焊接热输入对TC4钛合金TIG焊接头组织和性能的影响
2017-01-10董俊慧高晓刚
韩 旭,董俊慧,高晓刚
(内蒙古工业大学材料科学与工程学院,内蒙古呼和浩特010051)
焊接热输入对TC4钛合金TIG焊接头组织和性能的影响
韩 旭,董俊慧,高晓刚
(内蒙古工业大学材料科学与工程学院,内蒙古呼和浩特010051)
观察不同焊接热输入条件下TC4钛合金TIG焊接头的微观组织特征,分析接头力学性能、显微硬度及断口形貌。结果表明,焊缝主要为针状α'马氏体组成的网篮组织,未发现其他生成相。热影响区主要为α+β+α',且越靠近焊缝的热影响区晶粒越粗大,晶内马氏体越多、越密集。针状α'相尺寸随焊接热输入的增大而增大,马氏体取向亦更加混乱。接头抗拉强度随焊接热输入的增大而增大,在1 144 J/mm时达到912 MPa。不同焊接热输入下的接头硬度值随距焊缝中心距离的增大先降低后升高,并在距焊缝中心3~5 mm的粗晶区存在一软化区。随着焊接热输入的增大,接头平均硬度值增大,且软化区向母材方向偏移。TC4钛合金TIG焊接头的断裂方式属于脆性断裂。
TC4钛合金;TIG;显微组织;显微硬度
0 前言
TC4(Ti-6Al-4V)是20世纪50年代发展起来的一种中等强度的双相钛合金,它具有比强度高、高温蠕变性能好和耐腐蚀性好等优点,被广泛应用于航空航天、船舶、汽车及化工等领域[1]。目前,TC4钛合金产量占钛合金总产量的一半以上,其中飞机机尾罩、发动机防护装置,及深潜器耐压球壳体的观察窗、密封舱口等均采用了钛合金焊接结构。钛合金导热系数小且高温下较活泼,在焊接过程中随着焊接热输入的增大,会导致接头组织粗大[2],从而造成接头脆化,降低焊接接头质量,限制其在实际生产中的应用。
针对钛合金接头组织粗化问题,研究者提出了活性TIG、脉冲TIG及电弧超声TIG焊等焊接工艺[3-7],细化晶粒,从而提高接头质量。本研究采用不同焊接热输入对TC4钛合金进行TIG焊接,从组织的角度分析讨论不同焊接热输入对接头组织和性能的影响,以便为焊接工艺参数优化提供试验指导。
1 试验材料及方法
1.1 试验材料及工艺参数
选用200 mm×100 mm×3 mm的TC4钛合金板材,化学成分如表1所示。

