PLC在液体搅拌机中的应用
2017-02-06徐敏
徐敏
摘要: 液体搅拌机广泛用于化工、制药、水处理、冶金和食品等各行各业。液体搅拌机除了在浮选金属矿时用于药剂和矿浆的搅拌作业以外,还可以用于搅拌非金属矿物。本文选用SIEMENS(西门子)S7-200型对液体搅拌机进行控制,改善了传统液体搅拌机的不足,PLC控制能够可靠地、有效地、精确地完成控制任务、满足所有控制需求。
Abstract: Liquid mixer is widely used in chemistry, pharmacy, water treatment, metallurgy, food and other industries. The liquid mixer can be used in the mixing operation of the chemicals and pulp in the flotation of metal ore and it also can be used for the mixing of non metallic minerals. This paper uses SIEMENS S7-200 to control the liquid mixer. It improves the shortages of traditional liquid mixer. PLC control can reliably, effectively and accurately complete the control task and meet the control requirements.
关键词: 多液体搅拌机;可编程逻辑控制器;控制系统
Key words: multi liquid mixing machine;PLC;control system
中图分类号:U415.52+2 文献标识码:A 文章编号:1006-4311(2017)02-0169-02
0 引言
随着计算机运用、机电一体化技术的不断发展,PLC(可编程序控制器)在工业生产控制领域的应用已十分多见,并且随着生产规模的扩大,该控制元件的应用比重也在逐渐提高。PLC的主要结构由CPU、存储器、输入、输出端口和外接端口装置组成[1]。将PLC应用于工业液体混合搅拌设备,能够自动控制液体搅拌过程,并且能有效提高搅拌设备作业时的稳定性,以确保液体充分拌合。
