基于灵敏度的换刀时间和工艺动态可靠性研究
2017-02-09王新刚陈晓明闫明明
王新刚,陈晓明,闫明明
(1.东北大学 机械可靠性与动力学研究中心,河北 秦皇岛 066004;2.哈尔滨工业大学 机械工程学院,哈尔滨 150001)
【编委特稿】
基于灵敏度的换刀时间和工艺动态可靠性研究
王新刚1,陈晓明2,闫明明1
(1.东北大学 机械可靠性与动力学研究中心,河北 秦皇岛 066004;2.哈尔滨工业大学 机械工程学院,哈尔滨 150001)
将刀具的切削参数作为随机变量,结合矩估计、最大似然估计和动态可靠性分析技术,建立了机加工艺系统的动态可靠性数学模型,推导了各工序刀具的失效率计算公式;以刀具失效率为判据,建立了确定临界刀具及换刀时间的方法;在此基础之上,以最大限度利用刀具为研究目标,在确定被更换刀具的同时应用可靠性灵敏度分析方法确定刀具最敏感切削参数,通过改变最敏感的切削量参数提升刀具及整体工艺系统的可靠度,使刀具能够继续工作,延迟换刀时间;研究结果表明:当整体工艺流程系统可靠度低于某一阚值时,应用该模型能够迅速准确找出失效率最大的工序所使用的刀具并对其敏感参数进行控制,从而确保刀具还能满足工艺可靠性要求,最大限度的利用刀具,减少换刀次数,降低成本,保障整体工艺系统的高可靠性。
工艺;刀具;可靠性;灵敏度;换刀时间
现代社会,机加工行业对产品加工工艺过程中的安全性和可靠性提出了更高的要求。机床、人和刀具之间的稳定性具有相关性,每一个环节都是一个不可忽视的系统,所以研究刀具的可靠性具有重要的工程意义。如果刀具可靠性差,就会出现崩刃现象,导致产品加工精度不合格而产生废品,浪费工时和加工成本。
Ramalingam和Watson[1]等进行了刀具可靠性研究,建立了刀具耐用度概率模型。Wang K S等[2]建立了考虑衰减因素在内的刀具磨损可靠性数学模型。哥伦比亚的Carmen[3]研究了加工过程中刀具磨损与可靠性的关系,并且将可靠性概念用于切削换刀时间处理。德国学者M.Kronenberg[4]首先针对端铣加工切入类型与刀具破损之间的关系进行了研究,解决了切入类型对可靠性影响的计算问题;美国学者Mazzuchi和Soyer[5]建立了基于泰勒公式的数控机床刀具可靠性模型,用于计算加工过程参数。目前国内外学者都没有考虑将刀具的可靠性作为影响换刀时间和机加工艺的重要因素。除此之外,由于切削振动、被加工产品的内部结构均匀性等因素的影响,切削参数一般是随机变化的,作为随机变量更贴近真实工况,但关于切削参数对刀具可靠性影响程度即可靠性灵敏度及换刀时间和整体工艺流程可靠性的影响还未见到有关报道。
本文将可靠性灵敏度知识融入到机加工艺流程中,建立基于灵敏度的临界刀具和换刀时间的机加工系统动态可靠性数学模型。通过灵敏度技术在刀具失效之前或者换刀之前找到敏感的切削参数并对其进行控制,以达到提高刀具可靠性及整体工艺流程可靠性的目的,最终实现刀具的最大限度应用,节约成本。
1 建立工艺流程的动态可靠性模型
每一道工艺的可靠性都与整体工艺可靠性密切相关,整体工艺可靠性受刀具、操作者和机器的可靠性影响。操作工人的可靠性可由实验获得,实验采用寄存器记录在给定观察期内发生错误的次数。机床的可靠度由自身结构设计所决定,包括工作环境、智能程度和管理与维修方案等等。通常某台具体机床的可靠度数据由“无故障时间数据库”获得[6]。本文主要研究刀具的可靠度,在研究过程中没有考虑操作工人和机床自身的可靠度。
在加工产品时,机床、刀具、机床和操作工构成了一个串联系统,每个子系统相互独立,那么整个产品机加工艺流程的可靠度为
Rb(t)=Rm(t)×Ro(t)×Rt(t)
(1)
式(1)中:Rb(t)为整体工艺可靠度;Ro(t)为机床操作工人可靠度;Rt(t)为刀具可靠度;Rm(t)为机床可靠度。假设机床在加工零部件时,其自身和工人并不发生故障,即Rm(t)=Ro(t)=1,则有
Rb(t)=Rt(t)
(2)
刀具的可靠度不但与切削参数有关,还与机床的实际工作情况有关。刀具的寿命一般服从指数分布[7],则有
Rt(t)=exp(-(λ/(α+1))×
t(α+1)×vβ1×fβ2×dβ3)
(3)
式(3)中:f为进给量(mm/r);v为切削速度(mm/min);d为切削深度(mm);λ、α、β1、β2、β3均为常数,由最大似然估计法求得。
为表述方便,在实际加工中以加工零件个数N为计时单位。若加工某零部件需要一个完整的工序共包含n道,且在进行第i道工序时刀具的切削时间为ti,该道工序刀具的可靠度为Rti,加工该零部件的整个工艺可靠度可以看作由n个串联的子系统组成的可靠度。
由式(2)和式(3)可知,当加工了N个部件时,其第i道工序刀具的可靠度为
(4)
结合式(2)和式(4)可得加工该部件的整个工艺可靠度为
(5)
由式(5)可知,当n=1时,其表示为整体工艺只含有一道工序时的可靠度。
2 刀具的可靠性灵敏度分析
假设各切削参数相互独立,运用已有的相关理论[8-9]易知各基本随机变量的均值与方差均可通过矩估计法求得,根据微分法可分别计算得出可靠度关于切削速度v、进给量f、切削深度d等基本随机变量的可靠性灵敏度[10]。
由式(3)得各工序刀具的可靠度Rt(t)对切削速度v的灵敏度为
(6)
同理可得,各工序刀具可靠度对进给量f,切削深度d的灵敏度分别为
(7)
(8)
若以加工零件的个数N为计时单位,设第i道工序的工作时间为ti,则最终可得灵敏度随加工零件个数的变化规律为
(Nti)α+1×vβ1×fβ2×dβ3)×
(9)
(Nti)α+1×vβ1×fβ2×dβ3)×
(10)
(Nti)α+1×vβ1×fβ2×dβ3)×
(11)
若某参数的可靠性灵敏度数值为正,表示该参数随着均值的增加,刀具的可靠度将增加;相反,若该参数灵敏度数值为负,则随着该参数均值的递增,刀具将更易失效。若可靠性灵敏度的绝对值较大,则表明刀具对该参数的变化较为敏感,应加以控制,以保证产品和整体工艺的可靠性要求。
3 工艺流程换刀时间
3.1 工艺流程只有一道工序时的换刀时间
根据式(5)易求整个工艺流程的可靠度,当加工至某个数量的零件发现计算出的可靠度数值低于产品的许用值时(这里设为0.8,根据实际加工要求该许用值可以任意调整),就应该更换刀具,否则会产生废品,增加经济成本,那么在何时更换刀具,如何更换刀具显得颇为关键。下面将对换刀时间进行详细分析。
当整个工艺流程只有一道工序时,以加工零件的个数N为计时单位,根据式(4)可计算出可靠度,变化曲线如图1所示。
当工艺流程可靠度的值低于许用值0.8时,必须进行换刀,且直至达到目标产量之前可能需要进行多次换刀。设工序的工作时间为t,则换刀时间Tc为
Tc=Nt
(12)
每次换刀前后可靠度曲线如图2所示。
在图2中,N1、N2、N3、N4是换刀时间节点和换刀时已经加工完的零件数。这里对整体工艺流程可靠度设定一阚值0.8,要求在任意时刻整体工艺流程可靠度必须大于这个阚值。当在N1点换刀时,从图2可以看出整体工艺可靠度由原来0.8提升致0.97的位置;当在N2点换刀时,加工该部件的整体工艺可靠度由0.82升至0.95。为何第2次换刀选择整体工艺可靠度高于阚值而不是低于阚值,是因为如果不更换刀具再继续加工一个部件后有可能使整体工艺可靠度低于阚值0.8,会导致出现废品或者停车事故。从图2可以看出,只要及时准确的确定要替换的刀具和换刀时间,就能够保持整体工艺流程可靠度高于阚值。

