耐蚀软磁合金1J116与奥氏体不锈钢0Cr18Ni9Ti焊接工艺研究
2017-03-08张春红
刘 伟,张春红,薛 军,甄 波
(西安航天动力研究所,陕西西安710100)
耐蚀软磁合金1J116与奥氏体不锈钢0Cr18Ni9Ti焊接工艺研究
刘 伟,张春红,薛 军,甄 波
(西安航天动力研究所,陕西西安710100)
通过分析耐蚀软磁合金1J116与奥氏体不锈钢0Cr18Ni9Ti的物理性能、化学性能、化学成分及微观组织,探究了两种钢的可焊性。分析了某型号液体火箭发动机用冷气关断阀外壳体部件的结构,合理地设计了定位工装和散热工装。通过舍弗勒组织图分析了焊接参数对焊缝组织及性能的影响,制定了合理的焊接工艺。通过应力与变形机理分析,设计了合理的焊接顺序。经以上工艺攻关,成功焊接了一批产品,经外观检验和氦质谱检漏试验,焊接合格率达到100%。
耐蚀软磁合金;奥氏体不锈钢;焊接
0 引言
耐蚀软磁合金1J116具有较高的饱和磁感和居里温度,在高湿度的活性介质中,具有高的抗腐蚀性,适用于侵蚀性介质中无保护层工作的各种电磁铁的磁导体、风动阀和液压阀磁导体,是液体火箭发动机各类阀体常用材料之一[1-2]。奥氏体不锈钢0Cr18Ni9Ti具有优秀的耐蚀性、综合力学性能良好,广泛应用于航天航空、化工、石油等领域[3]。液体火箭发动机的很多零部件需要通过焊接进行连接,所以研究耐蚀软磁合金 1J116和奥氏体不锈钢0Cr18Ni9Ti的焊接工艺具有重要意义。本文以某型号液体火箭发动机冷气关断阀外壳体部件为研究对象,进行了深入分析。
1 可焊性分析
某型号冷气关断阀外壳体部件结构见图1,此部件由法兰座和外壳两零件组成,通过氩弧焊连接成型。法兰座的材料为奥氏体不锈钢0Cr18Ni9Ti,外壳材料为耐蚀软磁合金1J116,焊材选用不锈钢焊丝H08Cr19Ni10Ti。焊接难点主要表现为以下四方面:
1.1 异种钢焊接
异种钢焊接时,无论从焊接机理和操作技术上都比同种钢复杂得多,这是因为异种钢的物理性能、化学性能及化学成分等显著差异造成的[4-5]。
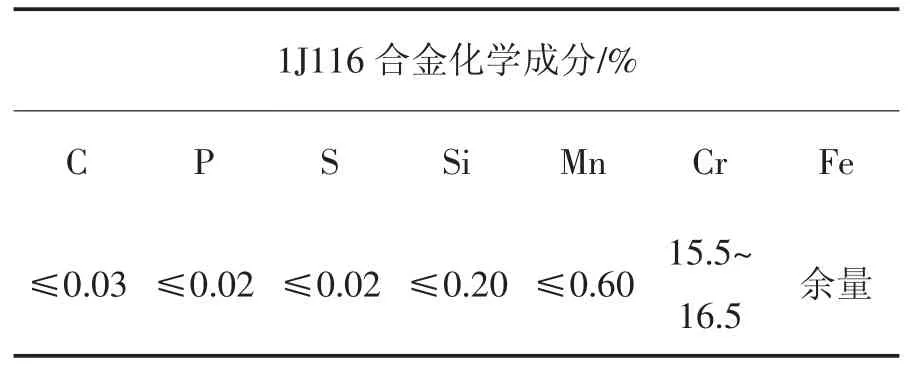
表1 1J116合金化学成分Tab.1 Chemical compositions of 1J116 alloy
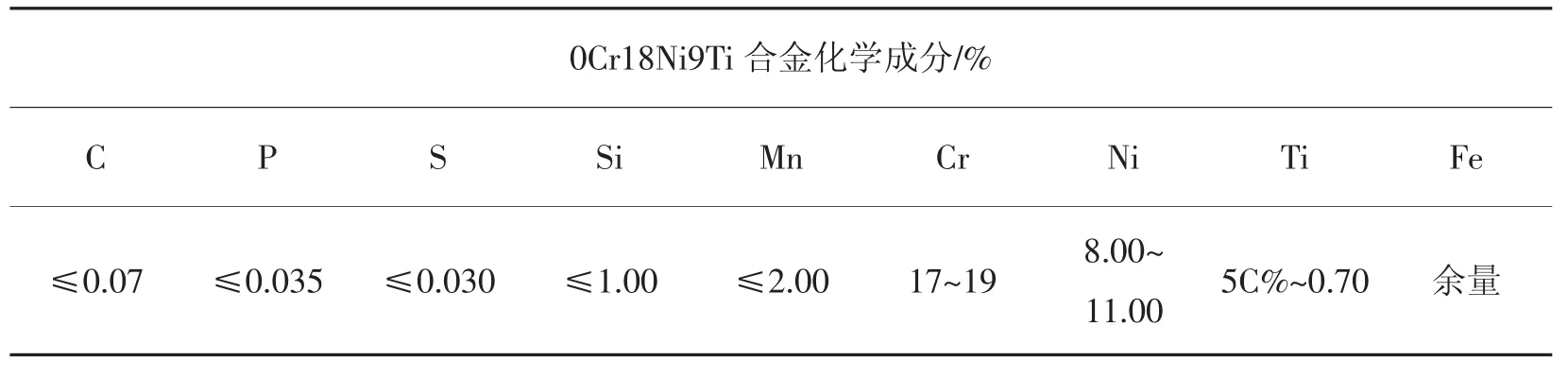
表2 0Cr18Ni9Ti合金化学成分Tab.2 Chemical compositions of 0Cr18Ni9Ti alloy
外壳材料为耐蚀软磁合金1J116,法兰座的材料为奥氏体不锈钢0Cr18Ni9Ti,合金成分分别见表 1和表 2。1J116材料属于 Fe-Cr合金,0Cr18Ni9Ti属于Fe-Cr-Ni合金,二者都是Fe基合金,属于合金钢的范畴。
