200 MW机组用磷酸酯抗燃油防劣化方法的改进
2017-01-11陈本华
陈本华
(大庆油田电力集团 油田热电厂,黑龙江 大庆 163314)
200 MW机组用磷酸酯抗燃油防劣化方法的改进
陈本华
(大庆油田电力集团 油田热电厂,黑龙江 大庆 163314)
针对某电厂200 MW机组调速系统用磷酸酯抗燃油在使用过程中出现了酸值升高、电阻率降低、泡沫特性超标等问题,笔者从系统性和化学因素分析了油品劣化变质的原因,根据不同设备处理油品效果的对比实验,发现现有的抗燃油处理设备只能去除油中的水分和杂质,不能去除油中深层次的劣化产物,并提出了抗燃油再生处理方法。实践证明,通过选择适当的再生吸附剂对劣化的抗燃油进行再生处理,可以恢复抗燃油自身的良好性能,解决磷酸酯抗燃油运行过程中劣化变质的问题,保证调速系统安全运行。
200 MW 机组;磷酸酯抗燃油酸值升高;抗燃油再生处理;再生吸附剂
目前,大型汽轮机调速系统广泛使用磷酸酯抗燃油作为液压工作介质,抗燃油受到温度、空气、杂质、水分及运行工况影响,使油品老化劣化,在抗燃油中产生有害酸性物质、胶质、水分及油中的机械杂质等,对抗燃油不采取正确的防止老化劣化措施,会严重影响汽轮机组安全经济运行。本文分析了某电厂200 MW机组高压抗燃油液压控制系统装置抗燃油在运行中存在的油质老化劣化问题原因,提出了3个抗燃油防劣化方案,确定采用KZTZ-2型抗燃油在线再生脱水装置,对运行中的抗燃油进行再生、脱水、净化,除去油品老化劣化所产生的有害酸性物质、胶质、水分及油中的机械杂质等,保持油品性能的长期稳定,使磷酸酯抗燃油性能指标满足调速系统设备安全运行的要求,避免了非计划停机。
