6026铝合金挤压棒材生产工艺研究
2017-03-06曹振华迟洋波王义斌
曹振华,谭 琳,迟洋波,王义斌,徐 宁
(辽宁忠旺集团有限公司,辽宁 辽阳 111003)
6026铝合金挤压棒材生产工艺研究
曹振华,谭 琳,迟洋波,王义斌,徐 宁
(辽宁忠旺集团有限公司,辽宁 辽阳 111003)
对6026铝合金棒材生产工艺进行了研究,制定了合理的化学成分。确定了6026铝合金的均匀化制度为550℃×8h,挤压工艺参数为:铸锭加热温度(500±10)℃、挤压速度(5.5±0.5)m/min,最佳时效制度165℃×8h,按照以上工艺进行生产,可满足客户的要求。
6026铝合金;均匀化处理;挤压工艺;时效制度
0 前言
随着现代交通工具的快速发展,对材料的性能要求越来越高。铝合金制品因其质量轻、耐腐蚀性能好、拉伸性能高等特点而成为当今世界各国研究的热点[1]。6026铝合金属于中高强Al-Mg-Si系铝合金,为可热处理强化铝合金,主要用于制造既要有高的强度又要有高的断裂韧性的焊接结构,如交通运输车辆的桁架、杆件、容器;大型热交换器,以及焊接后不能进行固熔处理的部件;还可用于制造体育器材等[2]。在此之前没有相关实际生产经验,故根据客户提出的相关技术性能要求,我们对此进行了前期的工艺设计及试制生产,总结出符合客户要求的工艺制度。
本文主要从6026铝合金的化学成分控制、铸锭均匀化处理工艺、挤压工艺、时效工艺等方面进行试验研究。
1试验材料及技术要求
1.1 试验材料
本试验采用规格为Ф30mm的6026挤压棒材为主要实验材料。其化学成分符合美国AA标准,具体力学性能要求见表1。铸锭规格Ф151mm×460mm,采用半连续铸造方法生产,铸造过程中采用泡沫陶瓷过滤,Al-Ti-B丝细化晶粒,经均匀化处理,以消除偏析,使成分更加均匀。使用12.5MN油压卧式挤压机挤压。
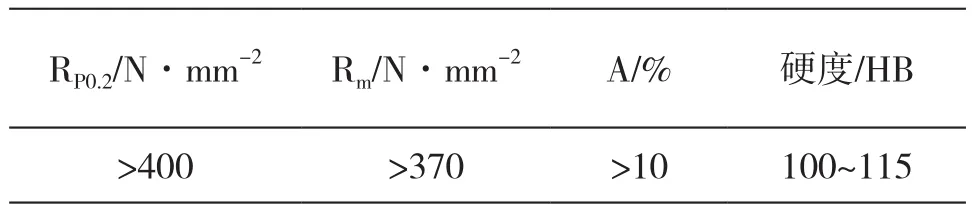
表1 力学性能要求
1.2 技术要求
客户要求室温下纵向力学性能应符合表1的要求, 型材表面要清洁,不能有印渍、划痕、凹坑等缺陷。化学成分要求见表2。

表2 合金化学成分(质量分数/%)
2 生产工艺的确定
2.1 化学成分的控制
在Al-Mg-Si系合金中加入Cu元素,形成强化相S相(Al2CuMg),可以有效提高合金的强度;加入Mn、Cr元素能提高再结晶温度,有效阻止铝合金的再结晶过程;加入Bi元素会略降低合金的强度,但可改善切削性能,这是由于Bi在固态下粒子脆而熔点低,切削时在刀刃的接触面上有大量脆而不硬的粒子存在,相当于减小切削面面积,使刃具磨损减少,切削力和切削温度降低。车间经过多次试验,制定了表2中的合理内控化学成分。
2.2 铸锭均匀化处理工艺
均匀化的目的是使铸锭中的不平衡共晶组织在基体中分布趋于均匀,过饱和固溶元素从固溶体中析出,从而消除铸造应力,提高铸造塑性,减小变形抗力,改善加工产品的组织和性能[2]。而产生非平衡结晶组织的原因是结晶时扩散过程受阻,这种组织在热力学上是亚稳态的,若将铸锭加热到一定温度,提高铸锭内能,使金属原子的热运动增强,不平衡的亚稳态组织逐渐趋于稳定组织。经过多次不同均匀化温度及保温时间试验,最后确定均匀化制度为550℃×8h。均匀化处理后铸锭组织中枝晶偏析明显减少,过饱和固溶体的析出及扩散使铸锭组织均匀。
2.3 挤压工艺
6026铸锭挤压工艺研究主要分析铸棒加热温度和挤压速度对其力学性能的影响,具体参数选择见表3,其它挤压基本参数:挤压比27;模具温度450℃ ;挤压筒温450℃;压余25mm;压出长度10.5m;在线淬火方式为穿水。现场对5根挤压棒材进行检验,发现硬度无明显差别,表面质量非常好,金属光泽明显。
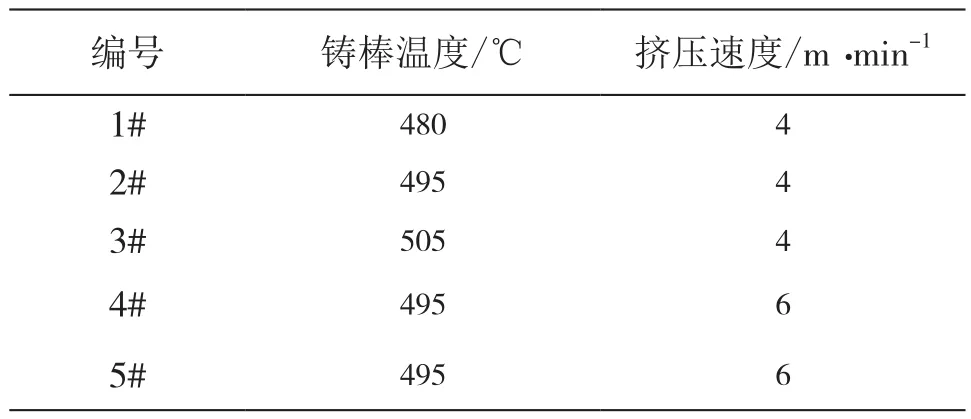
表3 挤压工艺参数
选取4#棒尾端切取高倍试样进行检查,未发现有过烧显现及趋势,第二相分布均匀弥散。后期经过时效处理后发现挤压速度较快的4#、5#棒在同一时效制度下的力学性能高于其它慢速棒,因此确定最终挤压工艺为:铸锭加热温度(500±10)℃,挤压速度(5.5±0.5)m/min。
2.4 时效工艺
为了找到6026铝合金最佳时效制度,采用了多种时效工艺进行实验,温度分别为155℃、165℃、175℃、185℃,不同时效温度保温时间为4h、6h、8h、10h。具体结果如图1所示,由图可知时效温度为155℃时,只有保温10h时的符合客户要求,保温4h和6h时的屈服强度低于370MPa;时效温度为165℃时,屈服强度都达到400MPa以上,抗拉强度在420MPa以上,其中165℃保温8h制度下的强度最佳;在175℃时效制度下,只有在保温8h时屈服达到400MPa以上,抗拉强度为440MPa。保温6h和10h,力学性能都比较低(但是都大于370MPa),延伸率也没有明显提高;在185℃时效制度下,只有保温4h的屈服强度大于400MPa,抗拉强度为430MPa,其余的6h、8h和10h时的屈服强度和抗拉强度都不符合客户要求。
由此可以得出,在165℃×8h时效下可使6026铝合金棒材时效强化效果达到最佳。
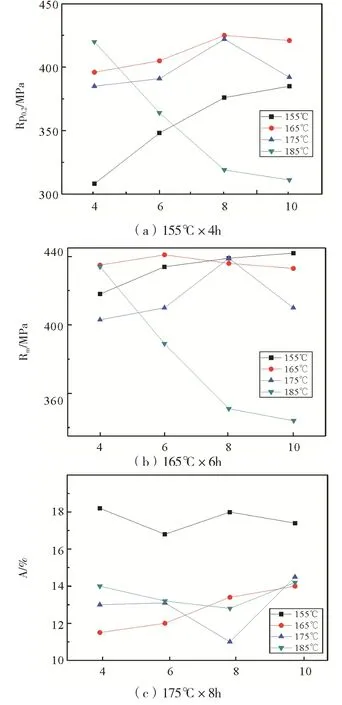

图1 不同时效温度和时间对力学性能的影响
3 结论
(1)按照内控标准添加合金元素,可以有效提高合金的强度及切削性。
(2)6026铝合金的最佳均匀化制度为550℃×8h。经均匀化处理后铸锭组织中枝晶偏析明显减少,过饱和固溶体的析出及扩散使铸锭组织均匀。
(3)铸锭加热温度为(500±10)℃,挤压速度(5.5±0.5)m/min。后期量产跟踪结果表明,可以生产出满足客户要求的棒材。
(4)在165℃×8h时效制度下可使6026铝合金棒材时效强化效果达到最佳。
[1] 王祝堂,田荣璋.铝合金及其加工手册[M].长沙:中南工业大学出版社,1989
[2] 肖亚庆,谢水生,刘静安,等.铝加工技术实用手册[M].北京:冶金工业出版社,2005
Research on Production Technology of Extrusion Bar for 6026 Aluminum Alloy
CAO Zhen-hua, TAN Lin, CHI Yang-bo, WANG Yi-bin,XU Ning
(Liaoning Zhongwang Group Co.Ltd., Liaoyang 111003, China)
The production process of 6026 aluminum alloy bar was researched, and reasonable chemical composition was determined;it is confirmed that homogenization system of 6026 aluminum alloy is 550 ℃ for 8 h;extrusion process parameters∶ heating temperature of ingot is(500±10)℃;extrusion speed is (5.5±0.5)m/min;the best aging system is 165 ℃ for 8 h. The customer's requirements can be met according to the above production process.
6026 aluminum alloy; homogenization treatment; extrusion process; aging system
TG379,TG146.21
A
1005-4898(2017)01-0035-03
10.3969/j.issn.1005-4898.2017.01.07
曹振华(1988-),男,辽宁辽阳人,工程师。
2016-10-28
