静音钢板CO2气体保护焊接工艺
2017-01-10魏元生靳玉涛
王 刚,王 光,李 贺,魏元生,靳玉涛
(长城汽车股份有限公司技术中心河北省汽车工程技术研究中心,河北保定071000)
静音钢板CO2气体保护焊接工艺
王 刚,王 光,李 贺,魏元生,靳玉涛
(长城汽车股份有限公司技术中心河北省汽车工程技术研究中心,河北保定071000)
以静音钢板为研究对象,基于实车装配需求对静音钢板的CO2气体保护焊接工艺进行研究和改善。通过对不同组合焊接试样接头拉伸强度及硬度和组织的检测,进行预加焊点新工艺的可行性验证,对比分析焊接工艺改进前后接头强度及断裂模式的差异。结果表明,静音钢板的结构特性是导致可焊性差和接头强度稳定性差的主要原因;通过对静音钢板预加焊点新工艺的对策验证,有效提升了静音钢板CO2气体保护焊的有效性,改善了静音钢板底层焊接性能不良的问题,减少了接头焊接不良问题发生概率。
静音钢板;CO2气体保护焊接;拉伸试验;新工艺;可行性分析
0 前言
静音钢板为具有“三明治”结构的复合钢板,它由两块高强度面板和粘弹性中间阻尼层构成,中间阻尼层厚度25~50 μm。静音钢板有效集成了金属材料的加工成形特性[1-4]和高分子材料的阻尼特性,是振动、噪声场合替代金属材料的理想环保产品[3-8],其结构如图1所示。

图1 静音钢板结构示意
静音钢板的多功能兼容性使其在飞机、铁路、汽车行业具有广泛的应用前景[2,9]。汽车行业轻量化及安全/环保等高新技术的发展,在提高汽车动力性和燃油经济性的同时,也带来了车身振动增加和车内噪声等级特别是低频结构噪声增高的劣势。静音钢板作为实现零件高性能和系统减重的新材料,其车身零件的应用对提升车身舒适性和轻量化水平具有重要的应用价值和前景。因此针对静音钢板的应用分析和技术预研,对于助推其在汽车行业的应用具有显著的现实价值。
1 静音钢板焊接工艺及验证
静音钢板的车身目标应用零件(如前围板和轮罩等)一般需进行焊装工艺加工。针对静音钢板的主要焊接工艺——电阻点焊,国内主要OEM也进行了相关研究。金泉军对静音钢板的电阻点焊性能研究得出,静音钢板可焊性良好,且接头强度强韧性良好,通过相关实验对点焊工艺参数进行了优化[10]。但车身零件除应用点焊外,还往往通过简单有效的CO2气体保护焊接(简称二保焊)进行局部加强。因此基于前期研究内容和车身装配的实际工艺,以某厂家静音钢板为研究对象,以新工艺技术可行性为验证目的,通过焊接试样的拉伸试验及接头硬度和组织分析,开展静音钢板二保焊的工艺分析及新对策的验证,为完善静音钢板焊接技术和促进其应用和推广进行技术预研。
1.1 静音钢板焊接试样材料信息
静音钢板焊接试样规格见表1,其中静音钢板厚度为基板厚度。静音钢板厚度由两层基板与中间阻尼层厚度构成,阻尼层厚度0.025~0.05 mm。
与表1对应的材料性能指标如表2所示,其中4#为同牌号钢板标准要求。

表1 焊接试样规格信息
表2 焊接材料机械性能指标
1.2 静音钢板焊接工艺验证
本次试验静音钢板焊接试样接头形式为对接,通过二保焊焊接工艺分析,排查主要工艺问题和提出改善方法。通过对比新工艺(预加焊点+二保焊)与传统工艺,分析新工艺的可行性和对焊接试样变形特性的影响,评价有无焊点及其间距大小对焊接强度和断裂模式的影响,并进行失效机理分析。焊接试样制备在长城汽车试制部进行,电焊设备采用自适应移动式电焊机,焊接电流8.5 kA,电流增量20%。为保证二保焊焊接接头质量的稳定性和一致性,减少热变形对薄板试样的影响,采用分段式对称焊接,且每段焊道长度大于24 mm(焊接检测试样平行部分宽度为12 mm)。静音钢板二保焊试样如图2所示,图2b中L为焊点中心的平均间距;预加点焊后静音钢板实物如图3所示。