1 抗燃油劣化原因分析
某电厂现有4套高压抗燃油液压控制系统装置,分别配置于4台机组(即3台200 MW机组和1台300 MW机组)的调速系统,用以精准调控机组。电厂用抗燃油受运行条件和工况影响,所用抗燃油油质老化劣化非常快,继而引发一系列问题。1号机组电动调速系统曾发生过两次管路爆管着火停机事件,3台机组抗燃油颗粒度、电阻率、泡沫特性多次出现不合格现象。刚刚试运行的4号机组,只进行了168 h试运,其抗燃油油质就发生了劣化,具体化验数据如表1所示。汽轮机调速系统使用的磷酸酯抗燃油的使用极限[1-2]如表2所示。

表1 4号机结束168 h试运后抗燃油化验结果

表2 磷酸酯抗燃油的换油指标
磷酸酯抗燃油发生氧化变质可分为系统性原因和化学因素。
1.1 系统性原因
抗燃油系统工作油压为14.5 MPa(允许极限范围为11.2~17 MPa),泵出口油压比系统油压高0.2~0.5 MPa,油箱充装磷酸酯抗燃油800 L。抗燃油管线紧挨着635 ℃的主蒸汽管线,运行环境温度高,抗燃油容易劣化。
1.2 化学因素
磷酸酯抗燃油油质劣化与其油品自身化学特性发生改变有关。通过化学监督方法检测其各种特性,能够有效监督其在运行中老化或劣化情况,使磷酸酯抗燃油达到运行油标准。磷酸酯抗燃油特性含有抗燃油颜色、水分、酸值、泡沫特性、电阻率、氯含量及颗粒污染度等。
1) 颜色。观察抗燃油颜色及油中有无沉淀物和混浊现象是判断油品是否老化或被污染的直观依据,新磷酸酯抗燃油一般是淡黄色或接近无色的透明液体。
