窄间隙MAG焊在压力容器中的应用
2017-01-10王庆晖田波清
王庆晖,田波清
(1.西安交通大学管理学院,陕西西安710049;2.中国石油天然气第一建设有限公司,河南洛阳471023)
窄间隙MAG焊在压力容器中的应用
王庆晖1,田波清2
(1.西安交通大学管理学院,陕西西安710049;2.中国石油天然气第一建设有限公司,河南洛阳471023)
介绍窄间隙MAG焊接方法的优点和国内研究现状,结合当前形势阐述窄间隙MAG焊接技术在板厚30 mm以上压力容器现场组焊中的应用优势和研究的必要性;从理论上分析影响窄间隙MAG焊推广应用的因素,提出相应的工艺对策及合理化建议;进行多组焊接试验、混合气体配比试验及焊接接头工艺性能试验,试验结果验证了所选工艺及措施的正确性,为窄间隙MAG焊技术在常用厚壁压力容器现场组焊中的应用提供经验。
窄间隙;MAG;压力容器;现场组焊
0 前言
窄间隙熔化极气体保护焊具有适焊板厚大、焊接质量好、效率高、不需要层间清渣的特点,同时也是应用最广泛的一类窄间隙焊接方法。长期以来,国内对熔化极气体保护焊用于压力容器采取不支持、不反对状态,焊接材料缺少相应的标准支持,窄间隙MAG焊焊接技术处于技术研究状态,缺乏工程实例支持;NB/T47018.3-2011的实施为窄间隙MAG焊在压力容器组焊中的应用提供了标准支持。
近年来全球天然气开发、生产和贸易日趋活跃,天然气处理正在成为世界油气工业和能源的新热点,大需求量促使天然气处理向大规模发展,随着压力和产量的提升,压力容器制造向大规格、大壁厚发展将成为必然,焊接效率不足成为影响施工进度及施工质量的根本因素。窄间隙MAG焊接技术的开发为板厚30 mm以上压力容器现场快速组焊创造了前提条件,如何确保该技术完美应用于板厚30 mm以上压力容器现场快速组焊是研究的关键。
1 影响窄间隙MAG焊应用的因素
1.1 窄间隙MAG焊应用的技术难点
(1)与普通MAG焊一样,窄间隙MAG焊同样存在容易产生飞溅的问题,需要制定合理的焊接工艺和气体配比。
(2)MAG焊接电弧张角较小,电弧集中作用在坡口底部,在较低的热输入下容易产生侧壁熔合不良。
(3)难以消除缺陷。
1.2 影响因素分析及工艺对策
1.2.1 坡口及组对尺寸
坡口设计是窄间隙MAG焊应用的重要环节。窄间隙MAG焊采用多层焊接,焊缝成形系数[熔焊时,在单道焊缝横截面上焊缝宽度(B)与焊缝计算厚度(H)的比值,φ=B/H]直接影响焊接接头质量和热裂纹敏感性。当焊缝成形系数小于1.3时,易形成窄而深的焊缝,在焊缝中心由于区域偏析会聚集较多的杂质,抗热裂纹性能差,因此在兼顾保护气喷嘴的同时,窄间隙MAG焊接坡口角度不能够太小,而坡口角度太大又容易导致侧壁熔合不良,甚至无法焊接。已有研究证明,适用于窄间隙MAG的坡口为组对后坡口最大间隙10~18 mm,坡口根部间隙超过8 mm时,根部焊道不容易产生热裂纹,从装备精度、焊接效率角度考虑,窄间隙MAG焊的根部间隙一般在8~10 mm为宜,而不是越小越好。