表1 TC4钛合金化学成分%
试板不开坡口对接,TIG焊接选用直流正接,喷嘴直径为15 mm,喷嘴高度2 mm,电极选用直径2.5 mm的铈钨极。焊接速度2 mm/s,保护气体为99.9%的纯氩气,氩气流量25 L/min,填充材料取自母材,焊接参数如表2所示。
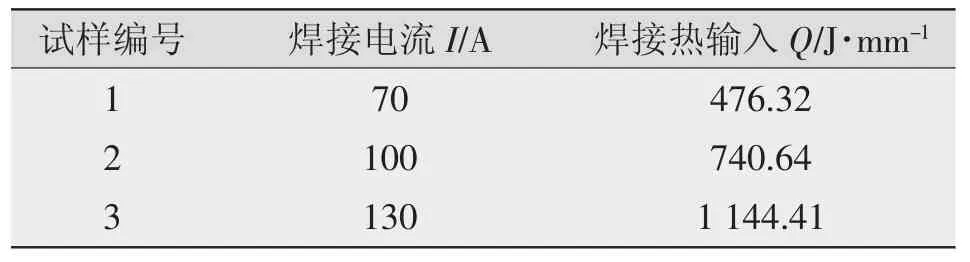
表2 TC4钛合金TIG焊接参数
1.2 焊前处理及试样制备
使用砂纸打磨试板的对接面及上下表面,去除表面氧化膜,再用丙酮擦拭材料表面,除去表面的水、油污及杂质。
利用线切割机将接头加工成20 mm×15 mm× 3 mm的试样,对试样进行粗磨、精磨、粗抛及精抛处理后,选用腐蚀剂1%HF+1.5%HCl+2.5%HNO3+95% H2O对试样进行腐蚀处理,采用蔡司光学显微镜观察分析接头组织。利用日本理学D/MAX-2500/PC型X射线衍射仪对接头进行物相分析,将腐蚀后的金相试样进行再抛光处理,并放置在测试架上,测量角度10°~90°。
2 试验结果与分析
2.1 TC4钛合金母材微观组织
TC4钛合金室温状态下的组织如图1所示,由等轴状的α相(白色)与β相(黑色)混合组成的双相组织,二者相互交错分布。

图1 母材微观组织
2.2 接头组织微观形貌
TC4钛合金TIG焊接头微观组织形貌见图2。
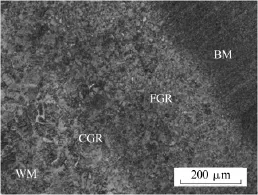
图2 接头微观组织形貌
由图可知,焊缝与热影响区晶粒较母材长大明显,且接头被分为焊缝(WM)、熔合区(FZ)、热影响区(HAZ)及母材(BM)四个区域,其中根据晶粒长大程度又可将热影响区分为粗晶区(CGR)和细晶区(FGR)。焊缝主要由针状马氏体组成的网篮组织构成,由于电弧能量的不均匀性,焊缝β晶粒及晶内马氏体尺寸较其他区域更加粗大。热影响区组织主要为α'+β+α,与焊缝相比,热影响区马氏体更少且更细小。
2.3 不同焊接热输入条件下焊接接头微观组织演变过程