2) 水分。水分会导致磷酸酯抗燃油水解劣化,酸值升高,腐蚀油系统部件,影响油的润滑特性。油正常老化或者劣化都会有水生成,油品受潮或冷却水渗入等也会增加水分。
3) 酸值。酸值是磷酸酯抗燃油重要控制指标,水分含量升高会导致油的酸值增加,加剧油的水解,加速油品劣化。油劣化后有水生成,再生成有机酸[3]。
4) 泡沫特性。若油泡沫特性变差,则油中滞留的空气多,加快油的氧化,使油的可压缩性增大,影响油液调节的准确性。油中气泡破裂,会造成油系统压力波动,引起噪声和振动[4]。当抗燃油性能变差时,其中的泡沫就很难排除。
5) 电阻率变化。油的电阻率是判断抗燃油等油品介电性能的重要控制指标。油的电阻率降低,会使伺服阀等调节系统零部件受到电化学腐蚀而损坏。油品氧化产生的氧化产物无论是中性的还是酸性的,都会影响其电阻率。通过油的电阻率的监测,能及时发现油品轻微老化。
6) 氯含量改变。磷酸酯抗燃油对氯含量要求非常严格。氯含量过高,会对伺服阀等油系统部件产生腐蚀,损坏某些密封材料,加速磷酸酯的降解劣化。在检修工作中严禁使用含氯有机溶剂。
7) 颗粒度。磷酸酯抗燃油颗粒污染度必须达到标准后才能注入机组,未达到标准必须进行过滤净化。颗粒物来源有油品劣化产生的胶质沥青质、金属颗粒、沙尘等。相当一部分还有人为因素造成的,如滤芯质量不好破漏,其工作设备没有防漏功能,就会造成了二次颗粒污染。
2 确立抗燃油防劣化方案
根据磷酸酯抗燃油的劣化原因,对劣化的抗燃油处理有三种方案,通过分析对比,确定最佳方案。
