乙二醇高通量换热器的制造质量控制方案探讨
2017-03-15戴建军王印力张国松
张 勇,戴建军,王印力,郭 濒,张国松
(大庆石化公司机械厂,黑龙江大庆163714)
乙二醇高通量换热器的制造质量控制方案探讨
张 勇,戴建军,王印力,郭 濒,张国松
(大庆石化公司机械厂,黑龙江大庆163714)
乙二醇高通量换热器具有管内强化蒸发、管外强化冷凝的工艺特点,较普通换热器的传热效率高50%以上。文中针对该换热器的结构特点及监督检验时需要控制的关键环节,阐述了该类设备制造的材料检验、部件加工、管束组装、管接头焊接和胀接等工序的质量控制技术措施。
乙二醇高通量换热器;高效;质量控制;胀接;管接头焊接
某石化企业新建360 kt/a乙二醇装置需要制造4台乙二醇高通量换热器,该换热器结构复杂、制造难度较大。某设备制造企业高度重视该乙二醇高通量换热器的制造质量,制定了严格的制造质量控制方案、焊接工艺,对设备制造过程的各个环节进行监督和检验,对制造中可能存在的问题提前进行预防和控制,确保了该设备顺利制造完成,达到了设计技术条件要求。
1 设备主要参数和结构特点
该4台换热器为立式结构,属于中压设备,按GB/T151-2014《热交换器》进行设计和制造[1]。换热器管板采用16MnⅢ或0Cr18Ni9Ⅲ复合蒙乃尔合金400(即镍铜合金),换热管采用国外专利产品—高通量换热管(换热管基材牌号C70600,90Cu-10Ni),管板与换热管连接形式为强度焊+贴胀。设备主要技术参数见表1。

表1 设备主要技术参数
2 质量控制和实施
2.1 材料检验控制
乙二醇高通量换热器的关键部件是UOP高通量换热管和复合管板。
2.1.1 高通量换热管的检验及防护 UOP高通量换热管的基管牌号C70600,90Cu-10Ni,属于有色金属的铜镍合金类。
(1)高通量换热管到货后在换热厂房专用制造场地运输木箱内进行存放,开箱后随用随取,使用塑料布设立封闭绝尘区域,防止铁离子的污染。
(2)高通量换热管到货后,每种规格换热管抽检10%进行气压试验,试验压力为0.5 MPa,如发现有渗漏情况,将进行100%气压试验复验。同时每种规格的换热管抽检5%进行外径尺寸偏差检查。
(3)换热管在搬运过程中,严禁出现弯曲变形、磕碰等现象。
2.1.2 复合管板的检验 换热器管板为16MnⅢ/ 0Cr18Ni9Ⅲ锻件,复层蒙乃尔合金400(镍铜合金)。按NB/T47002.1-2009《压力容器用爆炸焊接复合板第1部分:不锈钢—钢复合板》B1级对管板复层与基层的贴合率及结合面剪切强度进行控制,贴合率要求达到100%,其结合面的剪切强度为≥210 MPa。
2.2 管板加工控制
在乙二醇高通量换热器制造中,管板钻孔是重要的机械加工工序。高通量换热器管束为GB/ T151-2014中I级管束。管孔直径为Φ32+0.15mm,管孔垂直度公差应控制在0.1 mm,管孔表面粗糙度Ra6.4 μm。
(1)在数控钻床上采用一钻两铰孔工艺来保证孔径公差和管孔粗糙度。
(2)在数控钻床上制作试件时,用Φ32 mm和Φ32.15 mm的通止规检查,确定数控钻床的系统误差,并在正式加工时制作管板配钻模板,从而控制了管板加工中的人为误差。通过上述方法控制了管板孔桥宽度符合设计图样要求。
(3)对于管板孔直径的尺寸控制,必须采用制作Φ32 mm和Φ32.15 mm的通规和止规对每个管孔进行检查。制造加工后实测上述精度均控制在设计规范要求内。
2.3 管束组装控制
