基于MA T L A B的小型零件表面缺陷检测方法研究
2017-03-09林柳娴
林柳娴
(同济大学中德学院,上海 2 0 1 8 0 0)
基于MA T L A B的小型零件表面缺陷检测方法研究
林柳娴
(同济大学中德学院,上海 2 0 1 8 0 0)
机器视觉技术在零件缺陷检测领域中应用前景广阔。图像处理作为机器视觉技术中的关键技术,对零件表面缺陷检测效果有着直接的影响。本文以M A T L A B为图像处理工具,对小型零件表面缺陷检测方法进行研究,并对不同处理方法下的检测效果进行分析比对,并对未来的研究方向进行了初步的探讨。
机器视觉技术;缺陷检测;图像处理
基于视觉识别技术的表面缺陷检测系统在现代制造业中是保证产品质量的关键。其通过计算机模拟人的视觉,来实现实际的检测、测量和控制等功能,具有非接触、速度快、精度合适、现场抗干扰能力强等突出的优点。机器视觉技术包括光源照明技术、光学镜头、摄像机、图像采集卡、图像信号处理,以及执行机构等关键技术。本文以MA T L A B的图像处理技术为基础,对采集到的环形片状小型零件进行缺陷检测方法研究。
1 视觉图像和MA T L A B的联系
MA T L A B在处理数字图像时,通过对图像的采样和量化得到一幅离散化成M×N样本的、整数整列的数字图像,极为直观简便,其图像处理工具箱具有灰度变换、图像滤波、图像增强等强大的图像处理功能。因此,用MA T L A B处理数字图像在工程计算、控制设计、信号处理与通讯、图像处理、信号检测、金融建模设计与分析等领域独具优势。
2 环形片状小型零件检测方法研究
2.1 缺陷检测流程流程
本文在研究机器视觉检测系统的硬件选型、光源照明技术以及图像处理等方面关键技术的基础上,基于MA T L A B 7.8编程环境下进行表面缺陷检测系统的设计,实现尺寸为外径5.5 c m,内径4.3 c m的薄片状环形零件的缺陷检测。首先采集无缺陷的零件图像作为模板图像,可以设置多幅模板图像来降低误检率,也可将检测到的正常零件图像替代原模板,从而降低检测过程中环境微小变化对检测结果的影响再在基于MA T L A B图像处理的编程环境下对模板图像进行预处理。当匹配值小于阈值时进行图像分割、边缘检测等算法获取缺陷区域,并提取缺陷特征进行分类识别。
2.2 图像处理模块
(1)图像增强处理。由于实验中采集的原始图像包含了复杂的背景,再加上在光源照射、震动、灰尘、表面粗糙等会造成噪声干扰,因此需要进行图像增强处理,以增加图像辨识度,锐化零件的边缘轮廓,削弱或去除背景、噪声等信息。图像增强处理方法主要有基本灰度变换、直方图处理、图像滤波等。中值滤波能有效去除图像中的离散噪声,对图像的实际处理效果较好。(2)图像分割。图像分割的目的之一就是目标提取,其输入为图像而输出为从这些图像中提取出来的属性。其所采用的阈值分割法相当于对图像进行二值化,其实质是确定一个阈值,通过对图像中的每一个像素和此阈值的大小比较,决定当前像素是前景点还是后景点。OT S U算法是阈值分割算法中较好的分割方法,其最根本的思想是把待分割的对象最终分割成两类,因此对于本检测系统中不良零件来说,该算法有利于将缺陷和背景分割开来。但对于良好的零件来说,OT S U算法会由于良好零件灰度图像像素灰度值分布的集中度较高而失灵。(3)边缘检测。图像的边缘一般是指其周围像素灰度有阶跃变化或屋顶变化的那些像素的集合,主要存在于目标与目标、目标与背景、区域与区域包括不同色彩之间。边缘的种类可以分为两种:一种为阶跃性边缘,它两边的像素的灰度值有显著的不同;另一种为屋顶状边缘,它位于灰度值从增加到减少的变化转折点。