冷却速度对大厚度P20塑料模具钢硬度的影响
2017-02-05丛文龙于志军孙海燕
丛文龙 于志军 孙海燕
(苏南重工机械科技有限公司,江苏215000)
冷却速度对大厚度P20塑料模具钢硬度的影响
丛文龙 于志军 孙海燕
(苏南重工机械科技有限公司,江苏215000)
采用JMatPro软件,研究了一定成分下P20塑料模具钢的淬火工艺,分析了不同冷却速度下P20 模具钢的显微组织以及硬度情况。结果表明:增大冷却速度将会显著抑制铁素体、珠光体以及贝氏体的转变,增加马氏体的转变量。为保证大厚度P20模具钢心部硬度值,其冷却速度需大于1℃/s以满足其技术要求。
P20钢;冷却速度;硬度
P20钢是用于制造大型模具的预硬化塑料模具钢,主要应用于热塑性塑胶注塑模具、挤压模具重载模具主要部件、热塑性塑料吹塑模具以及电视机壳,洗衣机、冰箱内壳,水桶等行业。一般行业内硬度要求为表面硬度28~34HRC,并且要求心部硬度≥28HRC以及心部与表面硬度差≤4HRC。模具钢热处理后的性能不仅因材料的化学成分不同而不同,而且还因模具的尺寸不同而呈现较大的差异。随着模具钢尺寸增大,其尺寸效应愈发显著。资料显示,由于受到心部冷却速度的影响,P20只能用于制作尺寸≤∅425 mm的模具,尺寸>∅425 mm的P20模具钢心部硬度达不到技术条件要求[1]。
本文通过JMatPro软件进行计算机模拟,对淬火冷却速度等热处理工艺参数进行了模拟和试验,通过提高冷却速度,采用预空冷+间歇水冷+油冷的淬火工艺方案,有效的控制了模块心部珠光体以及铁素体的转变与析出,使大厚度(700 mm)P20模具钢的硬度及均匀性达到了技术要求。
1 实验材料与方法
通过JMatPro软件模拟得到P20材料的CCT曲线(见图1),得知:当冷却速度达到1℃/s时,转变产物为46%马氏体以及53%贝氏体。随着冷却速度的增加,P20钢的硬度值成抛物线形增长[2],先增大后趋于不变。当冷却速度大于1℃/s时,硬度值稳定在55~57HRC,硬度差约为2HRC,因此提高冷却速度并控制表面冷却速度就显得尤为重要。

图1 P20钢的CCT曲线Figure 1 CCT curve of P20 steel
1.1 化学成分
为保证模具钢的淬透性,实验材料采用在美标P20基础上进行改良的化学成分(加入微量的Ni),其化学成分见表1。实验锭型采用29 t钢锭,模块尺寸为(厚度×宽度×长度):700mm×1 310 mm×2 500 mm。

表1 化学成分内控要求(质量分数,%)Table 1 The internal controlling requirements of chemical compositions (mass fraction, %)
1.2 工艺路线
工序为:冶炼→锻造→锻后热处理→检验(尺寸、表面、超声检测)→调质→检验(硬度、超声检测、表面)→锯切→检验(硬度、表面、尺寸)→解剖→检验(高倍、硬度、性能)。
热处理工艺采用间歇水冷+油冷,为降低表面的冷却速度以及减小模块的开裂倾向,在水冷前进行一定时间的预空冷。
冷却设备采用∅10 m×8 m圆形水池,在冷却槽底部和侧壁各配有3台大功率水泵,三维立体式循环不仅使模块的冷却由蒸气膜阶段迅速过渡到沸腾阶段,而且避免了模块在常规循环条件下上表面冷却差的不利因素,保证了冷却的均匀性,从而使模块具有良好的硬度均匀性。
1.3 工艺参数制定
试制材料通过JMatPro模拟的TTA图(见图2),测得试制模块升温时奥氏体转变临界点Ac1为758℃,Ac3为788℃。在该成分下,降温时马氏体转变开始点Ms为314℃,马氏体转变结束点Mf为180℃。淬火温度为860~880℃时所得到的组织与性能最佳。
热处理工艺参数见表2。
2 实验结果及分析
2.1 检测结果
(1)模块长度1/2横剖面网格硬度检测结果见表3。可以看出,心部硬度及均匀性达到了要求。
(2)在模块长度1/2和宽度对角线1/4部位取样分别做高倍、性能检测,检测结果分别见表4、图3。