该换热器管束组装采用专用胎具将管板固定,保证管板与其轴线的垂直度符合标准要求,然后安装拉杆、定距管、折流板。穿管时,在换热管管头加装了穿引器,保证了高通量换热管的顺利组装,穿引器的结构见图1。
拟合后的动力学参数见表1,采用准二级动力学方程拟合的直线的相关系数R2为0.999 7,准二级动力学吸附量的计算值与实验值相近,说明准二级动力学方程能很好的描述吸附过程。

图1 穿引器结构
由于铜镍合金换热管硬度较低,在穿管时,为避免损伤换热管的现象出现,对折流板孔采取双面倒角;在穿管前,用酒精或丙酮清洗管板、折流板表面及管孔内部杂质,用干净的抹布检查,无油污、颗粒状杂质为合格。
2.4 管接头焊接控制
2.4.1 铜镍合金的焊接特点 根据相关资料介绍[2],铜镍合金材料的焊接具有4个特点。
(1)铜与镍在固态和液态都能无限固溶,形成一系列连续固溶体,不会形成金属间化合物,有利于它们之间的焊接。
(2)焊接时,铜、镍母材侧易与S、P、Pb、As等杂质生成低熔点共晶物,引起接头脆化开裂,
(3)铜、镍合金在熔点、导热性能、线膨胀系数及电阻率等方面差异较大,焊缝冷却时产生较大的变形,导致较大的焊接应力而产生焊接裂纹。
2.4.2 焊接工艺评定 该换热器管接头焊接是设备制造的关键工序,为保证产品焊接时的质量,按NB/T47014-2011《承压设备焊接工艺评定》进行焊接工艺评定。其中管孔直径为Φ32.10+0.12mm,焊接工艺评定试样见图2。
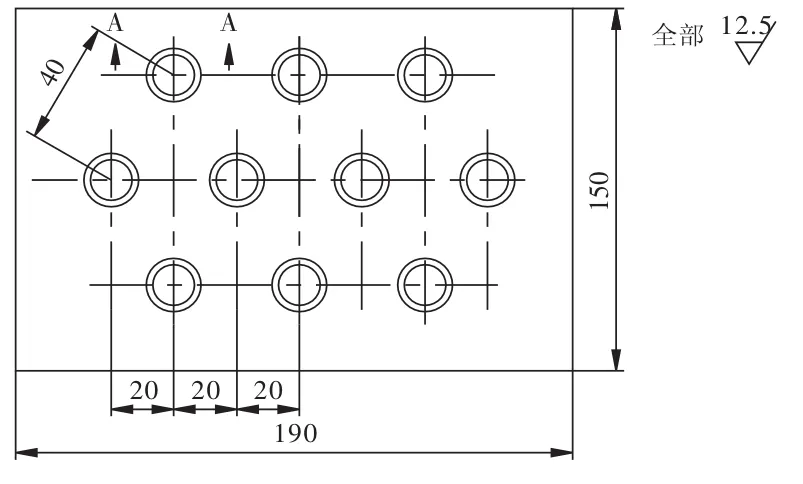
图2 焊接工艺评定试板
焊接采用管对管板自动钨极氩弧焊,保护气体为高纯氩气,纯度≥99.99%氩气。焊接时的各参数选择见表2。
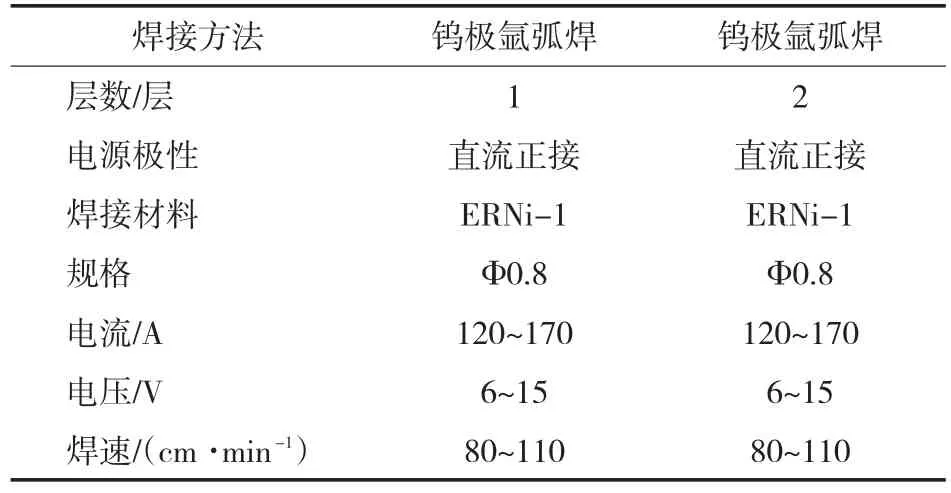
表2 焊接工艺评定规范参数
焊接后,试样按NB/T47013-2015进行100% PT+100%RT检测,检查焊缝内部质量,不允许存在裂纹、条孔、密集孔、夹杂、未熔合、未焊透等缺陷。气孔接受标准为:直径dmax≤0.25 t(管壁厚),任何管头不超过2个气孔,相邻气孔的环向间距≥2dmax,所有接头气孔总数不超过6个。PT和RT探伤完成后,试件管接头剖切,对焊缝剖面进行宏观金相检查,无裂纹、未熔合等缺陷,并且焊缝接头的焊肉高度≥管壁厚度的1.4倍[3,4]。
管接头焊接工艺评定合格,表明焊接工艺参数及规范合理,能够保证产品焊接质量。
2.5 胀接工艺控制
管板与换热管的胀接是乙二醇高通量换热器制造的另1个关键工序,它直接影响换热器的长周期使用性能。由于设备壳程的介质为乙二醇浓缩液,管板采用了16MnⅢ或0Cr18Ni9Ⅲ复合蒙乃尔合金400的措施,以防止介质对管板表面的腐蚀,而对于因介质进入换热管与管板孔之间而可能产生的对管板(特别是管板基层)的间隙腐蚀,则需靠胀管后换热管与管板内侧基层严密贴合来控制。因此,该铜镍合金换热器的管板与换热管为贴胀+强度焊。
换热器管接头常用的胀接方式为机械胀接和柔性胀接。机械胀接时需要用油作为润滑剂,胀后会对管接头造成污染且不易清理,影响管束制造的整体质量;而柔性胀接介质为水,对管接头没有污染,只要将管头部位水吹干即可,具有管壁受力均匀、换热管无轴延伸及无加工硬化等特点[5]。
液袋柔性胀接的胀接压力按液压胀管机供应商提供的公式计算选择,同时制作试样进行试胀确定实际胀接工艺参数。另外,为检验胀接管接头的密封性能,按实际管孔尺寸和确定的胀接工艺参数制作模拟试样,进行拉脱力试验。试胀试验数据见表3。

表3 胀接工艺试验数据
根据胀接工艺试验结果,确定铜镍合金管接头液压胀接压力为80 MPa,胀接时间3 s,换热管与管板胀接结构见图3。
