铝合金双光束/单光束激光-TIG复合焊
2017-02-22黄瑞生杨海锋王君宇
黄瑞生 杨海锋 王君宇 荆 文
(机械科学研究院 哈尔滨焊接研究所,哈尔滨 150028)
铝合金双光束/单光束激光-TIG复合焊
黄瑞生 杨海锋 王君宇 荆 文
(机械科学研究院 哈尔滨焊接研究所,哈尔滨 150028)
针对4 mm厚5A06铝合金,分析了双光束光纤激光-TIG复合焊的焊缝成形特点、气孔率、匙孔动态特征及接头力学性能,并与单光束光纤激光-TIG复合焊对比。结果表明,在获得相同焊缝背面熔宽条件下,与单光束激光-TIG复合焊相比,双光束激光-TIG复合焊的焊缝背面成型连续性、均匀性更优且熔宽波动较小,焊缝气孔率降低50%以上,激光匙孔开口面积平均值更大,波动变异系数更小;双光束激光-TIG复合焊接头抗拉强度、断后伸长率、显微硬度、组织与单光束激光-TIG复合焊结果差别不大。
铝合金 双光束激光 TIG电弧 复合焊
0 序 言
铝合金具备低密度、高强度、耐腐蚀及易于加工等优点,已成为航天、航空、交通运输等领域轻量化结构设计的主要材料[1]。同时,焊接技术已成为铝合金结构件制造的关键加工技术。
钨极氩弧(TIG)焊接过程稳定,容易获得高质量焊缝,成为铝合金焊接制造的主要方法之一。但TIG焊的焊接热输入较大、焊接速度及焊丝熔覆速度较低,容易导致铝合金焊接制造产生焊接变形较大、焊接接头性能弱化较严重、焊接效率较低等问题。激光焊容易实现高精度、高速、低变形、大深宽比焊接等优点,在铝合金焊接制造中应用日益广泛[2]。但由于铝合金熔点低、沸点低、热导率高、熔融金属表面张力低等特点,激光焊接铝合金存在焊缝成型较差、易产生咬边及焊接气孔等问题[3-4]。
W.M.Steen等人[5]于上世纪70年代末首先提出激光-TIG复合焊方法, 将两种具有不同物理性质、能量传输机制的热源复合在一起,实现了1+1>2的焊接效果。国内外学者针对激光-TIG复合焊技术开展了大量的研究工作,结果表明,激光-TIG复合焊方法是实现高性能金属材料优质、高效、低变形焊接的先进焊接方法,可以有效解决上述铝合金单一TIG焊、激光焊存在的焊接问题[6]。
