用PLC控制真空吸砂机的电气控制设计
2017-02-20王贤浩
王贤浩
辽宁锦州渤海大学工学院
用PLC控制真空吸砂机的电气控制设计
王贤浩
辽宁锦州渤海大学工学院
随着社会的进步,科技的发展,自动化控制技术在工业生产之中占据着越来越重要的作用,传统的自动化控制技术运用了继电器实现。在自动化控制技术的发展推动下,继电器可编程控制器,也就是PLC所替代,这是工业生产的必然趋势。在后期的远程操控机器中普遍选择了组态监控软件,工作现场中不需要有任何工作人员的参与,自动化远程操作机器的过程中,可以避免来自噪音以及灰尘的干扰。本文主要是采用组态软件通过PLC方法对真空吸砂机进行远程控制,和阐述了制作组态软件中的元素。结尾部分实现了远程控制真空吸砂机。
PLC 远程控制 真空吸砂机
1 远程控制原理
真空吸砂机远程控制采用的技术是PLC,实现过程具体总结为:先把PLC编程软件以及组态王软件安装在电脑里面,按照PLC程序,对真空吸砂机进行仿真实现,接着以图形的方式将真空吸砂机远程控制展现出来。远程控制系统结构图如图1所示。
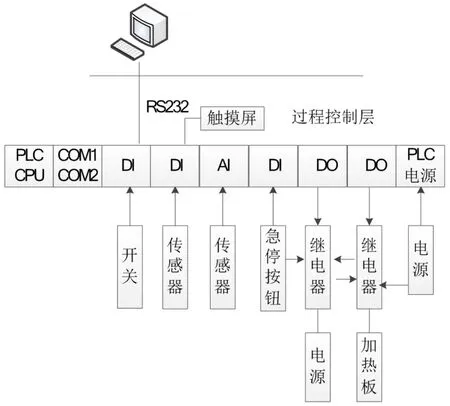
图1 远程控制系统结构图
2 确定重要部件
2.1 真空泵
本文选择的真空泵是来自德国GM系列的,国外很多的输送设备都有用到该系列的真空泵,相比于该类产品,本文采用的GM系列真空泵,在结构设计方面简洁,外观精美,小巧,同时产生的风量比较大。
2.2 电动机
本文选择的电动机是三相异步电动机,而且选择了SKF轴承。该电动机的安装简洁,不受外部环境的影响,无论外部的环境是有风有雨还是大雾茫茫,都具备了防护的功能。本文的电动机产生的噪音比较低,同时达到了节能环保的功效。
2.3 三级除尘器
在除尘器设计方面,选择的是脉冲袋式除尘器,本文选择了耐用,耐抗,透气功能强的材质。当灰尘不断积累后,会增大压力损失,所以为了防止这种情况的发生,本文将测压孔安装在过滤器的前面与后面部分,从而尽量减少压力损失,为了能够尽可能地掌握详情,将停机延时功能附加到电气控制中。保证脉冲袋式除尘器脉冲所承受的风压是从5Pa到6×110Pa之间变化,而且所需要承受的风量也比较小,除尘器设计时尺寸设计较大。与此同时反吹风滤芯式的除尘器也需要按照用户自己的需求进行设计,其中风压所能够承受的范围是7Pa到7.5×10Pa之间变化,滤材可以用高压进行洗涤,而且也具有高效的除尘率。
2.4 确定吸砂机参数