图2和图3分别为Fe-Cr二元相图和Fe-Cr-Ni三元相图的72%Fe截面,Cr元素对于高合金钢的抗腐蚀性非常重要,Cr元素会缩小奥氏体温度范围,Cr也是强铁素体形成元素,其含量超过12%时,在所有温度下都是铁素体,1J116铬含量在17~19%之间,在常温下是具有体心立方晶格的铁素体(α)结构。与Cr不同,Ni是扩大奥氏体相区的元素,随着Ni含量增加,奥氏体向铁素体的转变温度降低。奥氏体组织很稳定,以至于快速冷却时,在室温也能保持奥氏体组织,故由相图可知,0Cr18Ni9Ti的Ni含量约为10%,Cr含量约为18%,在常温下是具有面心立方晶格的奥氏体(γ)结构[6-8]。
由上可知,0Cr18Ni9Ti和1J116虽然都为Fe基合金钢,但是由于其化学成分不同,使得二者晶格结构以及组织不同,0Cr18Ni9Ti常温下为面心立方的奥氏体结构,而1J116常温下为体心立方的铁素体结构,故而造成了二者的磁性、比热容、平均线膨胀系数和热导率等物理性能有明显差异(具体见表3)。焊接难度主要为:
1)0Cr18Ni9Ti和1J116在0~100℃的平均线膨胀系数分别为16.7×10-6℃-1和10.4×10-6℃-1,异种钢的线膨胀系数相差越大,越难进行焊接。线膨胀系数大的合金热膨胀率大,冷却时收缩也大,在熔池结晶时会产生很大的残余应力。由于焊缝两侧合金承受的应力状态不同,易使焊缝及热影响区产生裂纹,甚至导致焊缝与母材剥离。
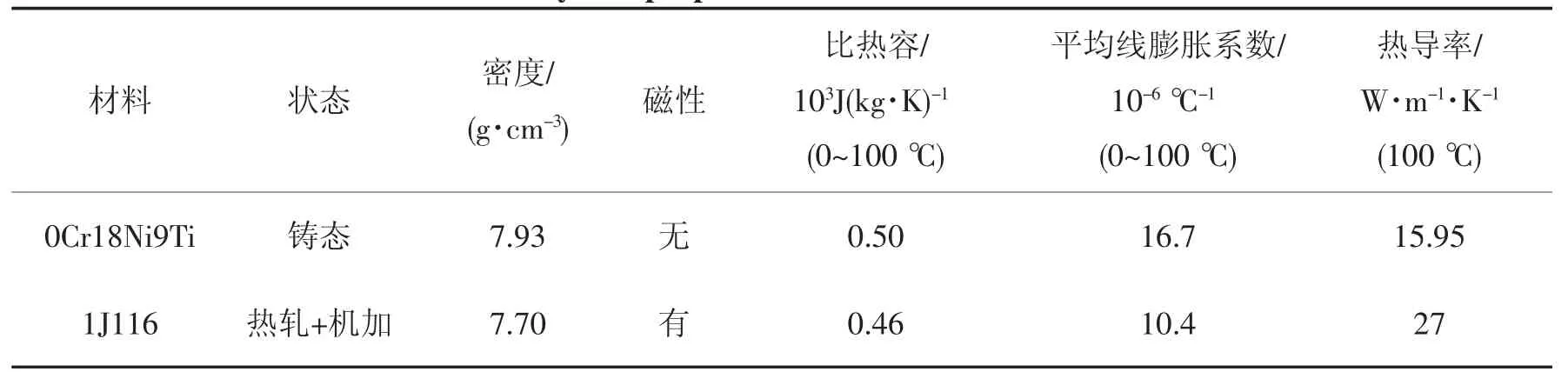
表3 0Cr18Ni9Ti和1J116的物理性能Tab.3 Physical properties of 0Cr18Ni9Ti and 1J116
2)0Cr18Ni9Ti和1J116在100℃时的热导率分别为15.95 W·m-1·K-1和27 W·m-1·K-1,比热容在 0~100℃时分别为 0.50×103J(kg·K)-1和0.46×103J(kg·K)-1。异种钢热导率和比热相差越大,越难进行焊接。合金的热导率和比热容差异会使焊缝的结晶条件变化,晶粒粗化严重,并影响难熔合金的润湿性能。
3)0Cr18Ni9Ti和1J116的电磁性能差异。0Cr18Ni9Ti由于是奥氏体组织,所以无磁性,而1J116的组织为铁素体,且其为软磁合金,所以有磁性。异种钢的电磁性能相差越大,越难进行焊接。因为合金电磁性相差越大,焊接电弧越不稳定,焊缝成形变坏。
1.2 焊接定位困难