不同焊接热输入下的接头微观组织如图3~图5所示。可以看出,晶粒逐渐变大,且焊缝和热影响区晶粒长大明显,热影响区明显被分为细晶区和粗晶区,在焊缝处能够清晰看到针状马氏体组成的网篮组织以及粗大的β柱状晶边界,并且随着焊接热输入的增大,热影响区粗晶区宽度和β晶粒尺寸均有增大趋势,焊缝马氏体也有长大倾向,且马氏体形态发生了变化[8-9]。由于焊接过程中电弧周围能量分布不均匀,从而使接头处不同区域的晶粒长大程度不同,其中热影响区与焊缝的晶粒长大比较明显,母材中的等轴晶粒消失。图3为70 A时的接头微观组织,焊缝β晶粒尺寸较其他区域长大明显,焊缝主要由短而宽的马氏体组成;热影响区β晶粒尺寸随着距焊缝中心距离的增大而减小,主要为α'+β+ α,由于热影响区受电弧影响较焊缝小,因此晶内马氏体尺寸小于焊缝马氏体。图4为100A时的接头微观组织,焊接热输入的增大使焊缝高温β晶粒尺寸随之增大,晶内马氏体尺寸增大且分布更加混乱;热影响区宽度较70 A时有所增大,平均晶粒尺寸大于70 A时热影响区平均晶粒尺寸。图5为130A时的接头微观组织,随着焊接热输入的继续增大,焊缝β晶粒尺寸进一步增大,晶内主要由尺寸更大的长板条状马氏体组成;热影响区宽度继续增大,晶内马氏体更多。在焊接热循环的作用下,焊缝金属达到了相变点(α+β)/β,此时α+β转变为高温β相,在随后的冷却过程中,高温β相通过非扩散切变的方式转变为α',这是由于呈体心立方结构的β与呈密排六方结构的α'保持着伯格斯关系,α'晶胞的(0001)α'面平行于β晶胞的(011)β面,且α'晶胞晶向平行于β晶胞的晶向,其中α'晶胞尺寸为:a=0.293 nm,c=0.467 5 nm[10]。热影响区主要为α'+β+α,这是因为双相钛合金从β相区和接近(α+β)/β相变点的高温淬火均能生成α',在焊接过程中,热影响区加热到α+β双相区,部分α转变为高温β,又由于热影响区冷却速度较焊缝区低,而且仅有部分α+β转变为β相,因此热影响区的α'比焊缝中的α'更少、更细小,且与远离焊缝的热影响区相比较,靠近焊缝热影响区温度更高,发生马氏体相变的β更多,高温停留的时间较长,靠近焊缝的热影响区晶粒更加粗大,马氏体更多、更密集。
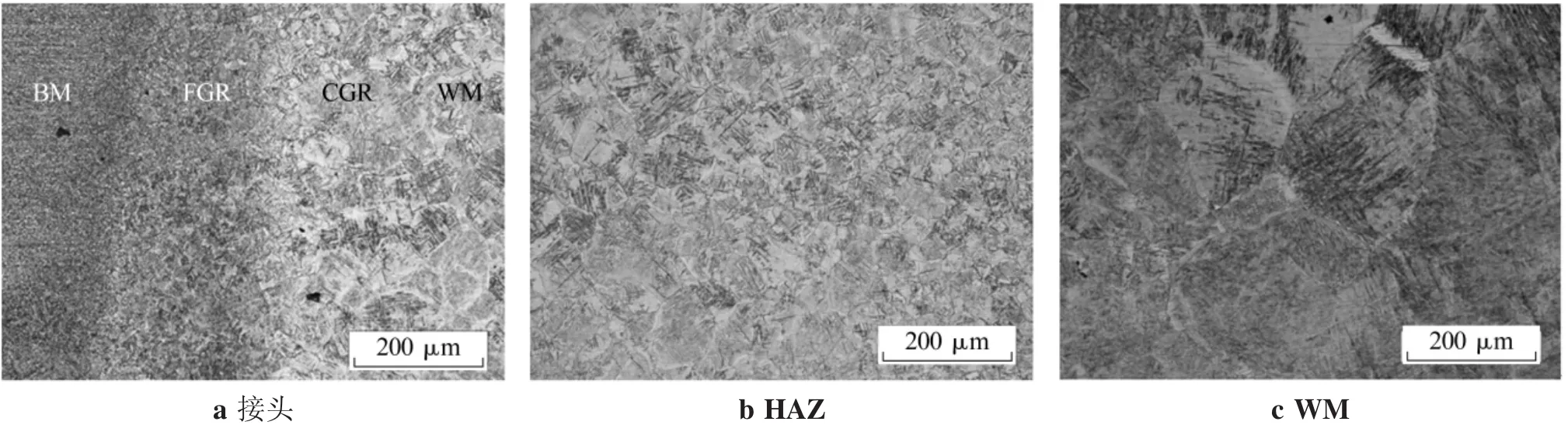
图3 电流为70 A时的接头微观组织

图4 电流为100 A时的接头微观组织

图5 电流为130 A时的接头微观组织