因为吸砂机吸嘴的过程中采用的方式是移动式以及气力输送的,同时在舱室作业中运用极其广泛,而输送浓度和吸砂管的长度之间有一定的关系,吸砂管长度在10米到40米范围内变化,当气力在运输的时候,容易造成脉动流,气流无法作用相同的作用力给全部的颗粒。从而造成了有的颗粒出现沉降、停顿的现象,颗粒发生运动时过程繁琐,然而当保持风量和真空泵所承受的压力是不变的条件下,最终最大化吸砂量,尽量减少系统每一个部分所承受的压力。吸砂胶管的长度和吸砂管所受的压力之间是正比的关系。所以,为了得到适宜的吸砂量,需要匹配风量与吸砂管径。真空吸砂机参数设置如表1所示。
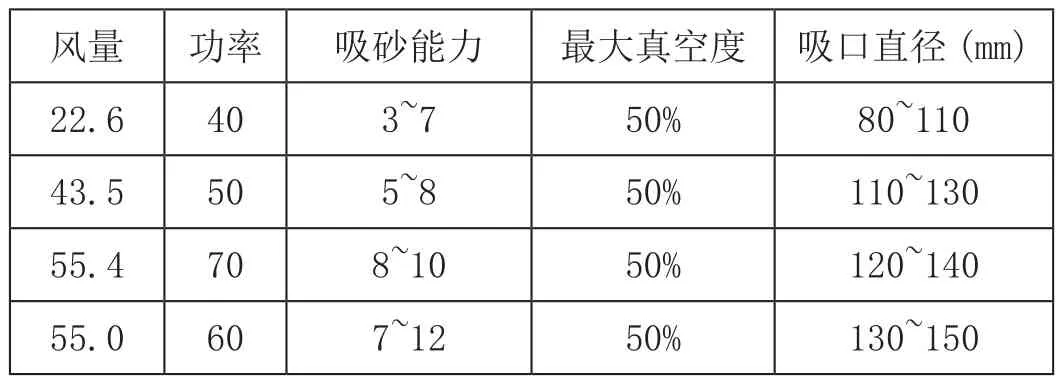
表1 真空吸砂机参数设置
3 设计步骤
(1)通过PLC专用线连接起电脑的COM1与PLC。同时将电源值是220V加到PLC。
(2)运用CX-PROGREAMMER9.0软件对“真空吸砂机”进行仿真,同时运行PLC程序的结果,最后把结果保存到PLC里面。
(3)运用组态王6.53软件新建工程名字为“测试用例”,设置PLC中需要的参数,接着按照“真空吸砂机”远程自动化控制的原理进行设计,根据指示灯等具体的状态,设计程序中需要的数据词典。
(4)当画面新建以后,绘制“按钮”、“砂位升降开关”的重要元件。
(5)按照远程控制自动化的相关原理,连接数据词典。
(6)最后再点击保存按钮。真空吸砂机的组合图如图2所示。
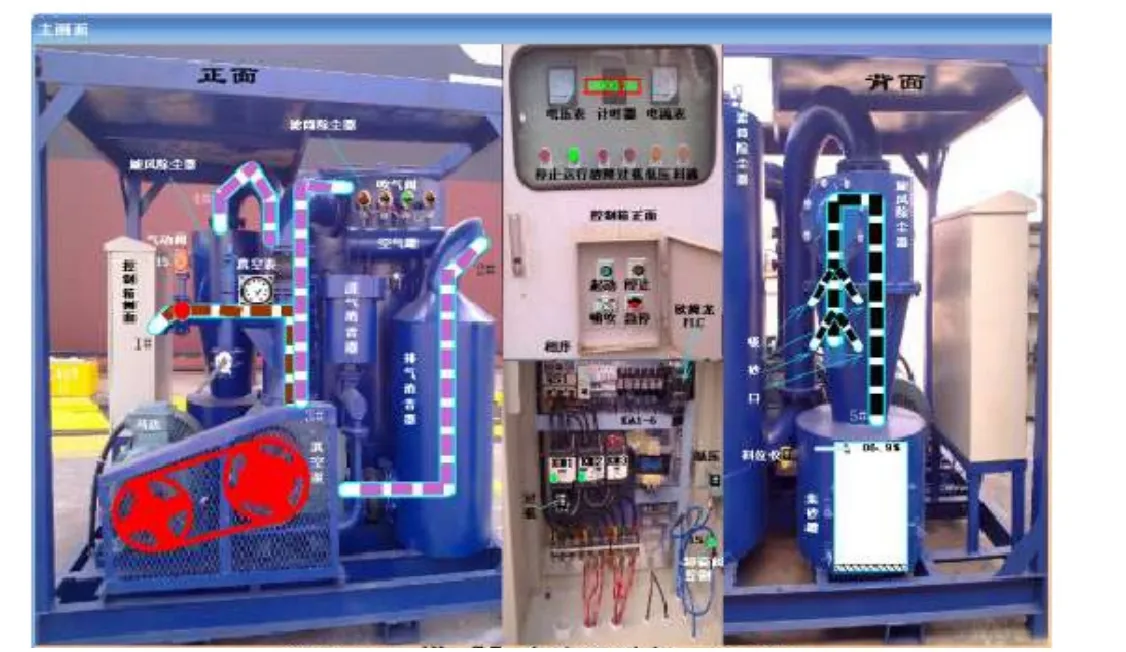
图2 真空吸砂机的组合图
4 远程操控真空吸砂机
远程操作的软件选择组态王6.53,创建工程名字为“远程控制真空吸砂机”,程序界面图如图3所示。
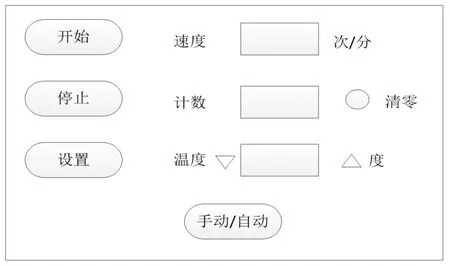
图3 监控界面实现图
(1)在还没有按下启动的操作时,红灯不会出现点亮的功能,电脑上显示的时间是和“日历”显示的时间是完全同步的,时间格式是XX年XX月XX日--时:分:秒。
(2)开始计时时需要启动“开始”按钮,时间的精确度可以保证在0.1小时以内,当该操作停止的时候,红灯就会熄,当该操作运行的时候绿灯就会闪亮,KM2与KM4各自的绿灯会点亮,真空泵皮带轮会在马达皮带轮的影响下进行逆时针的运作。而且“卸荷控制电磁阀”出现断电,与此同时打开“气动卸荷阀”。10秒钟以后,马达出现“星—三角”之间转换的现象,KM2的绿灯会被点亮,KM3的电被熄。如果灯是被点亮,这说明了在20秒的时间以后,真空表逐中显示的数值是0.06MPa,此时停止运作1#管道、流动2#管道,启动代表旋风除尘的吸砂进口的5#管道,此时真空泵进入正常的运作当中。提升集砂罐中的砂位,采用%的形式将砂位显示出来,此时,集砂罐内中的砂位就会出现慢慢地运作。