目前,铝合金激光-TIG复合焊技术研究主要集中在单光束激光-TIG复合焊工艺、焊接过程特征、焊接机理等方面[7-11],而铝合金双光束光纤激光-TIG复合焊技术方面的研究鲜有报道。
因此,文中针对5A06铝合金,采用双光束光纤激光-TIG复合焊方法,与单光束光纤激光-TIG复合焊对比,在获得相同背面熔宽条件下,从焊缝成形、气孔率、匙孔特征等角度,对比分析铝合金双光束激光-TIG复合焊的焊接特性及焊接接头性能,为铝合金双光束激光-TIG复合焊技术的应用提供试验依据。
1 试验方法
试验采用4 mm厚5A06铝合金,试板尺寸300 mm×100 mm;焊丝为直径1.2 mm的ER5356铝合金焊丝;焊接保护气为工业Ar气。采用I形对接接头,焊接方式为平焊,试验前采用刮刀去除铝合金母材表面的氧化膜。对焊后焊缝进行X射线探伤,选取任意100 mm长焊缝探伤照片进行气孔面积统计并计算气孔率。
试验系统由Trumpf公司Trudisk-6000型蝶形激光器、Fronius公司MW4000型交直流TIG焊机及自制的焊接试验工作台与卡具组成。试验过程利用日本FastCam Ultima 512型高速摄像系统对匙孔进行图像采集,采样频率4 000 帧/秒。
试验所用光纤芯径0.4 mm,激光焊接头准直距离200 mm,聚焦距离300 mm。激光焊接头通过楔形棱镜将一束激光分成两束得到双光束激光,能量分配为1∶1,焦点处光斑中心间距0.6 mm,双光束激光沿焊接方向按前后串行模式排布。
双光束/单光束激光-TIG复合填丝焊过程示意图如图1所示。

图1 激光-TIG复合填丝焊示意图
2 试验结果及分析
2.1 焊缝成型
保持其他焊接参数不变,即激光离焦量+4 mm、焊接速度1.5 m/min、焊接电流120 A、光钨间距6 mm,改变激光功率,进行单/双光束激光-TIG复合焊试验。图2为在获得焊缝相同背面熔宽条件下,单/双光束激光-TIG复合焊焊缝背面熔宽与激光功率的关系,激光功率对焊缝背面成型的影响见表1。