随着焊接热输入的增大,热影响区受热源的影响越大,高温停留的时间越长,β长大越充分。焊接热输入大小对焊缝中针状马氏体的尺寸和形态有影响。这是因为当焊接热输入小时,在冷却过程中,较大的冷却速度使β中的合金元素来不及扩散,从而切变为相互平行的一次α',随后形成尺寸更细小的二次α',最终形成典型的网篮组织,这种组织方向性较好。当焊接热输入增大时,冷却速度降低,焊缝金属在高温停留的时间变长,焊缝柱状晶中的马氏体得到了充分长大;此外,随着焊接热输入的增大,熔池中合金元素烧损更加严重,从而提高了马氏体开始转变温度Ms,最终使马氏体更加粗大。随着焊接热输入的增大,电弧对熔池的搅拌作用容易造成焊缝马氏体的断裂、破碎,从而增加更多的形核核心,在一定程度上导致马氏体的分布更加混乱[11-12]。
2.4 焊缝的X射线衍射物相分析
对三组试样的焊缝进行物相分析,所得结果相同。以试样1为例,图6为试样1焊缝的X射线衍射图谱。由图6可知,焊缝区域基本为α',且未发现其他生成相。这是由于在冷却过程中过快的冷却速度使焊缝中高温β相以无扩散切变的方式转变为密排六方结构的α'。理论上分析,焊缝金属在快速冷却条件下还会生成淬火ω及固溶度更高的α''[13],但在本试验条件下并未生成这两种相。

图6 试样1焊缝的X射线衍射图
2.5 不同焊接热输入下接头拉伸力学性能
不同焊接热输入下试件的抗拉强度如表3所示,拉伸试件均断裂于热影响区,抗拉强度随着焊接热输入增大而增大,焊接热输入为1144J/mm时,抗拉强度达到最大值,但均未超过母材的930 MPa。这是由于经历过焊接热循环后,焊缝及热影响区出现粗大的β柱状晶组织,从而降低了接头的塑性及韧性。
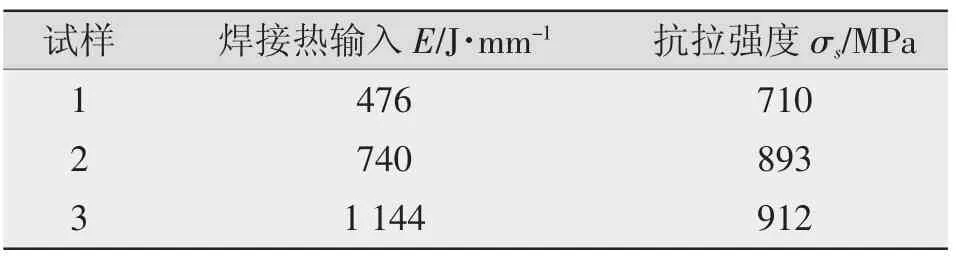
表3 接头拉伸力学性能数据
2.6 不同焊接热输入下接头显微硬度
在不同焊接热输入条件下接头显微硬度的分布情况如图7所示。由图7可知,三组试样接头硬度值随着距焊缝中心距离的增大呈先降低后升高的趋势,即从焊缝中心到热影响区,硬度值下降,从热影响区到母材,硬度值上升,其中焊缝区域的硬度略大于母材硬度,且在距离焊缝中心3~5mm的粗晶区存在一个软化区。