方案一:采用自滤油装置处理抗燃油
该方案为电动调速系统利用自身携带的自滤油装置处理抗燃油,该装置是一个小型带滤网的滤油机,在使用过程中只能除去杂质,能解决颗粒污染度问题,不能去除水分和其它氧化物质。应用后抗燃油化验结果如表3所示。
从表3可以看出,油品颜色在深度区域,酸值居高不下,电阻率不合格,泡沫特性超标。
方案二:采用真空滤油机处理抗燃油
该方案为采用ZJS-500K型真空滤油机处理劣化的抗燃油。使用过程中能去除水分和少量杂质,酸值略微降低,但不能解决颗粒污染度、泡沫特性、电阻率、颜色深等其它深层次重要问题。其应用后抗燃油化验结果如表4所示。
从表4可以看出,1号机抗燃油是更换新油后不久的测量值,运行时间不长其泡沫特性就不合格,电阻率指标也迅速降低接近不合格。
方案三:采用在线再生脱水装置处理抗燃油
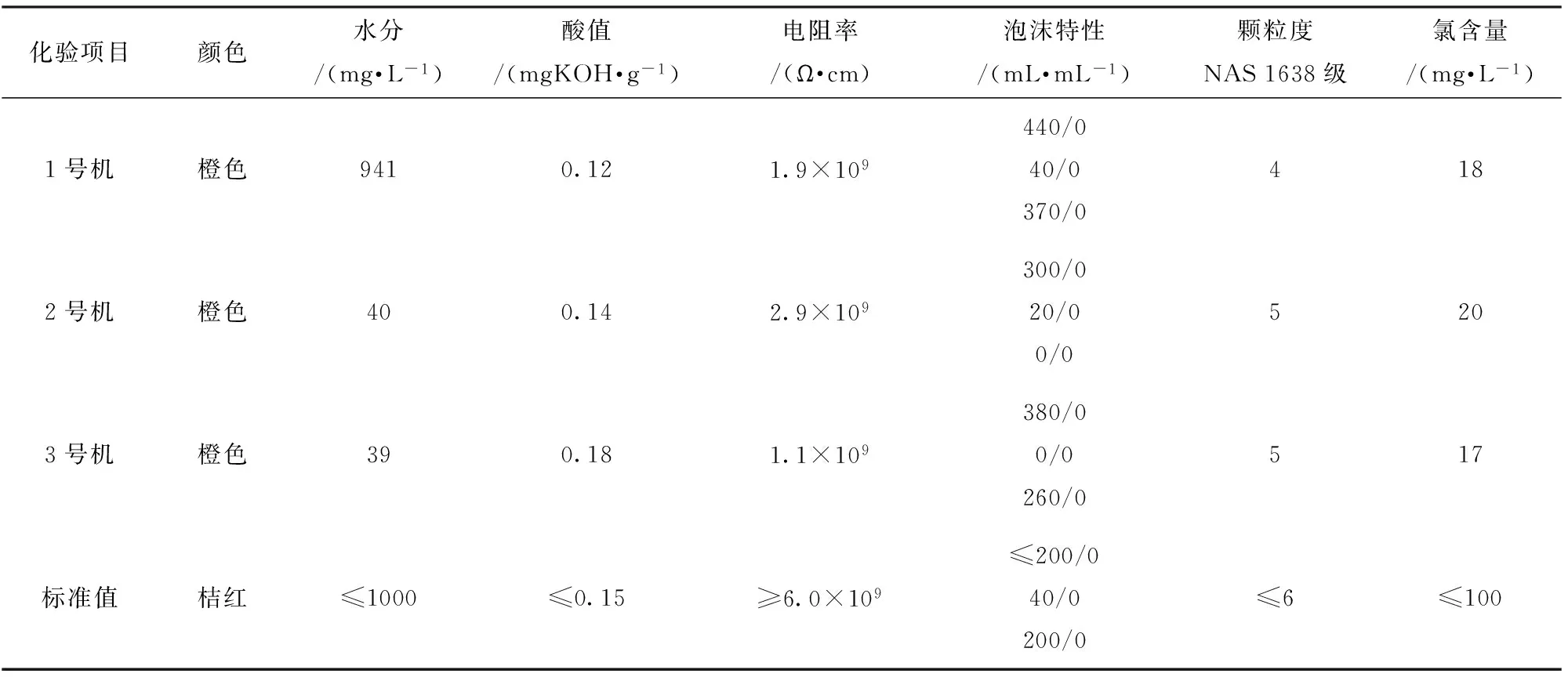
表3 自滤油装置使用时抗燃油油质化验结果[5]
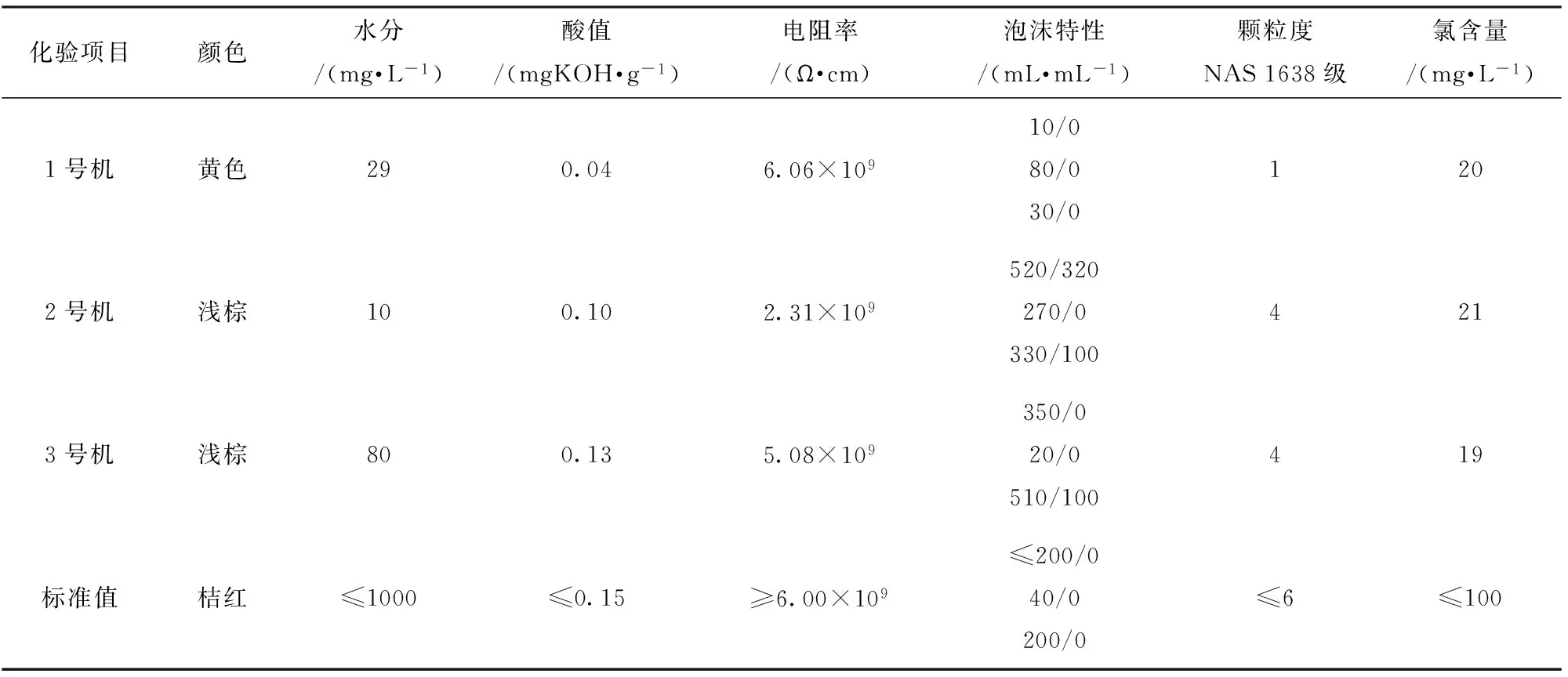
表4 ZJS-500K型滤油机使用时抗燃油油质化验结果
通过表3、表4发现,方案一、方案二处理方法只能除去油品中的机械杂质、水分和气体,不能除去油中有害的酸性物质,效果很不理想。因此,决定采取在线再生油处理方式,保证抗燃油质量。
1) 再生吸附剂的选择。抗燃油再生主要是吸附剂的选用问题,吸附剂有极性硅铝吸附剂、硅胶、硅藻土和氧化铝等,常见的吸附剂对抗燃油的影响如表5所示。