图1 工艺流程可靠度的变化曲线(只有一道工序)
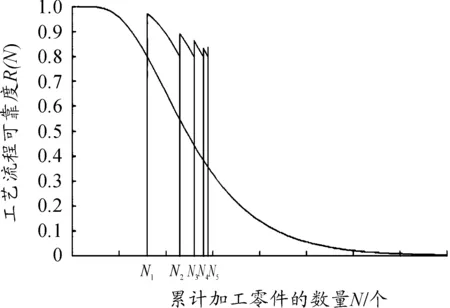
图2 每次换刀前后可靠度的曲线
3.2 工艺流程含有多道工序时的换刀时间
在加工某一零部件时会包含多道工序,假设每一道工序使用的刀具是不一样的。首先应根据式(5)计算出整个工艺流程的可靠度并与许用的可靠度进行比较,若低于许用值,则必须进行换刀。由于刀具的不同,选择更换的刀具是主要问题。采取逐个计算刀具失效率的方法确定需要更换的刀具。临界刀具为失效率最大的为临界刀具。
已知刀具的失效概率函数为
F(t)=1-Rt(t)
(13)
则刀具的失效概率密度函数为
(14)
将式(13)代入式(14)得
(15)
由前述可知,假设一个完整的工艺流程共含有n道工序,且第i道工序的工作时间为ti,则结合式(4)与式(15),可得刀具的失效率函数为
(16)
其中,i=1,2,3,…,n。
3.3 计算模型
从材料为Q235的钢板中切下长宽厚为90 mm×90 mm×34 mm的一段,需要经过钻削,铣削,铰等工艺过程。被加工件形状见图3,具体加工要求见表1所示。