由于在炼油、制药和冶金等行业中,液体搅拌是必不可少的一部分。但在部分存在有毒有害、易燃易爆物质的工业环境中,现场操作环境恶劣,现场操作危险系数高,不适合操作人员亲自在现场操作。本文所研究的PLC控制多种液体混合搅拌适用于单周期、多周期循环作业,并且在掉电时能够通过自带的记忆功能记录搅拌进度,来电后可紧接着掉电前的工作步骤继续运行。此外,该控制系统还具备通信联网功能,利用组态可远程监控现场,便于操作与管理。本文将针对三种不同液体的混合搅拌控制展开分析。在研究中,将基于一定混合比例将这三种液体进行搅拌,当电动机开始搅拌后,满足所需控制要求后方可将混合液体排出液体容器同时保持循环作业。液体混合搅拌系统主要基于各控制元件动作的连续性以及各个被控设备动作之间的关联性,通过相应的运行状态对设备下达动作指令,使系统自动将三种液体加入,继而进行混合搅拌,最后自动输出拌制好的混合液体。
1 多液体搅拌机系统总体框架设计
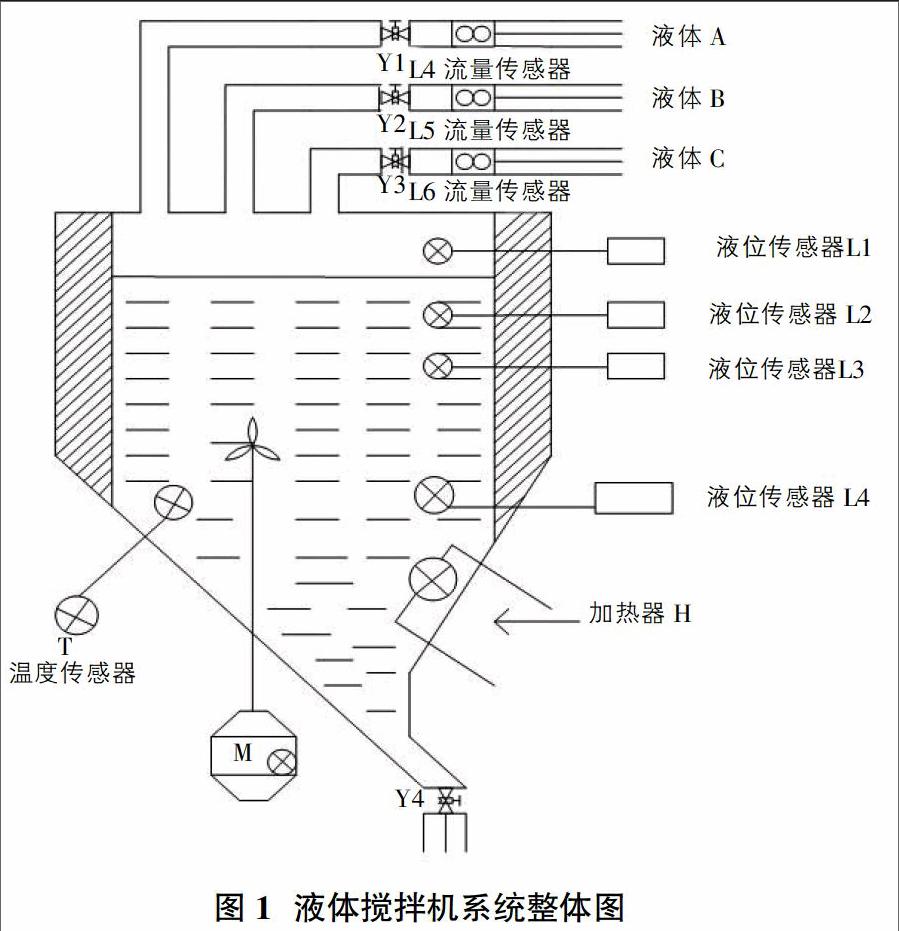
多液体搅拌机系统由计算机、生产线现场控制柜、搅拌电机、位置检测装置以及报警装置组成,系统整体图示意图如图1所示。
液体混合搅拌系统控制的工作流程如下:
①系统初始化:液体容器为空,各个电磁阀Y1、Y2、Y3、Y4均为OFF(关闭),三个液位传感器L1、L2、L3均为OFF(关闭),搅拌电动机M为OFF(关闭),加热器H为OFF(关闭)。
②系统启动:按下启动按钮,电磁阀Y1打开(Y1为ON),开始向搅拌容器中加入液体,并且流量传感器L4监测液体A的液位;当液面高度达到流量传感器L3时(L3为ON),关闭电磁阀Y1(Y1为OFF),液体A停止加入,同时,开启电磁阀门Y2(Y2为ON)向容器中加入液体B,L5流量传感器开始监测液位,当液面升至L2时(L2为ON),关闭电磁阀Y2(Y2为OFF),液体B停止注入,电动机搅拌10s。开启电磁阀Y3(Y3为ON),加入液体C,L6流量传感器开始监测液位,当液面升至L1时(L1为ON),关闭电磁阀Y3(Y3为OFF),液体C停止注入。
③电机启动:由于搅拌电机功率问题,采用Y-Δ降压启动方式对电动机进行启动控制,Y与Δ的切换时间定为5s。
④加热搅拌:3种液体加入容器后打开加热阀,加热至70℃后关闭加热阀,启动电动机搅拌5min后打开放料阀门将混合液体排除。
⑤卸料过程:加热停止后,排放混合液体(Y4为ON),到液位降到L4后,报警装置触发,经20s延时后,液体全部排放完毕,关闭Y4阀门(Y4为OFF),液体从加入到搅拌到排放一个周期工作结束。重新按下系统启动按钮系统开始循环工作。
2 PLC控制设计
本文选用S7-200系列22CPUX型PLC进行系统控制。该款PLC的输入点为DC24V双向光藕输入电路,输出有继电器盒和DCMOS型两种类型。CPU包含CPU221、CPU222、CPU224和CPU226四种不同型号供用户选择,本文选用CPU226型,该型号集成24输入和16输出共40个数字量I/O端口,可连接7个扩展模块,最大扩展至248路数字量I/O或35路模拟I/O点,拥有13KB程序和用户存储空间。