边缘检测的步骤如下:①滤波:基于导数计算设计滤波器来降低噪声,但滤波器在降低噪声的同时也会损失一部分边缘精度。②增强:通过计算梯度幅值来突出显示邻域中灰度有显著变化的点。③检测:通过判断图像中梯度幅值阈值较大的点进行边缘点检测。④定位:精确确定边缘的位置。边缘检测的基本算法有很多,有梯度算子、方向算子、拉普拉斯算子和坎尼算子等等。本实验分别用了梯度算子中的Ro b e r t s算子、S o b e l算子和P r e w i t t算子和L OG滤波器对零件图像进行了边缘检测。
Ro b e r t s算子通常会在图像边缘附近的区域内产生较宽的响应,故采用该算子检测的边缘图像常需做细化处理,边缘定位的精度不是很高。如图1(a)所示。P r e w i t t算子对灰度渐变和噪声较多的图像处理得较好,但未把重点放在接近模板中心的像素点上。如图1(b)所示。S o b e l算子对灰度渐变和噪声较多的图像处理得较好。如图1(c)所示。L OG算子利用高斯滤波器滤除噪声,解决了二阶导数算子对噪声十分敏感的问题,即高斯滤波+拉普拉斯边缘检测:先平滑掉噪声,再进行边缘检测,效果较好。本系统选用L OG算子,对带缺口的薄片状环形零件进行边缘检测,效果如上图1(d)所示。
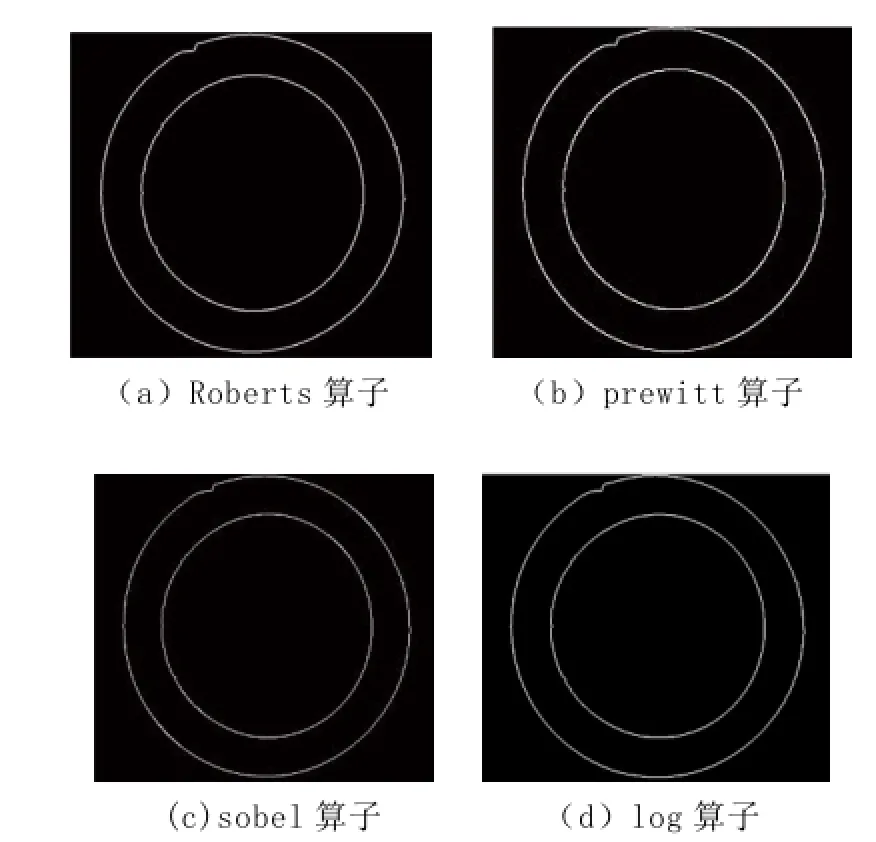
图1 不同算子下的边缘检测效果图
2.3 缺陷特征的提取与分类
特征的提取是缺陷分类的关键,特征的选取应考虑可区别性、可靠性、独立性、数量少等因素。本实验中的小型塑料制品常见的缺陷种类有翘曲、缺口、变形等。图2所示为采集的环状小型零件的灰度图像。从以上3种缺陷零件和正常零件的灰度图对比可发现,出现缺失、断裂部位的灰度值为模具背景的灰度,正常零件的该区域灰度为零件的灰度;翘曲零件翘曲位置周围出现不正常的灰度。
在获取缺陷区域后,通过特征提取模块提取缺陷区域重心位置与零件轮廓的关系、区域灰度均值与模板图像的同一区域的灰度均值的大小关系等3个特征,根据翘曲、缺口、变形3种缺陷的特点,即可判断制品的缺陷种类。缺陷识别的基本规则如表1所示。

图2 零件灰度图

表1 缺陷分类判定规则
3 结语
本文基于MA T L A B对小型零件表面缺陷检测的图像处理部分进行了研究,并且取得了一定成果。现对不足之处进行总结:(1)本文只针对特定形状的小型零件表面缺陷的检测及分类进行了研究,而实际零件表面缺陷的种类很多。因此有必要进一步缺陷检测范围。(2)本文主要是在实验室静态条件下的缺陷检测,而实际零件生产企业通常要求动态的在线实时检测,因此有必要进一步进行小型零件表面缺陷动态检测的研究。(3)在图像处理与控制中,有待于进一步改进人机交互控制功能。在软件功能方面,开发如图像的放大与缩小,缺陷的类别和数量等相关数据的实时显示等功能,并最终实现根据检测结果进行后续自动控制的目的。
[1]张五一,赵强松,王东云.机器视觉的现状及发展趋势[J].中原工学院学报,2 0 0 8,1 9(1):9~1 5.
[2]厉晓飞.基于机器视觉的汽车零件缺陷检测技术研究[D].武汉:武汉理工大学,2 0 1 2.
[3]秦襄培,郑贤中.MA T L A B图像处理宝典[M].北京,2 0 1 0:1 7~4 6.
[4]陈文达,白瑞林,吉峰等.基于机器视觉的轴承防尘盖表面缺陷检测[J].计算机工程与应用,2 0 1 4,5 0(6):2 5 0~2 5 4.
T P 3 9 1.4 1
A
1 6 7 1-0 7 1 1(2 0 1 7)0 1(上)-0 0 6 5-0 2