1.2.2 焊接电压
与所有焊接方法一样,电弧电压对焊缝表面成形影响显著,电弧电压与电弧长度成正比,增大电弧电压可以增大侧壁熔深,减小焊缝熔深,有利于降低焊缝热裂纹敏感性,但是电弧电压的增加伴随着电弧保护效果的降低,同时,过大的电弧电压可能导致电弧张角过大,侧壁较高位置会熔化较多的侧壁金属,凝固时产生下溢现象,造成咬边和侧壁较低位置的假熔合现象。
1.2.3 保护气体
保护气体的选择对焊缝成形具有非常重要的影响。熔化极气体保护焊采用纯Ar保护进行钢材焊接时,容易在焊缝中心呈深而窄的“指状”熔深,在其两侧熔深较浅,还会因阴极斑点漂移引起电弧不稳和咬边倾向[1]。采用Ar+CO2混合气体将提高喷射过渡临界电流,电弧既具有氩弧焊的特点(电弧燃烧稳定、飞溅小、喷射过渡),又具有CO2的氧化性,可克服纯Ar保护时表面张力大,液体金属粘稠、易咬边和斑点漂移问题,改善焊缝成形,形成弧形熔深。氩气中加入少量氧气可改善纯氩气焊接时的不良特征,但是加入氧气会增加焊接飞溅,使窄间隙焊接条件恶化,氧气的氧化性引起熔池金属中硅、锰元素的烧损。采用Ar+CO2+O2三元混合气体可获得好的工艺效果,文献[2]显示,Ar+CO2+O2三元混合气体焊接16Mn钢时,焊缝冲击韧性好,熔池的流动性和浸润性好,熔滴细化,可提高焊接生产率。我国采用Ar+CO2和Ar+O2二元混合气体较多,较少使用三元混合气体。
1.2.4 焊接层间清理
对于窄间隙焊接,焊件壁厚(板厚)越厚,层间清理越困难,某一层焊接产生缺陷时,缺陷的清理工具及方法非常关键。目前,窄间隙焊机制造商的常规做法是使用扁铲伸入坡口内铲除缺陷,但是扁铲是手动工具,效率低下,焊接层间清理成为制约窄间隙焊接高效性的一个重要因素。
2 窄间隙MAG焊接及焊缝接头工艺性能试验
2.1 坡口加工及焊前组对
焊接试验选用Q345R钢板,板厚δ=40 mm,坡口及组对尺寸如图1所示。
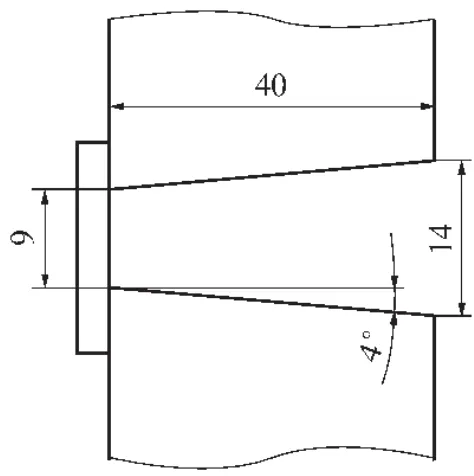
图1 坡口及焊前组对
2.2 焊接工艺参数
选择横焊位作为试验位置,保护气体为φ(Ar)80%+φ(CO2)20%,焊丝为大西洋CHW-50C6R,直径φ1.2 mm,单丝旋转,焊接设备为唐山开元日立窄间隙MAG焊机,具体焊接工艺参数及焊接过程数据如表1所示。
2.3 混合气体配比试验