(3)当按下“喷吹”按钮,接着喷吹电磁阀中的几个灯就会各自出现点亮的现象,这说明正式启动喷吹电磁阀,灯光点亮的时间是0.5秒,每隔7秒钟灯光就会点亮,灯光会不断地循环闪亮,当机器停止之后该循环就会结束。
(4)启动机器:当按下“停止运行”的按钮时,“卸荷控制电磁阀”中就会出现绿灯熄的现象,启动“气动卸荷阀”,就会启动马达,与此同时真空泵的进口1#管道以及出口2#就会出现流动,这说明已经启动了真空泵卸载;另外滤筒出口3#、吸砂进口4#以及入口5#和就会停止;而真空表中的数字是0;过了10秒钟之后就会出现机器停止运作的结果。当按下“停止”的按钮时候,机器就会马上停止,如果时间超过了10秒后就会出现延迟的结果,表示故障的灯就会被点亮。按下“过载”开关,表示过载的灯就会被点亮,而机器如期运行。按下“低压”开关时,表示低压的灯就会闪亮,同时机器停止工作。按下“料满”开关时,表示料满的灯就会闪亮,机器停止工作。当装满集砂罐的时候,这个时候的砂位的位置就不会发生变化,而且砂位计也停止运作,当砂位显示的值是100%,就会出现清空砂罐通知的警示,完成报警操作。
结束语:自动化控制领域中PLC可编程控制器取得了极其普遍的运用,本文通过结合组态技术以及PLC技术,画面的操作都是通过具体的机器图片完成的,从而通过相关软件远程控制PLC。
[1]刘晓燕,付建林,张蕾.PLC在电气控制系统中的应用探讨[J].黑龙江科技信息,2013(26):11-11
[2]刘帅.基于PLC的多功能钻机电气控制系统设计[J].城市建设理论研究:电子版,2014(7):164-165
[3]肖海红,李玉平.基于PLC的泵式湿喷机电气控制系统设计[J].黑龙江科技信息,2008(14):77-77
[4]Borja Fernández Adiego,Dániel Darvas,Jean-Charles Tournier,Enrique Blanco Viñuela,Víctor M. González Suárez. Bringing Automated Model Checking to PLC Program Development — A CERN Case Study —[J]. IFAC Proceedings Volumes,2014,472:
