环锭细纱机卷绕成形不同算法的比较和应用
2017-02-25经纬纺织机械股份有限公司榆次分公司韦金平
经纬纺织机械股份有限公司榆次分公司 韦金平/文
环锭细纱机卷绕成形不同算法的比较和应用
经纬纺织机械股份有限公司榆次分公司 韦金平/文
本文以FA506型环锭细纱机传动结构为基础分析了卷绕成形过程中钢领板每升降一次卷绕长度不同算法产生的数据差异,并给出了由机械升降改为电子升降时,钢领板实时速度应该遵从的数学规律。
环锭细纱机 卷绕成形 机械升降 电子升降 计算公式
随着环锭纺细纱络筒速度的提高,为防止毛羽、断头、脱圈等指标恶化,对细纱机管纱成型质量要求也会更加严格,这就要求卷绕成形控制精度更为严格。传统的“机械升降”控制是有级的,采用的是一种近似算法。当钢领板改为“电子升降”时,由伺服电机来直接控制钢领板的升降速度,可以做到无级、明确,应当采用一种精确的算法。根据纱线实际卷绕情况重新计算钢领板升降速度做为电机控制的目标则变得具有可操作性,管纱成型也会更加接近预期。
环锭纺细纱机管纱成形过程是钢领板在“上多下少”的往复运动中细纱层层卷绕、在凸钉影响下完成管底纱后,以绕锥形等螺距螺旋线的方式,完成中纱和大纱的成形。若不考虑捻缩的影响,单位时间内前罗拉的出纱长度应等于纱管的绕纱长度。为便于描述,以FA506型细纱机最新传动结构为模本分析精确算法与近似算法的区别。
1 近似算法过程
设ZF/ZG为卷绕齿轮副,前罗拉的直径为DF,成型凸轮的升降比为1:k。成形凸轮每转动一周,钢领板完成一个升降短动程,根据FA506型细纱机的传动结构可得,此过程中前罗拉出纱长度:

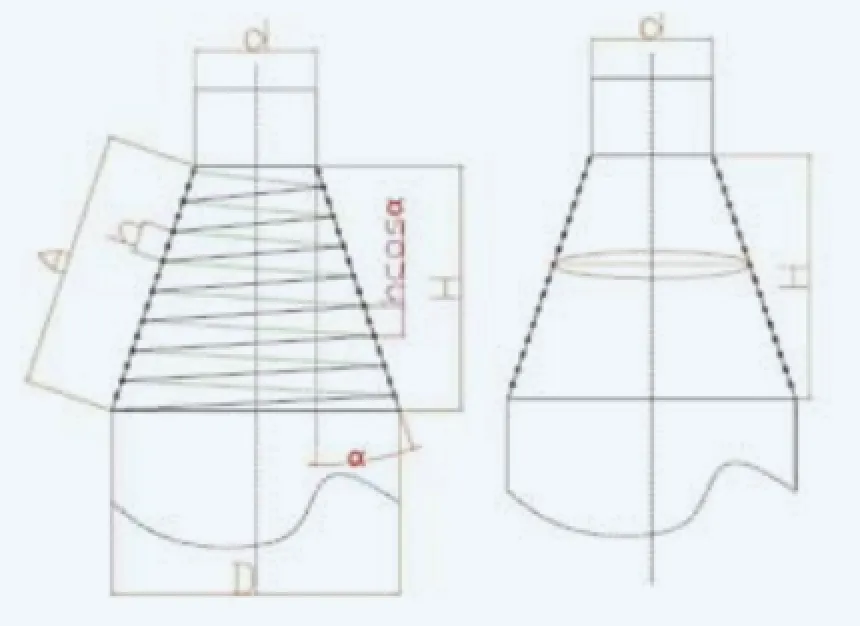
图1 细纱短动程长度近似计算示意图
钢领板单次短动程纱管的绕纱长度采用一种近似算法。如图1示,d为筒管直径,D为成纱直径,H为短动程高度,h为圈距,α为成形角(半锥角),法向螺距为h×cosα的圆锥螺旋线每一圈被近似的看作一个圆,然后再近似到锥台的中径圆上求周长,
式中1/k为降程倍数,由L= L’可推知卷绕齿轮副的理论齿数比
这种算法使“计算绕纱长度”与“实际绕纱长度”之间有一定的误差,此误差会进一步影响ZF/ZG,而齿轮在设计时也需要考虑模数标准化等因素,会使ZF/ZG比值需要再次调整,对于机械升降的有级和模糊而言,近似计算是可以被接受的,也是一种经济实用的计算方法。
2 精确计算过程
当机械升降变为由伺服电机控制的电子升降时,不再需要升降凸轮和ZF/ZG工艺齿轮,能够对钢领板实现无级调速,理论上可以根据细纱实际卷绕情况来计算以消除上述“近似计算”产生的误差,能够使管纱实际成形更接近于理论形状。
在钢领板上升过程中,纱线的卷绕过程如图2所示,圆锥位于空间直角坐标系XYZO中,设d为筒管直径,D为管纱直径,α为半锥角(卷绕角),设M’点从X轴开始向上绕圆锥面做法向螺距为h×cosα的螺旋运动,求 M’点轨迹弧长与M’点的转角θ与的关系。
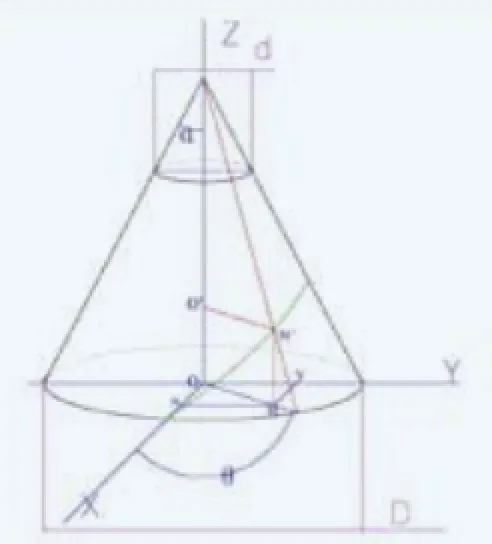
图2 细纱长度精确计算数学模型图