如图4所示,法兰座与外壳的焊接接头属于圆周面上的角接接头。如无工装定位,法兰座可以沿着外壳的圆周面任意转动,也可以沿着轴向自由移动。根据图样要求,设计、加工专用工装进行定位点焊,以保证装配位置满足图纸要求:法兰座的待焊圆柱与外壳上ΦC的小圆孔同轴(如图4左所示),轴线位置距离外壳圆柱底面的距离为12.8±0.1 mm(如图4右所示)。
1.3 易发生局部焊接变形
由于外壳与法兰座待焊部位的壁厚分别为3.2 mm和1.5 mm,属于不同壁厚的薄壁件焊接。且外壳体部件整体尺寸较小,导致散热慢。由于焊接过程是一个不均匀的加热与冷却过程,材料在焊接热的作用下经历了复杂的物理与化学作用,这种过程的结果直接影响了焊接接头的冶金及力学性能,并可引发焊接结构的应力与变形,从而导致图纸要求的12.8±0.1 mm (图4右所示)尺寸难以保证。
1.4 受产品结构限制,局部位置焊枪可达性差
如图5所示,外壳体部件配好后,法兰座轴向方向与外壳轴向方向并不垂直,而是有一个15°的偏角,且外壳的四方台阶面与法兰座的距离较小,使得此处位置焊枪可达性差,施焊时易出现电弧不稳、气体保护效果差等问题,导致焊缝表面成型较差,出现裂纹,弧坑,飞溅,表面氧化等缺陷。
2 焊接工艺方法
通过多次工艺攻关,工艺人员与技能人员一同制定了焊接方案,通过设计定位工装和焊接工装,选择合适的填充材料,调整焊接参数,改变焊接顺序,焊后加速冷却等一系列措施很好的解决了以上焊接难题,具体内容如下:
2.1 设计专用焊接工装
1)设计焊接定位工装。依据“牢、正、快、简”的设计原理,设计了专用定位点焊工装,如图6所示。
利用此工装可以很好地保证图纸中对于装配精度的要求,并且便于操作,很好地保证了生产效率以及合格率。如图6所示,定位工装由底座、挡板、紧固螺栓三部分零件组成。将外壳体部件按图示装配好后,在待焊部位裸露一侧均匀点焊三个点进行定位,定位点焊完成后拆下工装,测量装配尺寸是否满足图纸要求,满足要求则进行整周焊接,如不满足要求则重新定位。
2)设计焊接散热工装。焊接散热工装如图7所示。
焊接散热工装材料为黄铜,具有良好的热导率,焊接时将焊接散热工装塞入外壳的圆孔内,起到快速散热作用,防止产品发生局部焊接变形。焊接散热工装圆周面上铣一个方槽作为反面保护气的流道,避免憋气。圆周底座下面铣成平面是为了:一方面,焊接时焊接散热工装不随意转动,保证气体流道的位置不发生变化;另一方面,装配好后,此平面与外壳的四方面配合对齐,便于定位。焊接完成后,将散热工装继续保持在外壳的圆孔内,直至产品空冷至室温,再将其拆卸,可以防止在冷却过程中的焊接变形。
2.2 优化工艺参数
异种钢焊接时,为了确保焊缝成分合理(保证塑性、韧性和抗裂性),必须正确选择焊接填充材料和适当控制焊缝熔合比(母材熔化重量占焊缝金属重量的百分比)和稀释率。舍弗勒组织图(图8)是一种简单适用的方法。