如图2所示,随着激光功率的增大,复合焊焊缝背面熔宽均增大;在相同焊缝背面熔宽的条件下,双光束激光-TIG复合焊所需的激光功率基本比单光束激光-TIG复合焊大500 W。由表1可知,在相同焊缝背面熔宽的条件下,激光功率较小时,单光束激光-TIG复合焊焊缝背面成型连续性较差,熔宽波动较明显且容易出现背面鼓包现象,双光束激光-TIG复合焊焊缝背面成型连续性较好,熔宽波动小且没有出现背面鼓包现象。激光功率较大时,单光束激光-TIG复合焊焊缝虽然背面成型连续,熔宽波动较小,但背面仍容易出现鼓包现象;而双光束激光-TIG复合焊焊缝背面成型连续性、均匀性更优,基本不出现背面熔宽波动、鼓包等现象。

图2 相同背面熔宽条件下所需激光功率对比
2.2 焊缝气孔
图3为不同背面熔宽情况下单/双光束-TIG复合焊焊缝气孔率对比图。可见随着焊缝背面熔透宽度的增大,复合焊焊缝气孔率均减小;在基本相同焊缝背面熔宽的条件下,双光束激光-TIG复合焊焊缝气孔率小于单光束激光-TIG复合焊所得的结果,焊缝气孔率降低50%以上。
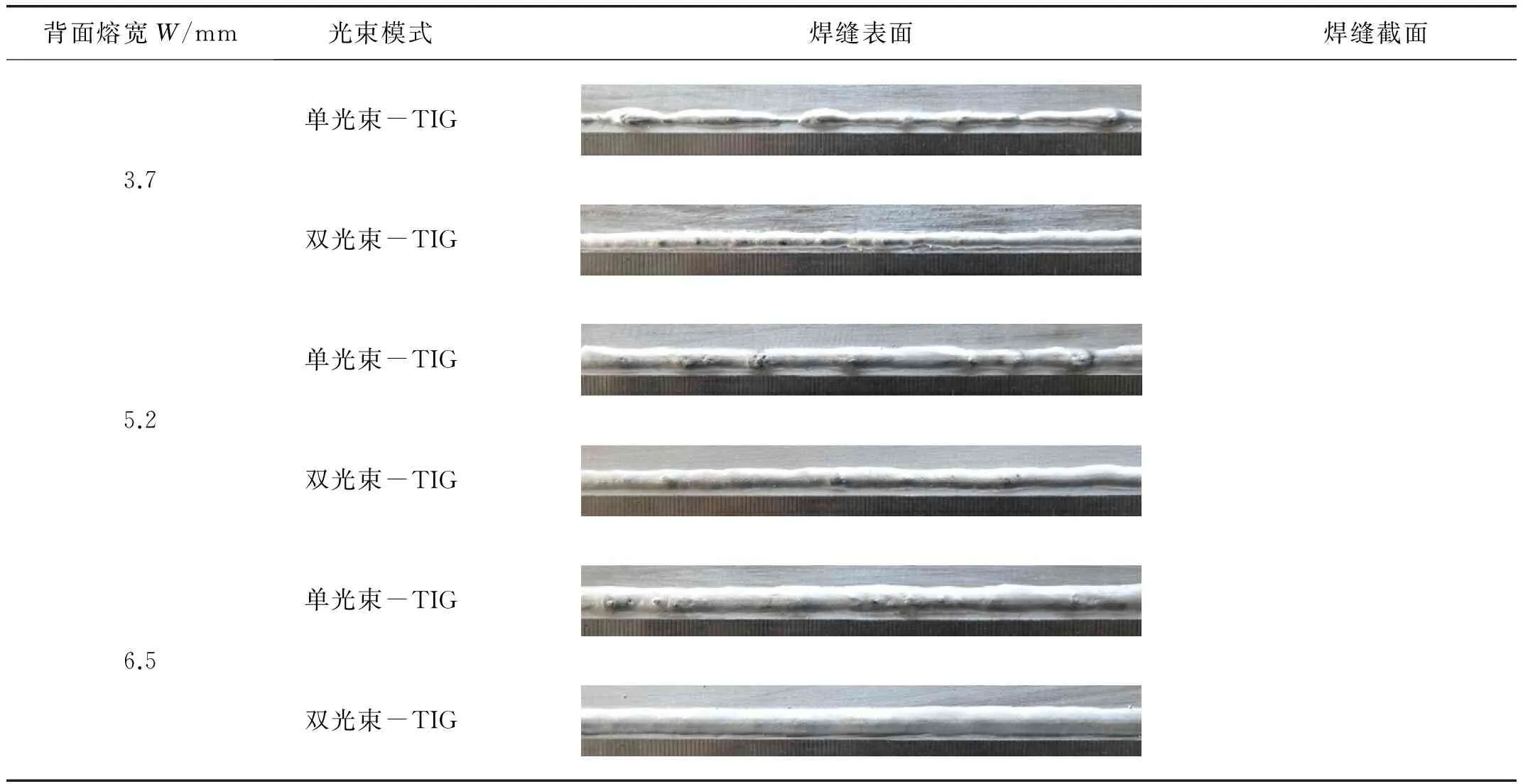
表1 复合焊激光功率对焊缝成形影响
2.3 激光匙孔波动特征
在焊缝背面熔透宽度约为4 mm的焊接条件下,采用高速摄像系统拍摄单/双光束激光-TIG复合焊焊接过程激光匙孔,匙孔形态如图4所示。
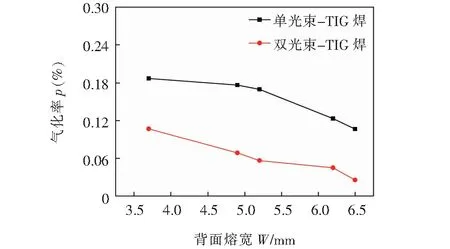
图3 相同焊缝背面熔宽条件下焊缝气孔率对比
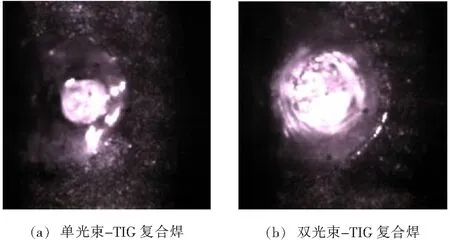
图4 焊缝正面典型激光匙孔形态对比
采用MATLAB软件对稳定焊接过程拍摄的任意连续200帧激光匙孔照片进行灰度化、滤波、边缘检测及面积提取等处理,分别得到焊缝背面熔透宽度约为4 mm条件下单/双光束激光-TIG复合焊正面激光匙孔开口面积的瞬值如图5所示,全过程平均值及波动变异系数如图6所示,其中,单/双光束-TIG焊的功率分别为3.5 kW和4.0 kW。
如图5和图6所示,在相同的背面熔宽条件下,两种复合焊过程激光匙孔开口面积的瞬值变化很不规律;但是就一个采集序列整体来看,与单光束激光-TIG复合焊相比,双光束激光-TIG复合焊的激光匙孔开口面积平均值更大,波动变异系数更小。因此,双光束激光-TIG复合焊激光匙孔开口面积波动性较小,闭合频率减小,焊接过程更稳定。