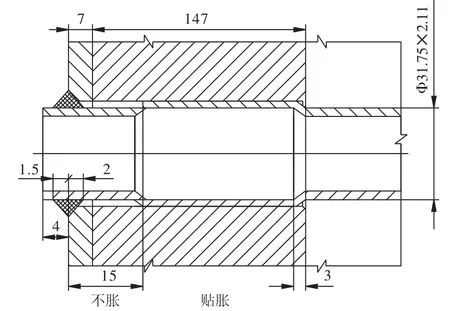
图3 换热管与管板胀接结构
设备上所有管接头胀接成型后,最终壳程水压试验检查,未发现管接头泄漏,试压1次合格。
3 结束语
该设备虽然制造难度大、技术含量高,但只要组装工艺合理、严格控制每道工序的质量,完全可以实现原设计提出的技术质量标准。控制换热器制造的关键技术指标,使焊接拍片1次合格率达到100%,经壳程水压试验,无管接头出现泄漏现象。
[1]刘俊伟,赵滨江,李晓陶.ASME、ISO及GB管子管板接头检验探讨[J].化工设备与管道,2013,50(3):36-38.
[2]陈剑虹.中国机械工程学会焊接学会.焊接手册(第2卷)材料的焊接[M].北京:机械工业出版社,2001:824-825.
[3]陈裕川.钢制压力容器焊接工艺[M].北京:机械工业出版社,2007:44-46.
[4]张勇.铜镍合金高通量换热器焊接工艺试验与应用[J].石油和化工设备,2015(11):5-8.
[5]曹福勤.多种胀管方法在生产中应用的特点分析[J].电站辅机,2015(9):29-33.
Discussion on manufacturing quality control plan of ethylene glycol high flux heat exchanger
Zhang Yong,Dai Jianjun,Wang Yinli,Guo Hao,Zhang Guosong
(Machinery Factory of Daqing Petrochemical Company,Daqing 163714,China)
:Ethylene glycol high flux heat exchanger has characteristics of intensified evaporation inside of tube and intensified condensation outside of tube,and its heat exchange efficiency is above 50%higher than that of common heat exchange.Aiming at the structural characteristics of this kind of heat exchanger and the key links needed to be controlled in supervision and inspection, this paper expounded the technical measures for quality control to the procedures including material inspection,part machining, tube bundle assembling,tube joint welding and expanding of this kind of equipment.
ethylene glycol high flux heat exchanger;efficient;quality control;expansion;tube joint welding
TK172
B
1671-4962(2017)01-0032-03
2016-10-27
张勇,男,高级工程师,1996年毕业沈阳工业大学焊接工艺及设备专业,现从事压力容器制造管理及新产品研制工作。