图2 静音钢板焊接工艺示意
图3 预加点焊后静音钢板
2 试验结果和分析
2.1 拉伸试验结果
焊接完成后以满足实际工艺品质为目的,对焊接外观质量进行目测评价,实现焊接工艺参数的优化。焊接试样的拉伸检测结果如表3所示,焊缝强韧性评价指标为最大载荷与断裂位置。表3中“单层焊缝断裂#”形式为试样先在静音钢板底层基板焊缝处断裂,随着试验的进行,试样上层单独塑性变形直至断裂。通过不同搭配组合及不同材料规格试验设定检测,分析传统二保焊工艺对静音钢板的适应性及存在的主要问题;然后开展预加焊点新工艺可行性验证,阐述产生单层焊缝断裂的机理和预加焊点的功效,总结静音钢板二保焊的关键影响因素。本次试验在长城汽车股份有限公司试验中心机械性能室进行,试验标准为《GB/T 228.1-2010-金属材料拉伸试验第1部分:室温试验方法》。

表3 静音钢板焊接验证试验结果
2.2 拉伸实验分析
2.2.1 未预加焊点接头的强韧性分析
根据表3的试验结果选取典型试样进行变形规律特征分析,3#试样的载荷-位移曲线如图4所示,试样未预加焊点。由图4可知,试样在加载过程中主要经历弹性变形、塑性变形阶段直至断裂,其最大载荷3.005 kN,断裂位移约为30 mm,如1号、2号曲线;但3号、4号试样在塑性变形阶段,加载位移约为18 mm、12 mm时,载荷呈腰斩式台阶状急剧下降,然后随着位移的增大,载荷缓慢下降直至断裂,最终断裂位移约为20 mm。结合试验现象可知,1号、2号试样断裂处为母材,3号、4号试样随着位移的增大试样发生变形,当载荷达2.84 kN时,静音钢板底层焊缝发生断裂,试样载荷-位移曲线发生腰斩式下降,此时的载荷为试样最大承受载荷;然后随着位移的增大,试样上层单独承载直至断裂,断裂位置为静音钢板上层基板母材处。通过对比1号、2号两条曲线可知,单层焊缝断裂的发生及载荷的大小受底层焊缝实际焊接质量的影响。
针对相同试验现象,选取6#试样进行分析,其载荷-位移曲线如图5所示。虽然静音钢板厚度不同,但由曲线的变化规律可知3#与6#试样变形机理基本相同;差异在于底层焊缝断裂所处的曲线变形阶段,3#试样单层焊缝断裂处于塑性变形阶段,6#试样1号、4号底层焊缝则于试样弹性变形阶段即发生断裂,因此导致其最大载荷为2.167 kN,约为焊接质量良好的试样最大载荷4.284 kN的50%。
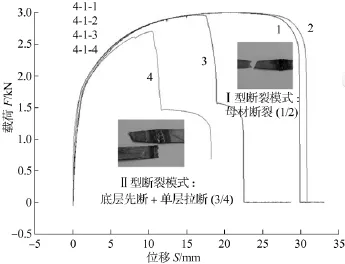
图4 3#试样载荷-位移曲线