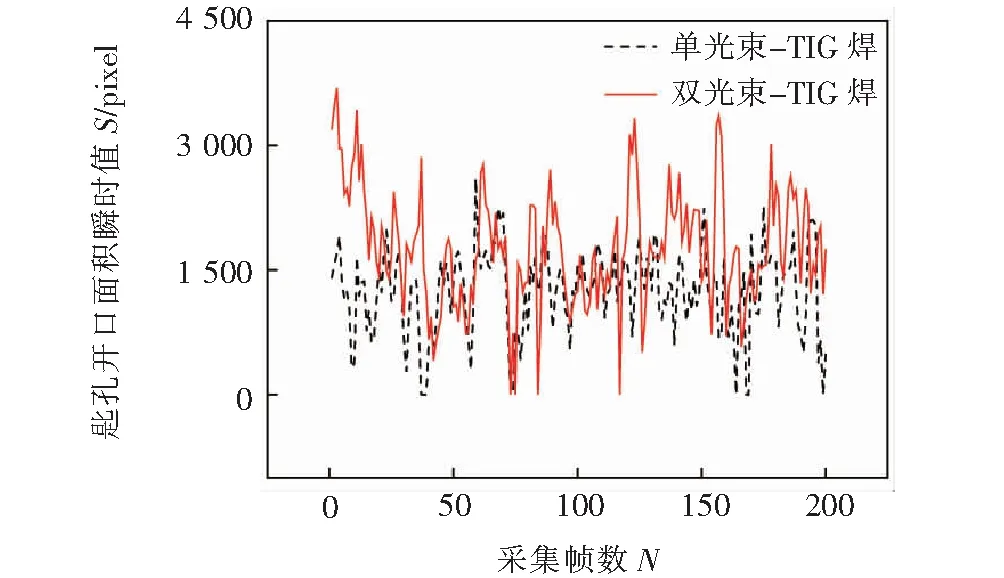
图5 激光匙孔开口面积瞬值对比

图6 激光匙孔开口面积均值及波动变异系数对比
2.4 接头力学性能及组织分析
对焊缝背面熔透宽度为6.5 mm的单/双光束激光-TIG复合焊接头进行拉伸、硬度、组织测试,结果分别如图7~9所示。
如图7所示,双光束激光-TIG复合焊接头抗拉强度、断后伸长率平均值可达母材的92%和54%,单光束激光-TIG复合焊接头抗拉强度、断后伸长率平均值达母材的91%和50%。两种复合焊接头拉伸性能差别不大。
如图8所示,两种复合焊接头在焊缝中心硬度值最低,焊缝区硬度随着距焊缝中心距离的增大而增大;热影响区硬度随着距焊缝中心距离的增大先减小后增大。与单光束激光-TIG复合焊相比,双光束激光-TIG复合焊接头焊缝区硬度值相差不大,但热影响区硬度值较小。
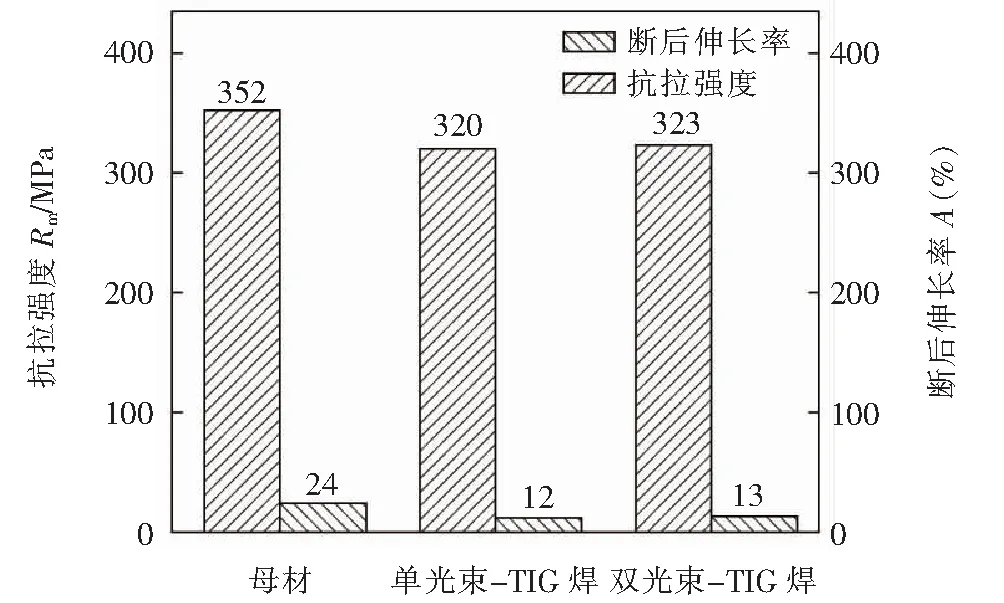
图7 接头拉伸性能对比
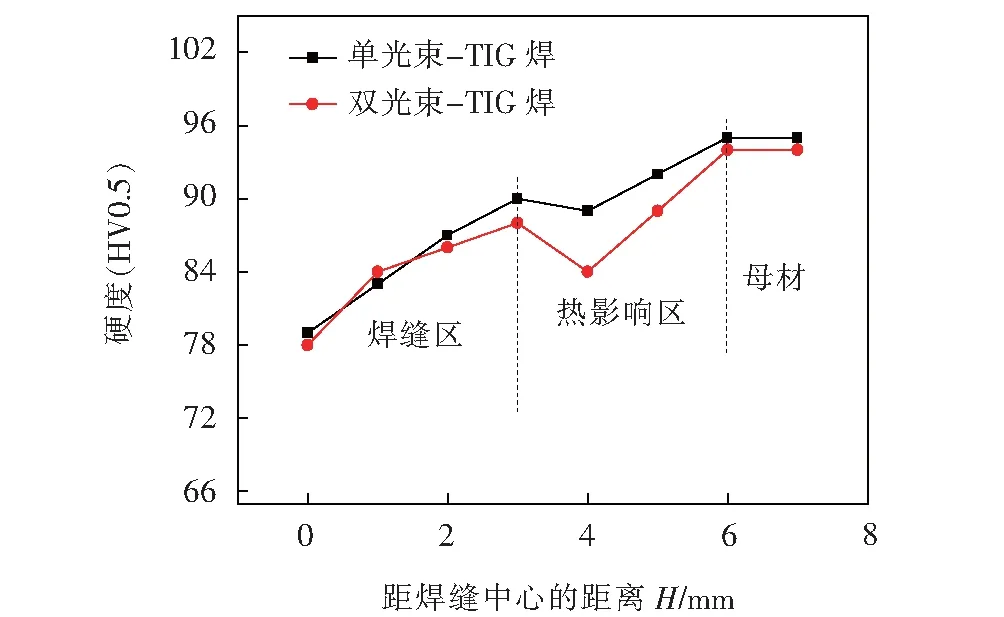
图8 接头硬度对比
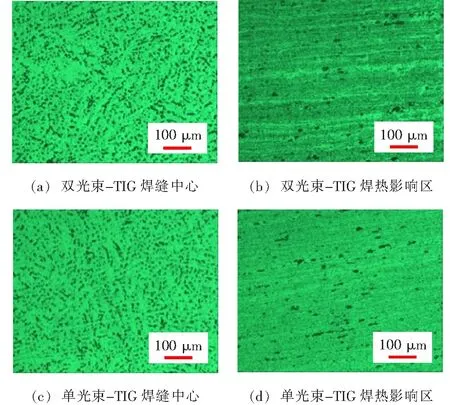
图9 接头组织对比
图9a为双光束激光-TIG复合焊头焊缝中心区域组织,主要为α-Al固溶体+少量共晶+点状析出物;图9b为双光束激光-TIG复合焊头热影响区组织,主要为α-Al固溶体+块状析出物;图9c和9d分别为单光束激光-TIG复合焊焊缝中心及热影响区的组织,与双光束-TIG焊接接头各区域组织差别不大。
3 结 论
(1)在获得相同焊缝背面熔宽条件下,与单光束激光-TIG复合焊相比,4 mm厚5A06铝合金双光束激光-TIG复合焊焊缝背面成型连续性、均匀性更优且熔宽波动较小;双光束激光-TIG复合焊焊缝气孔率降低50%以上;双光束激光-TIG复合焊激光匙孔开口面积平均值更大,波动变异系数更小。