2.1 输入/输出端口定义
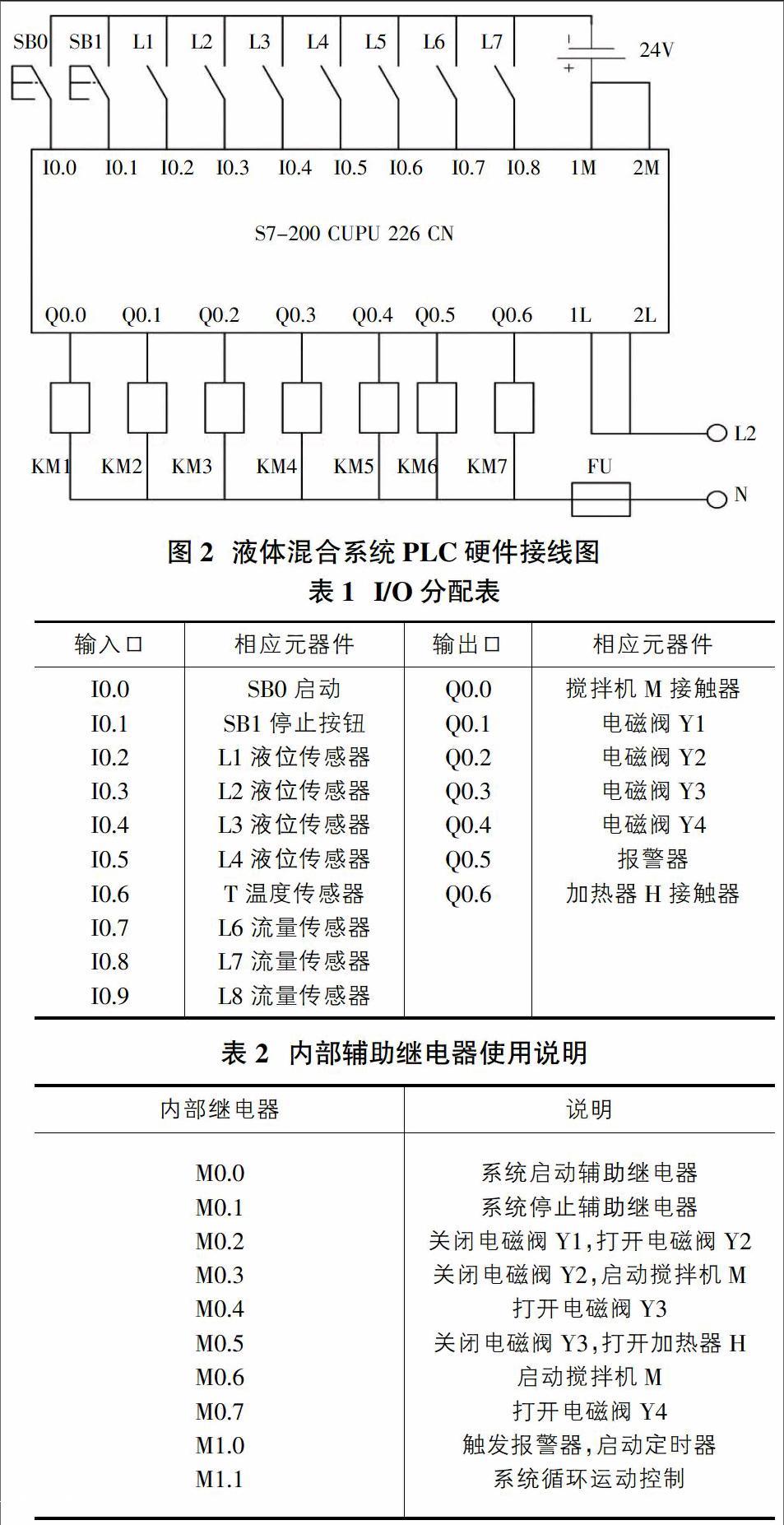
根据液体搅拌系统的控制要求,列写出I/O分配表以及内部辅助继电器使用说明,如表1、表2所示。
分配好输入、输出端口后,结合CPU226型号PLC的外部结构及多液体混合控制系统的控制要求绘制出PLC的外部硬件接线图,如图2所示。
2.2 系统抗干扰能力分析
PLC是基于工业生产需求设计出的具有高抗扰能力的计算机控制系统,通常无需设置抗干扰装置就能直接投入使用。在存在强干扰等相对恶劣的工作环境中,PLC可能会采集错误的输入信号,从而输出错误的结果,造成机械设备做出错误的动作,使控制过程失控或者造成严重的生产事故。鉴于此,为进一步优化液体搅拌控制系统,使其运行工况更加稳定,本文认为有必要在控制系统中设置一定的抗干扰机构。
主要的外界干扰来源如下:
①电源干扰。PLC供电电源的波动,电源电压中存在高次谐波,通常会导致PLC运行工况受干扰。
②感应电压干扰。PLC邻近的大容量设备启动和停止时,容易引起电磁感应的干扰;其他设备或空中强电场通过分布电容串入PLC引起的干扰。
③输入、输出信号干扰。差模干扰(输入信号线间寄生电容引起的)和共模干扰(输入信号线与大地间产生的);在电感性负载的场合,突变电流(输出信号由断开-闭合时产生的),反向感应电势(由闭合-断开造成的)和电弧(电磁接触器的触点产生的)等干扰。
④外部配线干扰。因选择不合理的各种电缆,降低信号线绝缘性,电缆安装、布线中的不合理所产生的干扰。
根据上述产生的干扰,为提高PLC控制系统抗干扰性能将采用以下措施:
1)科学合理的选PLC的型号;
2)选择高性能、稳定的电源,可防止电网的干扰;
3)选择合理正确的接地点,完善相应的接地系统;
4)合理选择、安装、分配电柜内的电缆线,降低相应的干扰。
3 结论
随着PLC的广泛应用,它实现软件与硬件双重控制与保护,极大的提升了液体搅拌机的工作效率,也提升了液体搅拌机工作可靠性及安全性,创造了较大的经济效益。本文提出的PLC控制液体搅拌机系统具有较高的实用价值,满足现代化生产的要求。
参考文献:
[1]曾卿卿,陈峥.电气控制与PLC应用技术[M].东南大学出版社,2016.
[2]姜悦,魏立明.PLC技术在电力系统中的应用[J].绿色环保建材,2016(09).
[3]郑艳妮.PLC技术在电气工程自动化控制中的应用研究[J]. 科学中国人,2016(30).