图3 零件各部分结构及编号

零件位置尺寸要求机床刀具工序粗加工半精加工精加工1L=1.5铣床端面铣刀2,3,4Φ=80L=10铣床立式铣刀5,67,8Φ=8L=30钻床高速钢钻头9,1011,12Φ=12L=8钻床硬质合金钻头13Φ=19L=30铣床钻床立式铣刀;硬质合金铰刀
注:Φ指直径,L指长度
如图3可知,该部件划分为13个部分,不同部分根据表面的不同特征采取不同的工序,然后确定工序顺序。由于加工条件及刀具自身材料的影响,刀具各切削参数均为随机变量,服从正太分布,操作工人假设不出现失误。通过Mastercam仿真可以得到各工序及其加工时间,具体结果如表2所示。
由表2中的各参数构造其最大似然函数,可以求得λ、α、β1、β2、β3,结果见表3。

表2 盘类零件各工序

表3 各工序的参数值
由式(4)可以计算出每道工序的可靠度,切削参数和每道工序工时见表3,由式(6)可以计算出加工该部件时整体工艺可靠度。在此假设阈值为0.8,若整体工艺流程可靠度小于0.8时,必须进行换刀。此时通过式(16)可以计算出各刀具的失效率,并根据失效率大小确定更换刀具的工序与时间(图4)。
在图5中,当加工第18个零件时,可计算整个工艺流程的可靠度为0.768 4,小于阚值0.8,说明在加工第17个零件时应该换刀,此时是整个工艺的第一次换刀。但具体更换哪个工序的刀具还需要再结合图3。在加工第18个部件时,工序5对应的刀具失效率最高,需要更换掉。然后再重新计算整体工艺流程的可靠度,其值为0.998 4,使得整个工艺流程的可靠度得到提高。各工序刀具可继续切削加工,直到整体工艺流程可靠度再次小于阚值0.8时,进行第二次、第三次……换刀,直到完成所有需要加工的领部件。