3 两种算法差别比较
下面通过计算来比较两种算法的差别,若取圈距为细纱直径的4倍,即,以钢领直径Φ38mm、卷装直径D=Φ35mm、 纱管径d=17mm、升程H=46mm(卷绕角α=11.07°)、前罗拉直径DF=25mm、凸轮升降比1:k=1:3,单次升降中不同支数的细纱计算长度“近似算法”与“精确算法”的差别如表1所示:

表1 两种算法差值比较
从表1中可以看出,近似算法计算出的纱长总是比精确纱长要长一些,存在3.83%的误差。通过进一步的计算可知,当半锥角α=11.669°(D=Φ32mm、纱管径d=13mm)、其它参数不变时,误差将达到4.26%。由近似值计算出来的ZF/ZG也总是比精确ZF/ZG要小,ZF/ZG偏小会导致实际圈距偏小,这不利于实际成形和高速络筒,所以,在电子升降中,应该采用精确算法。
4 电子升降中钢领板速度的控制
以上过程分析了两种算法的结果差异,并给出了卷绕θ角与卷绕长度二者的关系式,还需要考虑钢领板升降速度Vg与转角θ的关系以满足“恒定的法向螺距”。
代入原数据得:

此式表明了钢领板上升速度和前罗拉出纱速度与卷绕转角θ的关系。
需要说明的是,在电子升降中,因为上升螺距和下降螺距不同,卷绕方式不同(从下到上和从上到下的区别),数学模型的坐标系建立位置不同,使下降过程中的dL’的公式略有不同,钢领板的升降过程在控制程序里应该分开控制,下降过程速度计算公式在道理上和上升过程一样,限于篇幅,不再赘述。
5 结束语
1)通过分析环锭纺卷绕的实际状态列出了卷绕长度精确计算公式,并给出了较为详细的便于理解的计算过程,同时也以某种半锥角为例计算出了传统“近似计算”和“精确计算”的纱长的差别,和由不同计算产生的ZF/ZG理论值的区别,展示了精确计算好处。
2)基于精确计算,通过微分的思想计算出了钢领板在上升状态时的瞬时速度Vg和纱线转角θ的关系式,通过再次整理后可以用来指导伺服电机的对应瞬时转速。
[1] 顾菊英 .棉纺工艺学[M] 第二版下册.北京:中国纺织出版社,1998.12:102-166
[2] 陈人哲.纺织机械设计原理[M] 第二版上册.北京:中国纺织出版社,1996:229-293
[3] 同济大学数学系.高等数学[M] 第六版上册.北京:高等教育出版社,2007.4:366
[4] 刘全新.环锭细纱机的卷绕分析和参数调整[J].现代纺织技术,1999,12:18-22
[5] 经纬纺织机械股份有限公司榆次分公司FA506型环锭细纱机产品说明书.2015.08:29-35 (随机资料)