这是由于在冷却过程中焊缝区形成α',且焊缝区α'数量多于热影响区,加之电弧周围能量的不均匀使粗晶区β晶粒尺寸明显大于细晶区,故接头硬度值先降低后升高。接头平均硬度随着焊接热输入的增大而增大,且软化区也随焊接热输入的增大而向母材方向偏移。这是因为焊接热输入影响焊接接头晶粒在β相变点以上的高温停留时间及冷却过程中的冷却速度。热输入小时,焊接接头在高温停留时间短,冷却速度快,高温β相在冷却过程中转变为短而宽的板条α'。随着焊接热输入的增加,接头在高温停留时间变长,冷却速度变慢,高温β相在冷却过程中会转变为尺寸更大的长板条状α',从而导致接头平均硬度值随焊接热输入的增大而增大。又因为随着热输入的增大,热影响区宽度增大,即粗晶区宽度增大,从而使软化区向母材方向移动。
2.7 不同焊接热输入下接头断口形貌分析
不同焊接热输入下的断口形貌照片如图8所示,从图中可明显地观察到撕裂棱及浅小的韧窝,且断口在沿晶解理面和解理台阶,说明TC4钛合金TIG焊接头的断裂方式属于脆性断裂。
3 结论
(1)焊缝和热影响区的晶粒较母材长大明显。焊缝主要为针状马氏体组成的网篮组织,热影响区主要为α+β+α',且靠近焊缝的热影响区晶粒更粗大,晶内马氏体更多、更密集。焊缝马氏体尺寸随焊接热输入的增大而增大,且马氏体的取向较低焊接热输入时更加混乱。焊缝中基本为α',未发现其他生成相。
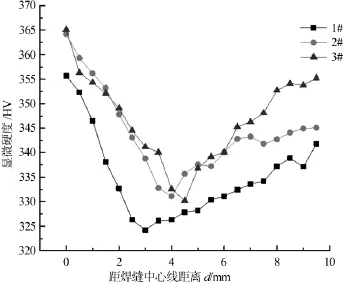
图7 不同热输入条件下接头显微硬度分布
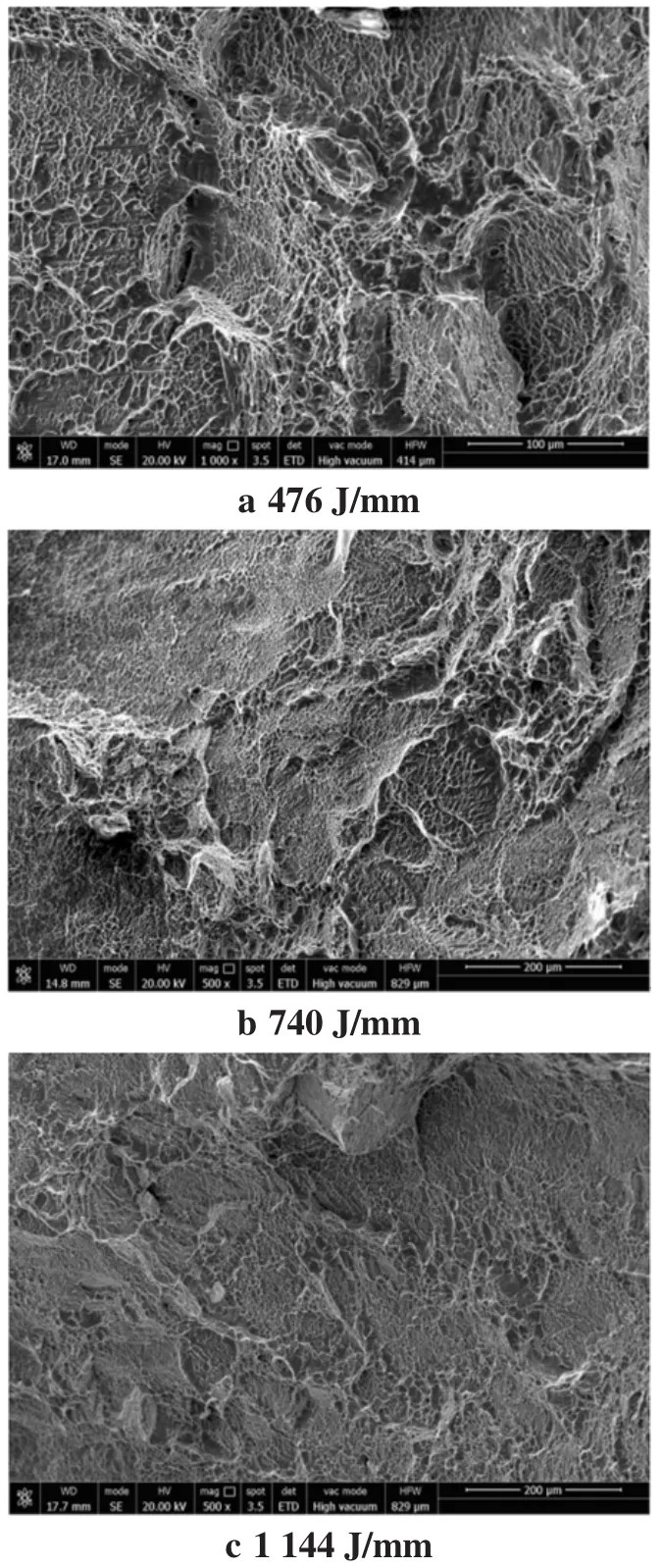
图8 试件断口形貌
(2)拉伸试件均断裂于热影响区的粗晶区,接头的抗拉强度随着焊接热输入的增大而增大,在1 144.41 J/mm时达到912 MPa。不同焊接热输入条件下的接头硬度值随着距焊缝中心距离的增大呈先降低后升高的趋势,在距离焊缝中心3~5 mm的粗晶区存在一软化区。接头平均硬度值随着热输入的增大而增大。软化区随着热输入的增大而向母材方向偏移。TC4钛合金TIG焊接头的断裂方式属于脆性断裂。在保证焊透的情况下,选取较小的热输入,可以得到较好的组织状态,有效防止接头性能的降低。
[1]李明怡.航空用钛合金结构材料[J].世界有色金属,2000(6):17-20.