从表5可以看出,硅胶和活性氧化铝对水的吸附能力较强,但对酸值、电阻率、泡沫特性效果不明显,对深度劣化的抗燃油处理效果不佳。极性硅铝对水分的吸附能力不明显,对酸值、电阻率、泡沫特性效果很好,其中酸值降低接近10倍,电阻率提高近7倍,有效地恢复了抗燃油的良好性能。硅藻土能除去油中少量的酸值,电阻率可以提高2倍,硅藻土是依靠去除油中酸性产物来提高电阻率,极性硅铝是依靠去除油中所有的强极性和弱极性劣化产物来提高电阻率[6],对深度劣化的抗燃油性能的恢复有显著的效果。
2) 再生装置的组成及特点。方案三采用KZTZ-2型抗燃油在线再生脱水装置,该装置由进油部件、脱水部件、再生部件、过滤部件、保安部件及电气系统组成。
脱水部件内装1只脱水滤芯,由高分子材料制成,主要靠脱水器的高效吸水作用将油中的水分吸附。
再生部件包括2个再生器,其内各装1只再生滤芯,主要靠装于滤芯内的极性硅铝吸附剂将油中的酸性组分及极性杂质除去,降低油中酸值,提高电阻率。
过滤部件包括粗滤器和精滤器,粗过滤器内装有6只线隙式滤芯,过滤精度为5 μm,其纳污容量大,可以除去油中大量机械杂质;精过滤器过滤精度为1 μm。采用粗过滤器与精过滤器的结合使用,可以充分保证再生后油的清洁度。
3) 再生装置应用效果。电动调速系统磷酸酯抗燃油用KZTZ-2型抗燃油在线再生脱水装置处理后,抗燃油化验数据如表6所示。
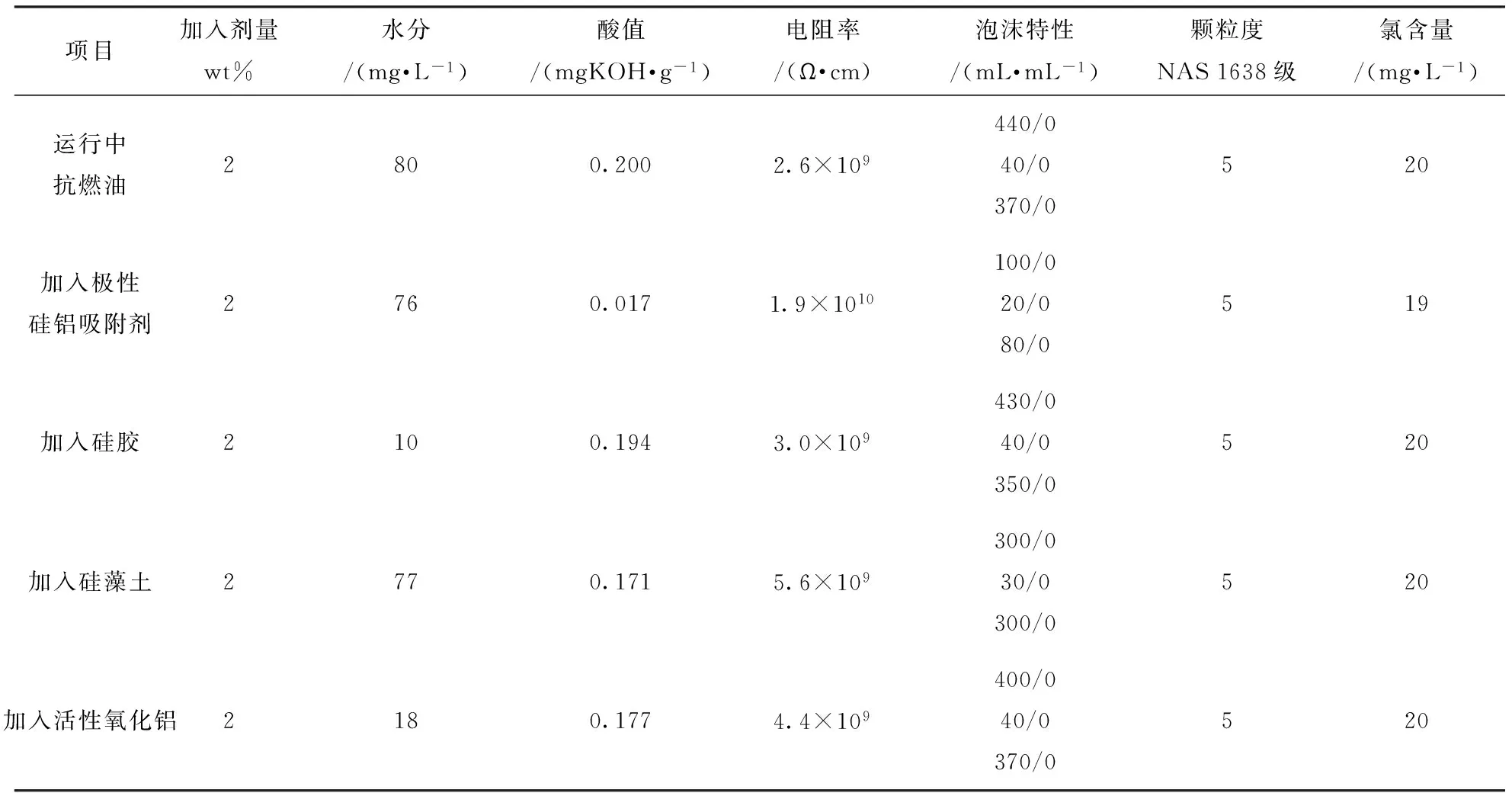
表5 常用吸附剂对抗燃油性能的影响
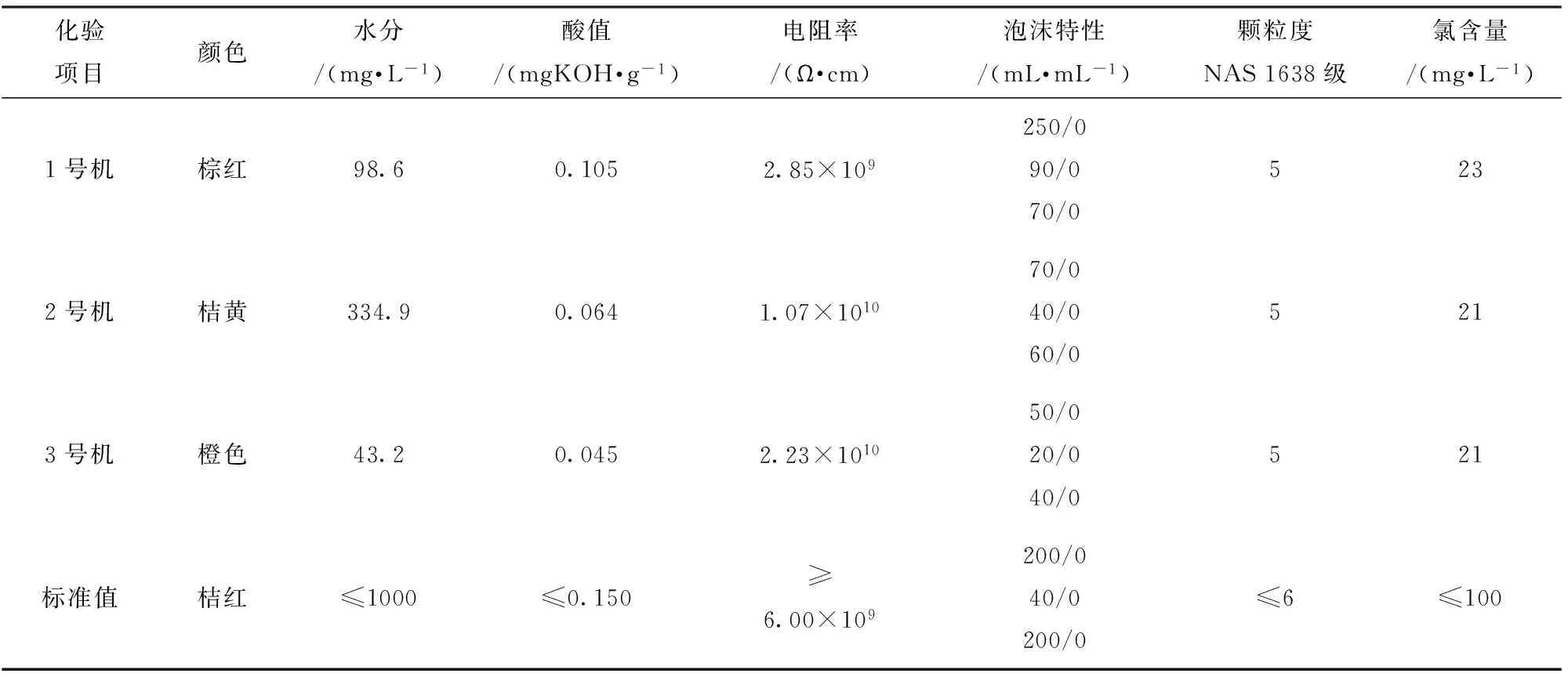