图2 P20钢TTA曲线Figure 2 TTA curve of P20 steel
淬火温度℃冷却方式回火温度℃回火后表面的硬度值HRC860~880水淬油冷550~58030~34
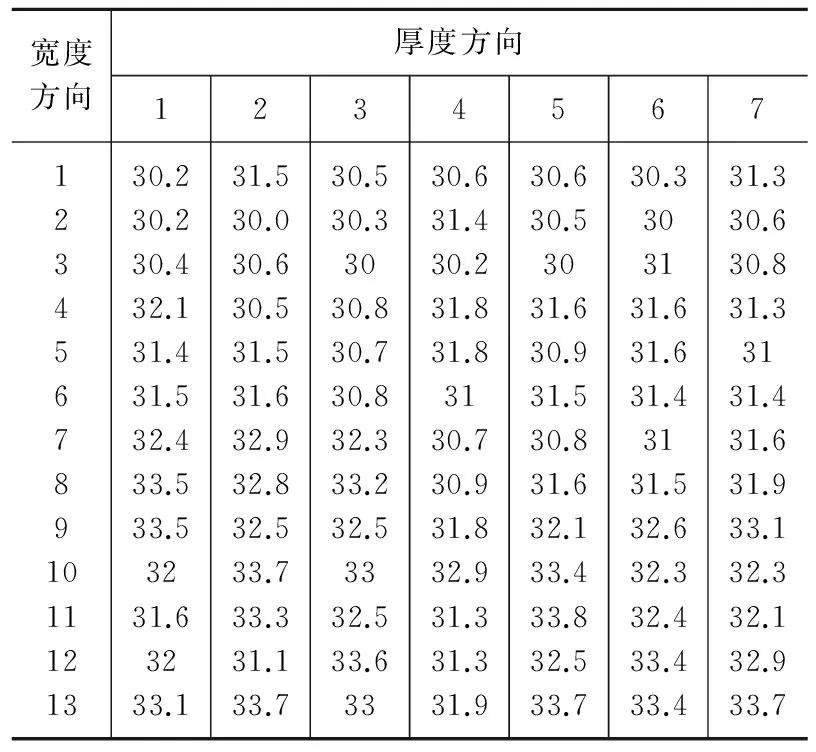
表3 成品心部硬度HRC检测结果Table 3 The tested results of core hardness (HRC) of product

表4 性能检测结果Table 4 The tested results of mechanical property
模块横截面对角线1/4处试样晶粒细小均匀,无粗晶混晶现象,评级为7.5级,显微组织为回火索氏体。
2.2 实验结果分析
当P20钢以不同冷却速度连续冷却时,过冷奥氏体会析出铁素体和发生珠光体转变(A→F+P)、贝氏体转变(A→B)以及马氏体转变(A→M)。随着冷却速度增大,组织中相的构成以及各相的比例都发生变化[3],析出铁素体和珠光体的量减少,而贝氏体和马氏体的转变量增加。当冷却速度达到一定值时,转变产物为马氏体组织并残留少量的贝氏体组织,从而使硬度达到均一性。

(a)晶粒度(100×)(b)显微组织(500×)
图3 P20模具钢件长度中心、宽度1/4部位高倍组织
Figure 3 The microstructure of P20 mold steel workpiece at center of length and 1/4 of width
3 结论
增加淬火冷却速度,使模块的淬透层大大增加,适当的预空冷使模块内外的冷却速度差异进一步减小,从而保证模块内外硬度的均匀性,减小模块在水冷时的开裂倾向。
预空冷+间歇水冷+油冷的淬火冷却方式保证了大截面P20模具钢的内外组织均匀性,其综合性能达到了我国优质P20模具钢性能要求,并批量生产。
[1] 宛农,熊惟皓,索进平.新型塑料模具钢热处理工艺特点及参数选择[J].模具工业,2004(10):50-52.
[2] 李红英,王法云,曾翠婷,等.3Cr2Mo钢CCT曲线的测定与分析[J].中南大学学报,2011,42(7):1-6.
[3] 洪斌,刘雅政,周乐育.变形及冷却速度对预硬化塑料模具钢P20组织与性能影响[J].金属热处理,2011,36(5):1-3.
编辑 杜青泉
Influence of Cooling Speed on Hardness of P20 Plastic Mold Steel with Large Thickness
Cong Wenlong, Yu Zhijun, Sun Haiyan
By adopting JMatPro software, the quenching process of P20 plastic mold steel with a certain chemical composition has been studied. Meanwhile, the microstructure and the hardness of P20 plastic mold steel at different cooling speed have been analyzed. The results show that the transformation of ferrite, pearlite and bainite is inhabited obviously along with the increase of the cooling speed, at the same time the transformation of martensite is increased. In order to ensure the core hardness value of P20 mold steel with large thickness, the cooling speed shall be more than 1℃/s, as so to meet the technical requirements.
P20 steel; cooling speed; hardness
2016—09—05
丛文龙(1983—),男,热处理工程师,主要从事生产一线热处理工艺、金相等技术工作。
O242.1;TG156
B