[2]侯继军,董俊慧.TC4钛合金TIG焊接性研究[J].内蒙古科技大学学报,2010,29(2):180-183.
[3]刘凤尧.不锈钢和钛合金三类活性剂焊接和熔深增加机理的研究[D].黑龙江:哈尔滨工业大学,2003.
[4]黄勇,樊丁,张涵.表面活性剂对钛合金A-TIG焊熔深的影响[J].稀有金属材料工程,2006,35(10):1586-1588.
[5]Kishore Babu N,Ganesh Sundara Raman S,Mythili R,et al.Correlation of microstructure with mechanical properties of TIG weldments of Ti-6Al-4V made with and without current pulsing[J].Materials Characterization,2007,58(5):581-587
[6]BalasubramanianV,JayabalanV,BalasubramanianM.Effect of current pulsing on tensile properties of titanium alloy[J]. Materials and Design,2008,29(3):1459-1466.
[7]Ju Li,Qiao Guan.Studies on characteristics of temperature field during GTAW with a trailing heat sink for titanium sheet[J].Journal of Materials Processing Technology,2004,147(12):328-335.
[8]刘佳佳,张艳苓,韩秀全,等.TC4钛合金激光焊接头组织及超塑性能研究[J].热加工工艺,2013,42(21):46-51.
[9]程东海,黄继华,林海凡,等.TC4钛合金激光拼焊接头显微组织及力学性能分析[J].焊接学报,2009,30(2):103-106.
[10]辛社伟,赵永庆,曾卫东.钛合金固态相变的归纳与讨论(I)—同素异构转变[J].钛工业进展,2007,24(5):23-27.
[11]张勇,綦秀玲.工艺参数对TC4钛合金电阻点焊接头组织和性能的影响[J].金属铸锻焊技术,2012,41(7):155-157.
[12]杨静,程东海,黄继华,等.TC4钛合金激光焊接接头组织与性能[J].稀有金属材料与工程,2009,38(2):259-262.
[13]常辉,周廉,张廷杰.钛合金固态相变的研究进展[J].稀有金属材料与工程,2007,36(9):1505-1510.
Effect of welding heat input on microstructure and mechanical properties of Ti-6Al-4V joints welded by TIG
HAN Xu,DONG Junhui,GAO Xiaogang
(College of Materials Science and Engineering,Inner Mongolia University of Technology,Hohhot 010051,China)
The microstructure of Ti-6Al-4V joints welded by TIG with different heat input was studied,the tensile properties and the microhardness of joints were investigated.The results revealed that microstructure of the weld consists of martensite like basket shape,there were not any other phases in it.Microstructure of HAZ consists of α+β+α',the grain of HAZ near weld were coarser,more martensite were in columnar crystal.Martensite increased with increasing of heat input,the orientation of martensite were more chaotic.The tensile strength of joints increased with increasing of heat input,and the tensile reached to 912 MPa when it is 1 141 J/mm. Microhardness of joints with different heat input increased after decreased with increasing of distance from the weld center line.A soft zone appeared in the CGR located about 3~5 mm from the weld center line.With increasing of heat input,the average microhardness of joints increased,and the soft zone moved in the direction of base metal.The tensile fracture behavior of joints by activating laser beam welding belonged to brittle fracture behavior.
Ti-6Al-4V alloy;TIG;microstructure;microhardness
TG444+.74
A
1001-2303(2016)12-0096-05
10.7512/j.issn.1001-2303.2016.12.21
献
韩旭,董俊慧,高晓刚.焊接热输入对TC4钛合金TIG焊接头组织和性能的影响[J].电焊机,2016,46(12):96-100.
2016-05-04;
2016-08-25
国家自然科学基金项目(51165027)
韩旭(1990—),男,山西人,在读硕士,主要从事焊接工艺与质量的研究工作。