图5 6#试样载荷-位移曲线
由图5中发生断裂的1号、4号两条曲线的变化规律可知,4号曲线的上层焊接断裂位移约为30mm,与未发生单层断裂的试样断裂位移相当。1号曲线断裂位移接近20 mm;对比图4中3号、4号曲线的断裂位移约为20 mm可知,试样最终断裂位移受静音钢板厚度(单层基板厚度)和焊接质量综合影响。
2.2.2 预加焊点对接头强韧性的影响
由5#试样检测结果可知,经二保焊新工艺改善后,静音钢板接头强韧性稳定,无焊接接头低强度问题产生,焊接有效性提高。选取5#和6#典型试样对比分析,其载荷-位移曲线如图6所示。两种试样载荷-位移曲线相同,最大载荷分别为4.307 kN和4.284 kN,且试样断裂位置均为母材,因此在实现焊接良好的前提下,是否预加焊点对焊缝强度无影响。
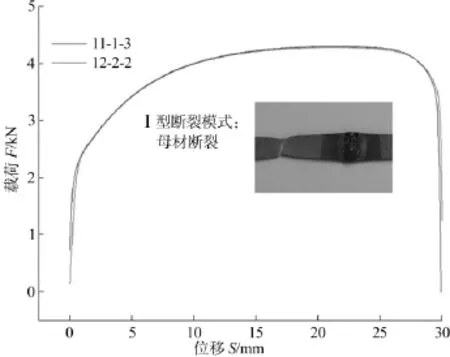
图6 有无预加焊点试样载荷-位移曲线
通过对比表3试验结果并结合上述分析可得,预加焊点可有效地降低静音钢板二保焊焊接质量问题,提高焊接有效性,对接头强度值无影响;同时焊点间的平均间距仅对焊接工艺参数有影响,对接头强度无增强作用。由于受焊接设备和试验次数等条件的影响,本研究未进行焊接工艺参数的优化分析,后期根据生产需求开展大样本线上工艺参数的优化验证。
2.2.3 焊接接头可焊性分析
通过拉伸试验结果分析可得静音钢板CO2气体保护焊接接头的强度和变化规律。由表3数据可得,3#试样和6#未预加焊点试样底层焊缝断裂概率分别为50%和40%,本节将针对静音钢板不同搭配组合和不同规格焊接影响因素及新工艺的机理进行分析。图7a为未预加焊点的SS+QS焊接接头示意图,图7b为预加焊点的SS+QS焊接接头示意图。结合静音钢板的结构特征可知,未预加焊点的静音钢板在焊接开始阶段,上层基板受热与普通钢板形成熔池,底层基板因中间阻尼层的隔热作用受热较少;随着热量输入的增加,上下两层基板熔化形成熔核,但阻尼层碳化后的杂质与缺陷易于在熔池结合面聚集[10],在熔核底部形成堆积,导致焊缝缺陷多且不连续,影响焊接接头的强韧特性,如图8a所示。预加焊点后,中间阻尼层在焊点形成过程中被挤出,焊点部位杂质较少且实现了两层基板的联通,减少了二保焊过程中杂质和缺陷在熔池底部堆积概率,改善了焊接接头的力学性能,提高了焊接工艺稳定性和一致性,如图8b所示。这就是2#/3#试样和5#/6#试样在不同焊接工艺条件下出现不同拉伸断裂模式的原因。

图7 SS+QS焊接接头模型
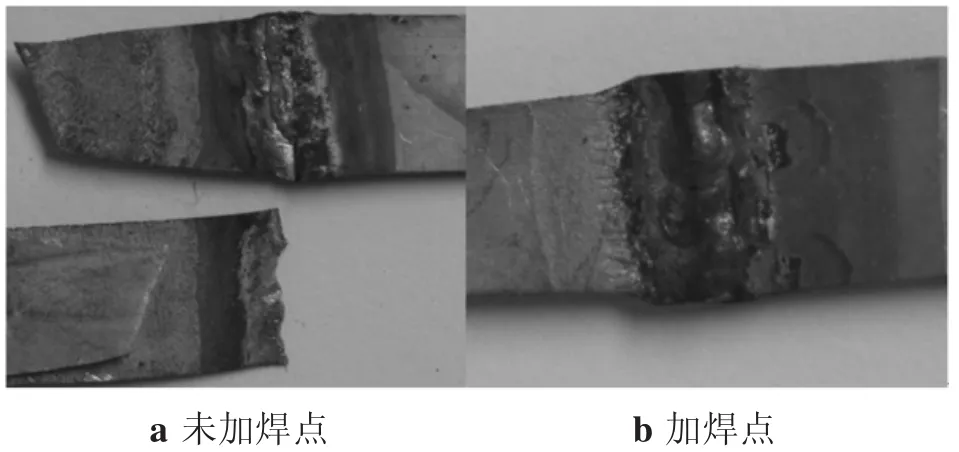
图8 SS+QS拉伸断裂接头形貌
2.3 焊缝硬度及金相组织分析
结合拉伸试验检测结果选取存在质量问题的试样进行硬度和金相组织的对比分析,2#试样检测结果如表4所示。试验依据《GB/T13298-91金属显微组织检验方法》和《GB/T4340.1-2009金属材料维式硬度试验第1部分:试验方法》等工业标准。