表6 KZTZ-2型装置使用时抗燃油油质化验结果
从表6可以看出,2号、3号机用抗燃油各项指标都符合运行油标准,而1号机抗燃油不符合运行油标准,有劣化加重的趋势,主要是1号机仍在执行第一和第二方案的处理方法,没有投入KZTZ-2型抗燃油在线再生脱水装置。而且,实践也证明,KZTZ-2型抗燃油在线再生装置在某电厂运行6a多,抗燃油颜色明显恢复,酸值稳定在一个固定区域,波动很小;泡沫特性和电阻率始终合格,抗燃油其它各项指标均处于合格状态,机组运行稳定。由此,最终确定方案三为劣化抗燃油最佳处理方案。
3 结 论
1) 磷酸酯抗燃油在高温高压的环境中运行,油品容易发生劣化,对劣化抗燃油进行简单的过滤处理、真空滤油,只能去除油中的水分和杂质,不能去除油品劣化产生的酸性物质、胶质等,无法使劣化变质的油品满足设备安全运行的要求。
2) 通过选择适当的吸附剂对磷酸酯抗燃油进行再生处理,可以去除油中劣化产物,恢复抗燃油自身的良好性能,使油品的各项指标达到运行中抗燃质量标准,保证机组安全经济运行。
3) 抗燃油在线再生脱水装置可以在不停机的情况下对抗燃油进行再生处理,使不合格油品得到再生和重复利用,解决了运行中抗燃油劣化变质的问题。
[1] 杨俊杰,周洪澍.设备润滑技术与管理[M].北京:中国计划出版社,2008.YANG Junjie, ZHOU Hongshu.Equipment lubrication technology and management[M].Beijing:China Planning Press,2008.