该图用钢中所有能够缩小奥氏体温度范围的合金元素(称为Cr当量,Cr%=(Cr+Mo+1.5Si+ 0.5Nb)%)和所有能够扩大奥氏体温度范围的合金元素(称为Ni当量,Ni%=(Ni+30C+0.5Mn)%)来分析图中的某一区域的组织,即通过用合金元素重量百分比来计算和分析焊缝金属及钢中合金元素对显微组织的影响。应用舍弗勒组织图可以方便地帮助我们分析和预测复杂合金系统的焊缝组织分布[9-13]。
表4列出了两种母材0Cr18Ni9Ti和1J116以及填充材料H08Cr19Ni10Ti的铬镍当量。由图8可知,如果不添加填充金属焊接0Cr18Ni9Ti和1J116时(熔合比为100%),接头熔化面积相等,因而焊缝的铬镍当量应为线段ab的中点d点,焊缝组织为奥氏体+马氏体+铁素体。
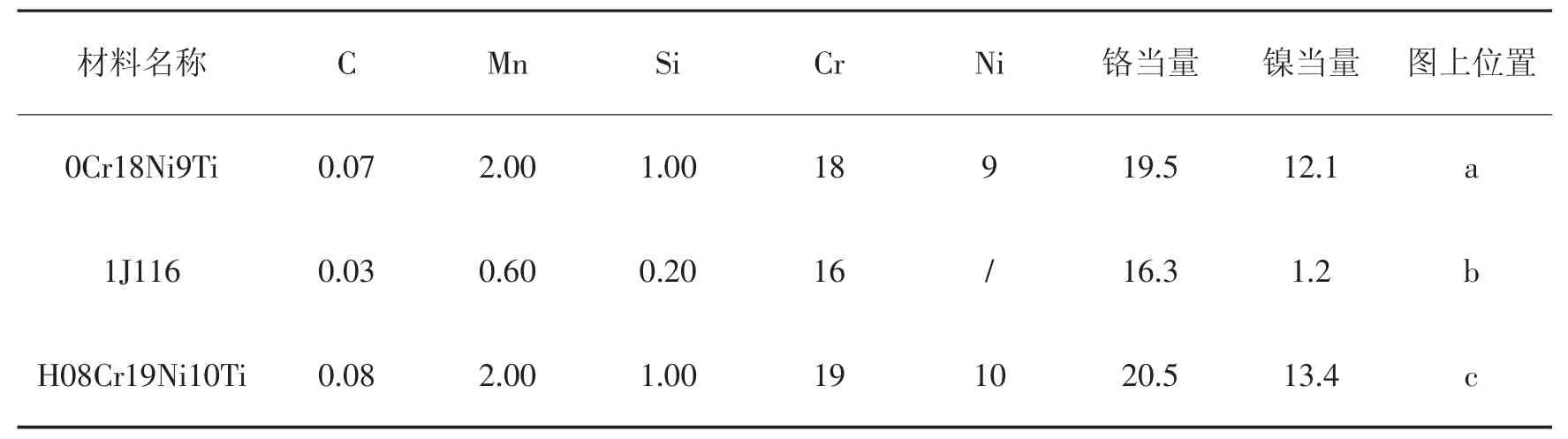
表4 0Cr18Ni9Ti,1J116及填充金属的铬镍当量Tab.4 Chromium nickel equivalent of 0Cr18Ni9Ti,1J116 and welding stick
采用H08Cr19Ni10Ti焊丝焊接0Cr18Ni9Ti和1J116时,焊缝的铬镍当量将沿着c-d线变化,其中c点为焊丝H08Cr19Ni10Ti的铬镍当量点(可视为焊丝熔化,母材不熔化的极限情况,即熔合比为0)。如图可知,不同熔合比焊接时会出现不同组织,当熔合比小于40%时,组织为奥氏体+少量铁素体双相组织;而当熔合比大于40%时,焊缝会出现马氏体,马氏体作为一种淬硬组织容易引起冷裂纹。由相关资料查的钨极氩弧焊合理的熔合比范围为10%~100%,所以为了使焊缝获得奥氏体+少量铁素体双相组织,应将熔合比控制在10%~40%之间[14-17]。
因此,0Cr18Ni9Ti和1J116异种钢焊接时,焊接工艺参数的选择应以减少母材金属的熔化和提高焊缝的堆积量为主要原则。焊接工艺参数对熔合比有直接影响。一般来说,焊接线能量越大,母材熔入焊缝越多。为了减少焊缝金属的稀释率,将熔合比控制在10%~40%之间,在保证图纸要求焊接接头强度及密封性的情况下,一般采用小电流和高焊接速度进行焊接。
2.3 合理设计焊接顺序
受产品结构限制,不能一次完成整周焊缝,故需使用分段焊的方法。为了避免焊接过程中的残余应力导致产品变形,需要合理设计焊接顺序,以满足设计图纸中尺寸的要求。工艺攻关之后的焊接顺序如图9所示。
先焊接图中位置(1)是因为此处距离图纸要求尺寸12.8±0.1 mm基准面距离最近,第一段焊缝热输入最少,引起的变形也最小;紧接着焊接图中位置(2)的焊缝,因为此处焊接产生的残余应力方向与位置(1)焊接产生残余应力的方向相反,可以抵消一部分应力与变形;最后焊接图中位置(3)和(4),此两处焊接顺序可调换。焊接时利用焊接散热工装进行散热,并且从法兰座的通孔处接通反面保护气体,起到更好的保护效果。