图4 各工序刀具失效率对比曲线

图5 整体工艺流程可靠度曲线
4 切削参数对换刀时间及工艺可靠性的影响
由式(9)-式(11)可得各工序刀具对3个切削参数灵敏度的变化曲线如图6~图12所示。

图6 1号刀具对切削参数的可靠性灵敏度变化曲线
从图6可以看出,第1道工序中刀具对切削速度v参数的灵敏度数值最大,即最敏感。从图7~图11可以看出,第2道至第6道工序中刀具对进给量f参数的灵敏度数值最大,即最敏感。从图12可以看出,第7道工序中刀具对背吃刀量d参数的灵敏度数值最大,即最敏感。由于刀具对切削参数的可靠性灵敏度均为负值,那么增加这3个参数的均值,会使刀具趋于不可靠,即工序失效。所以在刀具失效之前就应适当降低最敏感切削参数的切削量,以达到降低均值提高刀具可靠性的目的,最终实现刀具的最大限度应用,节约成本。
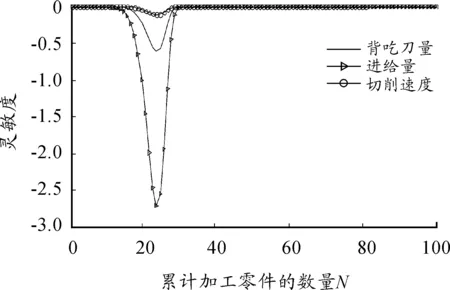
图7 2号刀具对切削参数的可靠性灵敏度曲线

图8 3号刀具对切削参数的可靠性灵敏度曲线

图9 4号刀具对切削参数的可靠性灵敏度曲线

图10 5号刀具对切削参数的可靠性灵敏度曲线

图11 6号刀具对切削参数的可靠性灵敏度曲线

图12 7号刀具对切削参数的可靠性灵敏度曲线
在此规定当加工一定数量工件后已经根据前面的方法确定出换刀对象时,依据该刀具对切削参数的灵敏度图像确定出最敏感参数,然后对该参数的均值减半,增加工时,以达到提高该刀具可靠度的目的。当该刀具继续加工一定数量工件需要再次换刀时,将不再降低切削参数,直接更换新的刀具。以图3零件加工为例,结合可靠性灵敏度信息,得到关于延迟换刀的工艺流程可靠度曲线如图13所示。