[2] 谭志龙,周东平,王淑德.电力用油(气)技术问答[M].北京:中国电力出版社,2006.TAN Zhilong,ZHOU Dongping,WANG Shude.Q&A of technology of oil (gas) used for electric power[M].Beijing:China Electric Power Press,2006.
[3] 张贤明,袁健,陈彬,等.磷酸酯抗燃油劣化机理及脱水净化技术研究[J].环境科学与技术,2012,35(1):129-133.ZHANG Xianming,YUAN Jian,CHEN Bin,et al.Cause of quality degradation and dehydration purification technology of phosphate ester fire-resistant oil[J].Environment Science&technology,2012,35(1):129-133.
[4] 姜子秋,李国兴,王晓丹,等.黑龙江省磷酸酯抗燃油运行状况分析[J].黑龙江电力,2008,30(5):391-393.JIANG Ziqiu,LI Guoxing,WANG Xiaodan,et al.Analysis of operation status of phosphoester fire-resistant oil in Heilongjiang province[J].Heilongjiang Electric Power,2008,30(5):391-393.
[5] 刘永洛,王娟,李烨峰,等.电厂用磷酸酯抗燃油运行维护导则[S].北京:中国电力出版社,2015.LIU Yongluo,WANG Juan,LI Yefeng,et al.Guide for operation and maintenance of phosphate ester fire-resistant fluid used in power plant[S].Beijing:China Electric Power Press,2015.
[6] 全兆宣,李烨峰.抗燃油在线再生处理新技术[J].热力发电,2003(10):86-89.QUAN Zhaoxuan,LI Yefeng.New technology of online regeneration of anti fuel oil[J].Thermal Power Generation,2003(10):86-89.
(责任编辑 侯世春)
Improvement on anti-deterioration method of phosphoester fire resistant oil for 200 MW unit
CHEN Benhua
(Thermoelectric Power Factory,Daqing Oilfield Power Group,Daqing 163314,China)
Aiming at the issues that caused higher acid value,lower resistivity and over standard of foam characteristics in the process of using phosphoester fire-resistant oil for 200 MW unit speed control system,the author analyzed the causes of oil deterioration from systemic and chemical factors.Accordingly,based on the contrast experiments which showed variable effects in different oil processing devices,it is found that only fire-resistant oil treatment equipment is able to remove oil in water and impurities,instead of removing the deeply deteriorated products in oil.Therefore,the fire resistant oil recycling treatment method was put forward.Practice shows that,through recycling treatment to deteriorated fire resistant oil by selecting the appropriate recycling absorbent,good fire resistance property of its own can be restored and the problem of deterioration of phosphoester fire resistant oil during the operation is solved,ensuring the safe operation of speed control system.
200 MW unit; fire resistant oil; higher acid value; fire resistant oil recycling treatment; recycling absorbent
2016-04-27。
陈本华(1971—),女,工程师,从事电力用油油质分析监督及油品净化处理工作。
TE626.3
B
2095-6843(2016)06-0557-05