2.4 选用合理的焊枪喷嘴
受产品结构限制,部分区域焊枪可达性差,如果焊枪喷嘴选择不当,将引起钨极伸出长度过长,对保护效果和焊接操作均有不良影响。为此,操作人员首先使用较小规格的喷嘴进行试焊,焊后焊缝发蓝,保护效果不好。于是经工艺人员与技能人员商讨,改用内径尺寸较大的焊枪喷嘴,焊接时将钨极伸出长度适当加长,同时加大保护气体流量,焊后焊缝的保护效果明显得到改善,焊缝颜色为金黄色。
3 焊接工艺验证
通过以上分析,采用小电流和高焊接速度的手工TIG焊先焊接了三个相同结构试验件。焊前对耐蚀软磁合金1J116作退磁处理,避免焊接过程中由于磁性能差异,造成磁偏吹现象。焊接过程首先用定位工装固定好两个零件的相对位置,均匀的点三个焊点,随后装配好散热工装按工艺研究的焊接顺序进行焊接,焊接过程中通反面保护气体,焊接电流选用50±5 A,焊后按照图纸技术条件要求完成了以下两项技术指标的检验:
1)由检验人员按照QJ1842A-2011《结构钢不锈钢熔焊技术条件》Ⅲ级进行了外观检验,焊缝均匀美观,无裂纹,弧坑等缺陷,且变形量小,满足图纸中12.8±0.1 mm尺寸要求;
2)用真空法对焊缝进行了氦质谱检漏,泄漏量均在1×10-8~1×10-9Pa·m3/s之间,满足泄漏量小于1×10-7Pa·m3/s的要求,三件试验件全部合格。
随后采用相同工艺参数焊接了50余件正式产品,经检验确认,所有产品满足外观检验与氦质谱检漏检两项技术指标,焊接合格率达到100%。
4 结论
1)耐蚀软磁合金 1J116与奥氏体不锈钢0Cr18Ni9Ti异种钢焊接时,由于物理性能、化学性能及化学成分等显著差异,造成焊接机理和操作技术都非常复杂。采用舍弗勒组织图可以预测两种母材、焊丝以及焊缝的组织成分,因此可对熔合比、焊接速度和焊接电流等焊接参数的选用作出指导,从而获得理想的焊缝组织。
2)不同壁厚复杂薄壁结构件的焊接时,由于焊接温度场的不均匀分布,造成了一定量的残余应力与焊接变形,对于焊后有精密尺寸要求的产品,控制焊接变形非常重要。通过设计合理的焊接工装,焊接顺序,以及通反面保护气等工艺措施可以很好地避免焊接变形。
[1]张权明,迟淳.碳含量对耐蚀软磁合金1J116磁性能的影响[J].火箭推进,2006,32(1):40-44. ZHANG Quanming,CHI Chun.Effect of carbon content on magnetic property of 1J116 anti-corrosion soft magnetic alloy[J].Journal of rocket propulsion,2006,32(1):40-44.