图13 延迟换刀后整体工艺流程可靠度曲线
对比图13与图5可以看出,原来在图4和图5中可以判断出加工第17个零件就需要进行换刀,且更换的刀具为工序5中对应的铣刀。通过对该刀具进行灵敏度分析可得该刀具对进给量f参数最敏感,当加工第18个零部件时不需要换刀,而是将该刀具进给量f变为f/2后继续加工,虽然工时有所增加,但是换刀位置却变到了加工第26个零件位置。刀具3换刀时间由原来的加工工件数20变为37,其他工序刀具均有所延迟。由此可见,加工完所有工件后,各工序刀具换刀时间均较以前有所延迟,在保证整体工艺流程可靠度的前提下减少了换刀次数,降低了成本。
5 结论
本文提出的基于灵敏度的换刀策略方法能够提高刀具的使用效率和整体工艺流程的可靠度,从而实现了延迟换刀、降低成本的目的,可用于计算其他车、铣、刨、磨等工艺组成的完整工艺流程的可靠度,可用于系统的全生命周期管理,对正确评估刀具寿命和制定合理的换刀规划具有一定的指导意义。
[1] RAMALINGAM S,WATSON J D.Tool-life Distributions:Single-injury Tool Life Model[J].Journal of Engineering for Industry.Transactions of the ASME,1977,99(3):519-522.
[2] WANG K S,LIN W S,HSU F S.A New Approach for Determining the Reliability of a Cutting Tool[J].Int J Adv Manuf Technol,2011,17(11):705-709.
[3] CARMEN E R,GILBERTO F M.Reliability concepts applied to cutting tool change time[J].Realiability Engineering and System Safety,2010,95(7):866-873.
[4] KRONENBERG M.Analysis of Initial Contact of Milling Cutter and Work in Relation to Tool Life[J].Transactions of the ASME,1996(68):78-82.
[5] MAZZUCHI T A,SOYER R.Assessment of Machine Tool Reliability Using a Proportional Hazards Model[J].Research Systems.1989(13):405-424.
[6] CARMEN ELENA PATINO RODRIGUEZ,Gilberto Francisco Martha de Souza.Reliability Concepts Applied to Cutting Tool Change Time[J].Reliability Engineering and System Safety,2010,95(9):866-873.
[7] LIU Huamin,VILIIAM MAKIS.Cutting-Tool Reliability Assessment in Variable Machining Conditions[J].Transactions on Reliability,1996,45(4):573-581.
[8] WANG Xingang,ZHANG Yimin,WANG Baoyan.Dynamic Reliability Sensitivity of Cemented carbide Cutting Tool[J].Chinese Journal of Mechanical Engineering,2014,27(1):483-490.
[9] 王新刚,张义民,王宝艳机械零部件的动态可靠性灵敏度分析[J].机械工程学报,2010,46(10):187-193.
[10]李常有,张义民,王跃武.恒定加工条件及定期补偿下的刀具渐变可靠性灵敏度分析方法[J].机械工程学报,2012,48(12):162-168.
[11]朱永猛,吴军,吴超勇,等.基于自适应神经模糊推理系统的刀具磨损监测[J].兵器装备工程学报,2016(9):115-118.
(责任编辑周江川)
Research on Tool Change Time and Dynamic Reliability of Machining Process Based on Sensitivity Analysis
WANG Xin-gang1,CHEN Xiao-ming2,YAN Ming-ming1
(1.Center of Mechanical Reliability & Dynamics, Northeastern University, Qinhuangdao 066004, China;2.School of Mechanical Engineering, Harbin Institute of Technology, Harbin 150001, China)
Combining the moment estimation, the maximum likelihood estimation with the dynamic reliability analysis method together, the study built a mathematical model of the dynamic reliability for machining process under the premise of seeing cutting parameters as random variables, and the failure rate formula of each tool involved in each operation was deduced as well. Based on failure rate, a algorithm for defining the critical tool and its corresponding tool change time was proposed. Beyond that, for making the most use of every tool, the given model can pick up the cutting parameter which has the largest sensitive degree to the reliability via sensitivity analysis method. Then the selection of relevant stock removal should be changed so as to improve the reliability of cutting tool and the whole process system, as well as enabling the cutter continue to work and delaying tool change time finally. The results show that when the reliability of overall machining process is lower than a given target, and the proposed model can identify the tool which has the biggest failure rate quickly and accurately and then control its sensitive parameter so that can meet the requirements of whole process reliability before it loses efficacy. Ultimately, the manufacturing process can maximize the cutters’ potential and thus reduce the number of tool changes, as well as the production costs while ensuring high reliability of the overall process simultaneously.
technology; cutting tool; reliability; sensitivity; tool change time
2016-10-15;
2016-11-30
国家自然科学基金资助项目(51475086);辽宁省自然科学基金资助项目(2014020026);河北省自然科学基金资助项目( E2015501073);教育部高等学校博士学科点专项科研基金资助项目(N152304004)
王新刚(1979—),男,本刊编委,教授,博士/博士后、主要从事机械可靠性设计及动力学分析研究。
10.11809/scbgxb2017.01.001
王新刚,陈晓明,闫明明.基于灵敏度的换刀时间和工艺动态可靠性研究[J].兵器装备工程学报,2017(1):1-6.
format:WANG Xin-gang,CHEN Xiao-ming,YAN Ming-ming.Research on Tool Change Time and Dynamic Reliability of Machining Process Based on Sensitivity Analysis[J].Journal of Ordnance Equipment Engineering,2017(1):1-6.
TH122
A