表4 2#试样的硬度和金相检测结果
2#试样的金相组织照片如图9所示,与母材相比,热影响区晶粒明显增大,引起组织性能变脆,但伴随焊接后热影响区空冷少量渗碳体的析出,热影响区硬度略有增加,焊缝熔核区珠光体的产生使其硬度显著提高。通过检测对比其他组试样可知,试验结果与2#试验基本相同,由此可知焊接新工艺(点焊预焊+CO2气体保护焊接)对材料硬度和金相组织无特殊影响。

图9 2#试样的金相组织照片
3 结论
(1)材料结构特性导致静音钢板CO2气体保护焊接工艺与普通钢板存在差异,造成其对接接头强度稳定性差,且易出现接头强度低的质量问题。
(2)静音钢板CO2气体保护焊接新工艺(预加焊点+二保焊)可显著提高焊接接头的有效性,在原有生产条件下具有现实可行性。
(3)在静音钢板底层焊缝质量良好的前提下,预加焊点与否及焊点的平均间距大小对焊接接头强度无影响。
[1]康永林,王琳,王波,等.减振钢板基本成形性研究[J].塑性工程学报,2001,8(1):47-50.
[2]宋志刚,孙卫和.层压复合材料的工艺性能及使用性能[J].锻压技术,2007,32(1):43-46.
[3]陈劼实,陈军,黄元辰,等.树脂复合减振钢板法向黏结强度与扩孔性能的试验研究[J].上海交通大学学报,2011,45(6):920-923.
[4]王勇,陈军,阮雪榆.夹层钢板冲压的成形机理与缺陷分析[J].塑性工程学报,2006,13(4):49-53.
[5]陈磊,张立文,史从学,等.减振复合钢板的成形性及其数值模拟研究进展[J].金属成形工艺,2002(5):43-45.
[6]毛小春,姚建新,翁思源.宝钢减振复合钢板[J].材料科学与工艺,2001,9(增刊):776-779.
[7]黄胜,陈军,李海波,等.加载速度和存放时间对树脂复合减振板弯曲类回弹的影响规律[J].塑性工程学报,2010,17(5):19-22.
[8]王勇,陈军,唐炳涛,等.基于有限元模拟的树脂复合减振钢板拉深成形性能预测[J].上海交通大学学报,2007,41(10):1586-1589.
[9]吕成,张国梁,张立文,等.高分子复合减振钢板的研究及其应用进展[J].机械工程材料,2005,29(3):4-6.
[10]金泉军.静音钢板的焊接性能研究[J].电焊机,2011,41(9):92-98.
Welding process of CO2arc welding of quiet steel
WANG Gang,WANG Guang,LI He,WEI Yuansheng,JIN Yutao
(R&D Center of Great Wall Motor Company,Automotive Engineering Technical Center of HeBei,Baoding 071000,China)
In this paper,the CO2arc welding ability of quiet steel has been studied,based on the requirement of assembly.Through the detection of mechanical and metallographic structure in different forms,the research reveals the welding feasibility of preresistance spot welding by comparison of joint strength and fracture mode between the primary process and improved process.The results show that the structure characteristic is the main factor to induce the weakness of the welding ability and poor stability of joint strength.The strategy of pre-resistance spot welding on the quiet steel improves the availability of CO2arc welding process and reduces the probability of the occurrence of unfavorable welding.
quiet steel;CO2arc welding;tensile test;new process;feasible analysis
TG444+.73
B
1001-2303(2016)12-0075-05
10.7512/j.issn.1001-2303.2016.12.16
献
王刚,王光,李贺,等.静音钢板CO2气体保护焊接工艺[J].电焊机,2016,46(12):75-79.
2015-11-23;
2016-05-13
王刚(1983—),男,山东滨州人,硕士,工程师,主要从事车身新材料新工艺的研究工作。
