-2015年生产的主力产品,年生产量为100台。该机车电器柜为戚墅堰公司自主研发,内部结构复杂、元件及线束数量均非常多。在机车批量生产初期阶段,由于生产量大、组装试验周期短、生产工艺不成熟等,给电器柜批量化生产带来较大压力。为保证机车总组装的生产节点,如何突破电器柜生产瓶颈,保质保量实施电器柜八小时节拍化生产成了首要难点。
1 存在的难点
由于产品内部结构复杂程度增加,既有车型电器柜生产模式已经不能满足现有HXN5B机车电器柜生产的要求。同时操作人员技能水平高低不齐,如何合理化分工成为关键问题。如不能建立新的生产模式,必将影响电器柜的正常化生产。
2 能力的设计
(1)电气原理分析
组织工艺人员对该机车电气原理图进行分解,整理出电器柜部分电气原理图,制作电器柜线束清单,明确导线类型、线径、接线端子、功能等信息。
(2)制作电器柜线束模板
该机车电器柜为L型结构,柜内元件众多,内部线路型号规格多,导线数量多达1000多根,走向复杂,生产过程耗时耗力。通过理论分析与实际结合,对电器柜线束进行合理划分,制定了两块放线模板(连接器线束和散线线束),实现了电器柜线束模块化制作的能力。
(3)制作工序推移图
按照柜体组装布线接线的先后顺序,将柜体划分为准备工作、TRP及CPF制作、元器件组装接线、大线铜牌安装和试验等工序,并制定工序推移图。
(4)工位切分及人员配备
按电器柜工作内容将其切分为:线槽制作、元器件组装、线槽安装、扎线杆防护、柜体预布线、柜体接线、铜牌安装、大线布线接线、DITMCO试验、微机安装、耐压试验、电器柜门安装等工序。
按照工序设立线槽制作区(1人)、电器柜准备区(2人)、电器柜接线区1(3人)、电器柜接线区2(3人)、TRP&CPF组装区(1人)、大线铜牌安装区(2人)、耐压试验区(2人)和DITMCO试验区(2人)8个工位。
(5)工装器具制作
按工位工作性质不同,设计制作线槽制作台,柜体接线平台和大线存放架、大线铜牌安装平台、耐压试验平台和DITMCO试验平台。
3 八小时节拍化生产的实施
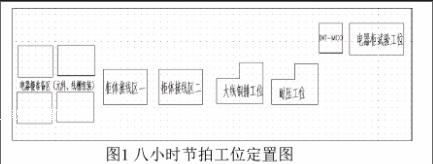
在八小时节拍化生产方案确定后,针对HXN5B机车电器柜组装试验要求,结合生产场地特点并对其进行优化改造,最终形成如下实施定置图:
各工位能力配置如下:
(1 ) 电器柜准备区
配备2名员工进行组装,1名员工负责电气柜各元器件的组装,1名员工负责线槽制作和线槽上柜的操作以及线束上柜工作;工作节拍为6小时。
配备1名员工负责重联电阻TRP和电容组件CPF的组装,组装完成后交由柜体准备工位元器件组装员工安装到柜体,以便接线工位员工进行接线组装;工作节拍为8小时/台。
(2)柜体接线工位一
配备3名员工分别负责电器柜扎线杆防护、EC面板、端子排接线、接触器及继电器及其他柜体元器件接线工作;工作节拍为12小时/台。
(3)柜体接线工位二
员工分配和工作内容与接线工位一相同,工作节拍也相同。
(4)大线铜牌安装工位
配備2名员工,负责铜牌的热缩防护和柜体铜牌和大线的安装,工作节拍为6小时。
(5)耐压试验工位
由大线铜牌安装工位2名员工进行电器柜绝缘耐压的检测和试验。
(6)电器柜试验工位。
配备2名员工负责电器柜产品整体电气动作试验。
综合实际生产情况,需要组装员工13名,电器柜总组装周期为5天,电器柜生产频率保持在一天一台。
4 八小时节拍化生产的优化
经过一阶段八小时节拍化生产方案的实施,员工组装熟练度有所增加。虽能保持一天一台的产量,但各工位忙闲程度不一,存在工位工作交叉现象。试验过程中,返工等待时间较长,影响正常试验节点。
为改善以上问题,笔者对各工位人员和工作进行重新配置和调整,方案如下:
(1)电器柜准备区2名员工负责元器件安装和线槽安装,同时增加柜体扎线杆防护及柜体布线工作,保证其一天的工作量。
(2)柜体接线人员减少至3名,3名员工只负责在柜体接线区二工位接线,1名负责在工作台组装CPF&及TRP元件。CPF及TRP制作完成后交由准备区1名员工作为电器元件安装上柜。(3)大线、铜牌工位2名员工除完成本工位工作外,增加试验后的柜门组装和接地线连接工作。
(4)试验工作人员减少至1名。加强线束制作质量把控工作,减少电器柜整体试验时间,保证试验区1名员工1天/台的生产节奏。
5 结语
经过不断改善,保证了电器柜八小时节拍化生产的推进。缩减了生产场地,电器柜组装试验员工由13名减少到9名,避免了工位间组装员工交叉工作现象,且完全能保证八小时生产节奏。同时通过优化工装设计,采用滚动式牵引组装平台后减少柜体工位间吊运次数3次,避免频繁柜体吊运带来的元件损坏和吊物坠落风险,增加了安全生产的安全系数。