采用多组Ar+CO2配比对38mm厚Q345R板采用窄间隙MAG进行焊接试验,从电弧稳定性、熔池形状控制难易度、飞溅大小等方面综合评价,试验表明,混合气体为φ(Ar)80%+φ(CO2)20%用于较厚板焊接能够有效提高喷射过渡临界电流。混合气体配合比例试验及结果如表2所示。
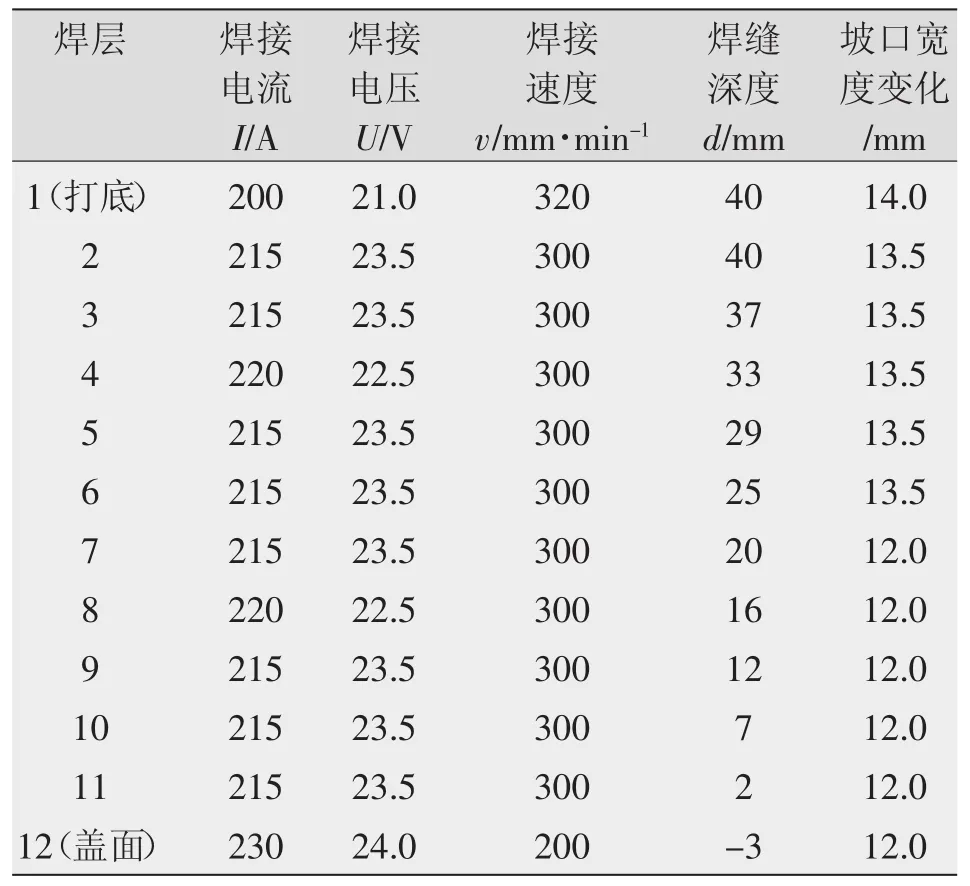
表1 焊接工艺参数及过程数据
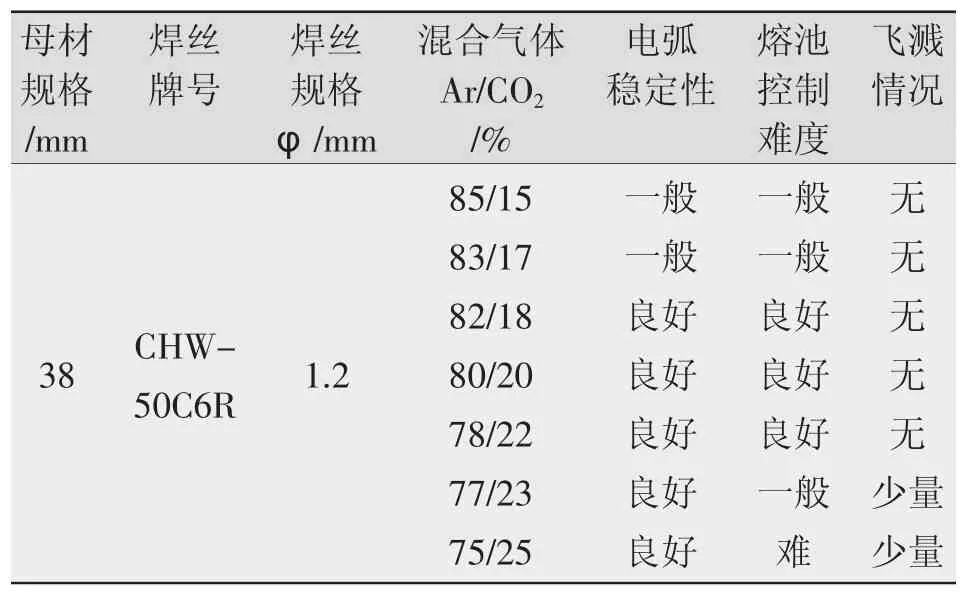
表2 38 mm板混合气体配合比例试验
2.4 窄间隙坡口焊接层间清理
当板厚达30 mm以上时,窄间隙焊接的生产率明显高于普通焊接方法[3]。板厚30 mm以上的窄间隙坡口具有窄而深的特点,手动角磨机无法满足层间清理要求。通过研究,采用无齿锯改装一套可用于深坡口清理的工具,目前该装置已申报专利。
2.5 焊接接头工艺性能试验
对焊接完毕的试件采用射线检测保证焊缝质量,然后按照标准进行焊后热处理。根据NB/T 47014的要求,在40 mm试件上取样进行拉伸、弯曲、冲击和宏观金相等试验,力学性能试验结果见表3,宏观金相形貌见图2。由表3可知,采用上述工艺焊接的试样力学性能符合材料标准要求,具有相当高的冲击韧性,其冲击韧性远高于常规的焊接方法。
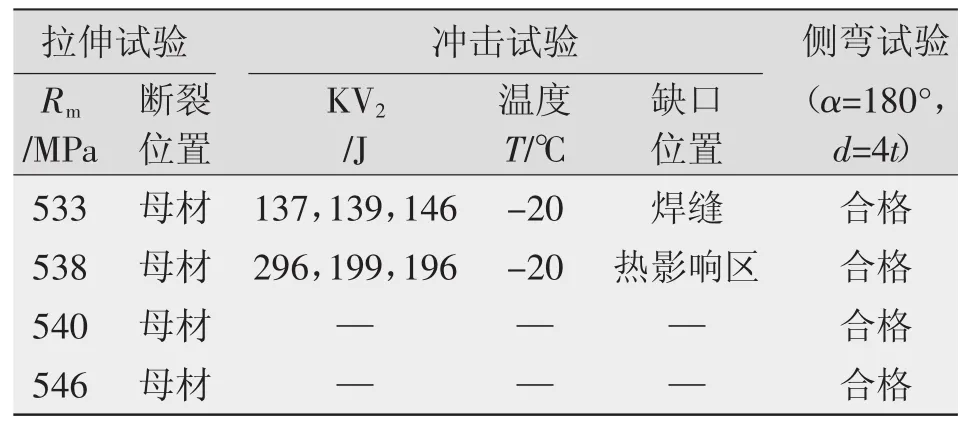
表3 力学性能试验结果
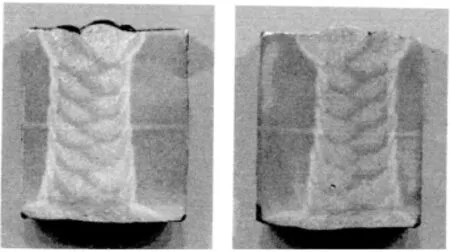
图2 窄间隙MAG焊接试样宏观金相形貌
图2选取了2个金相试样,从断面形貌观察均未发现气孔缺陷,裂纹、固体夹渣、未熔合及未焊透、形状和尺寸不良以及其他缺欠,焊接热影响区小,焊缝层次均匀,有利于焊缝金属晶粒细化,提高焊缝机械性能。
3 结论
窄间隙MAG焊接应用于板厚30mm以上压力容器焊接具有明显优势。在合适的坡口及组对尺寸、合理的焊接工艺参数、混合气体配比及层间清理条件下,窄间隙MAG焊接接头机械性能好,尤其是冲击韧性远高于常规的焊接方法,焊接层次分明,焊缝组织均匀,焊接热影响区小,对母材的机械性能影响小,可作为大型厚壁压力容器焊接的理想焊接方法。
[1]中国机械工程学会焊接学会.焊接手册(第1卷)[M].北京:机械工业出版社,2007.
[2]杨友民,王清波.熔化极三元混合气体保护焊焊接16Mn钢的研究[J].沈阳工业大学学报,1994,16(4):51-56.
[3]林三宝,范成磊,杨春利.高效焊接方法[M].北京:机械工业出版社,2012.
Narrow gap MAG welding in the application of pressure vessel
WANG Qinghui1,TIAN Boqing2
(1.School of Management,Xi'an Jiaotong University,Xi'an 710049,China;2.China Petroleum First Construction Company,Luoyang 471023,China)
This paper described the advantages of narrow gap MAG welding method and domestic research status,combined with the current situation,expounding the advantage and research necessity of narrow gap MAG technology applicating on field welding thickness more than 30 mm pressure vessels;giving theory analysis for the factors which affect the promotion and application of narrow gap MAG welding,put forward the corresponding countermeasures and reasonable suggestions;conducted multi-set of tests about welding,ratio of gas mixture and welding process performance test,by the test results and data,verified the correctness verification of the technological measure,and drawn a reasonable conclusion,providing experience for narrow gap MAG welding technology applying to field-welding of commonly thick-wall pressure vessels.
narrow gap;MAG;pressure vessels;the field assembly welding
TG444+.72
B
1001-2303(2016)12-0101-03
10.7512/j.issn.1001-2303.2016.12.22
献
王庆晖,田波清.窄间隙MAG焊在压力容器中的应用[J].电焊机,2016,46(12):101-103.
2016-10-27
王庆晖(1965—),男,河南洛阳人,高级工程师,硕士,主要从事焊接技术的研究工作。