[2]刘佑华.精密合金专集第一部分:软磁合金[J].金属材料研究,1994,20(4):1-49.
[3]田英超,张祎玲,曹明.1Cr18Ni9Ti脉冲激光焊接工艺研究[J].火箭推进,2014,40(3):73-76. TIAN Yingchao,ZHANG Yiling,CAO Ming.Research on pulsed laser welding technology of 1Cr18Ni9Ti[J].Journal of rocket propulsion,2014,40(3):73-76.
[4]李亚江,王娟,刘鹏.特种焊接技术及应用[M].北京:化学工业出版社,2003.
[5]中国机械工程学会焊接学会.焊接手册焊接方法及设备[M].北京:机械工业出版社,2007.
[6]周振丰.金属熔焊原理及工艺(下册)[M].北京:机械工业出版社,1986.
[7]王笑天.金属材料学[M].北京:机械工业出版社,1988.
[8]姜焕中.焊接方法及设备[M].北京:机械工业出版社, 1986.
[9]YURIOKA N.TMCP steels and their welding[J].Welding in the world,1997,43(2):2-17.
[10]杨春利,牛尾诚夫.TIG电弧活性化焊接现象和机理研究[J].焊接,2000(4):16-18.
[11]LUCAS W.Activating flux-increasing the performance and productivity of the TIG and plasma processes[J]. Welding and metal fabrication,1996(1):11-17.
[12]HEIPLE C R,ROPER J R.Mechanism for minor element effect on TIG fusion zone geometry[J].Welding journal, 1982,61(4):97-102.
[13]NORRISH J.先进焊接方法与技术[M].北京:机械工业出版社,2010.
[14]周振丰,张文钺.焊接冶金与金属焊接性[M].北京:机械工业出版社,1986.
[15]胡汉起.金属凝固原理[M].北京:机械工业出版社, 2000.
[16]HUNT J D.Steady state columar and equiaxed growth of dendrites and eutectic[J].Materials science and engineering(A),1984,65(1):75-83.
[17]杨春利,林三宝.电弧焊基础[M].哈尔滨:哈尔滨工业大学出版社,2003.
(编辑:王建喜)
Research on welding technology of 0Cr18Ni9Ti Austenitic stainless steel and 1J116 anti-corrosion soft magnetic alloy
LIU Wei,ZHANG Chunhong,XUE Jun,ZHEN Bo
(Xi’an Aerospace Propulsion Institute,Xi’an 710100,China)
The weldability of these two kinds of steel was investigated thoroughly after study of physical property,chemical property,chemical composition and microstructure of 0Cr18Ni9Ti Austenitic stainless steel and 1J116 anti-corrosion soft magnetic alloy.A set of positioning tools and a set of heat dissipation tools were designed reasonably according to the analysis results of the outer shell structure of the cold air shutoff valve used in liquid rocket engine.The influence of welding parameters on microstructure and properties of welding seam rough is analyzed and feasible welding technology is drawn up bymeans of Schaeffler organization chart.The reasonable welding sequence was designed by analysis of stress and deformation mechanism.A number of products were successfully welded after the technology improvement,and all the products passed the inspection of the appearance and leak detection executed byHelium mass spectrometer.
anti-corrosion soft magnetic alloy;Austenitic stainless steel;welding
V434-34
A
1672-9374(2017)01-0065-07
2016-03-29;
2016-04-11
刘伟(1988—),男,硕士,研究领域为液体火箭发动机先进焊接技术