(2)4 mm厚5A06铝合金双光束激光-TIG复合焊接头抗拉强度、断后伸长率、显微硬度、组织与单光束激光-TIG复合焊结果差别较小。复合焊接接头抗拉强度均达母材的90%以上,接头焊缝中心组织均为α-Al固溶体+少量共晶+点状析出物,接头热影响区组织均为α-Al固溶体+块状析出物。
[1] 吴圣川,朱宗涛,李向伟.铝合金激光焊接及性能评价[M].北京:国防工业出版社,2014.
[2] 付邦龙,孟祥萌,秦国梁,等.铝合金激光焊接技术的研究进展[J].焊接,2013(6):20-25.
[3] 许 飞,李晓延,杨 璟,等.5A06铝合金激光填丝焊工艺研究[J].焊接,2008(8):26-28.
[4] 许 飞,巩水利,陈 俐.热输入对5A06铝合金激光填丝穿透焊的影响[J].焊接,2009(11):40-43.
[5] Steen W M, Eboo M. Arc augmented laser welding[J]. Metal Construction, 1979, 11(7):332-335.
[6] 赵 婷,张新戈.铝合金激光-电弧复合焊接研究现状与进展[J].焊接,2012(11):22-26.
[7] 杨海锋,梁晓梅,王吉孝,等.5A06铝合金激光-TIG电弧复合填丝焊的特性[J].焊接,2016(6):30-34.
[8] 李 飞.5083铝合金光纤激光-变极性TIG复合焊接工艺及机理研究[D]. 北京:北京工业大学博士学位论文, 2014.
[9] 吴艺超.铝合金激光-TIG双面复合焊接特性分析[D]. 哈尔滨:哈尔滨工业大学硕士学位论文, 2014.
[10] 臧 昊.2024高强铝合金高功率CO2激光焊接性研究[D]. 上海:上海交通大学硕士学位论文, 2013.
[11] 田新兵.中厚板铝合金TIG-激光复合焊接工艺研究[D]. 大连:大连理工大学硕士学位论文, 2013.
2016-11-21
国家重点研发计划项目(2016YFB1102100)
TG456.7
黄瑞生,1981年出生,博士,工程师。主要研究方向为高功率固体激光、激光-复合焊技术研究及成套装备集成,已发表论文16篇。
