压力管道的快速精准检测
——超声异波探伤技术原理介绍
2017-01-06朱光艺买买提艾力肉孜
■文/王 亮 朱光艺 买买提艾力·肉孜 艾 红
压力管道的快速精准检测
——超声异波探伤技术原理介绍
■文/王 亮 朱光艺 买买提艾力·肉孜 艾 红

本文介绍了超声波导波技术,并结合衍射时差法超声检测技术对压力管道进行快速精准的检测的原理。
长输管道、民用燃气、热力管道以及锅炉用管道常采用优质无缝钢管加工而成,在使用过程中常因无缝钢管原始缺陷、磨损、腐蚀、变形、裂纹等原因而发生破坏。特别是管道中存在轴向缺陷时(如裂纹、划伤、重皮、折叠等缺陷),对管道的安全运行危害很大。管道检验的常规方法存在严重的不足:逐点扫查式的工作过程导致工作量巨大,效率低下,漏检率高。对于长达数公里的管道而言,若进行全面检测,任务将是非常艰巨,且可靠性差。
近年来,一种能够进行快速、长距离、大范围、先进的管道无损检测方法,即超声导波(Ultrasonic Guided Waves)技术逐渐发展成熟。在固体中传播的超声导波,由于本身的特性,沿传播路径衰减很小,可以克服逐点扫描法的缺点进行长距离、大范围的全面检测,其检测速度快、可靠性高。在快速检测的基础上,有效利用衍射时差法超声(TOFD)检测技术对发现的有怀疑缺陷处进行精准的检测,可以实现对缺陷的精确判断和测量。
对比试样
用钢管与被检验钢管应具有相同的名义尺寸并具有相似的化学成分、表面状况、热处理状态和声学性能。制作对比试样用钢管上不得有影响探伤设备综合性能测试的自然缺陷。人工缺陷形状如图1、图2、图3:

图1 V形槽口α=60°

图2 管样试块形状示意图

图3 矩形槽口
检验纵向缺陷和横向缺陷所用的人工缺陷应分别为平行于管轴的纵向槽口和垂直于管轴的横向槽口,其断面形状均可为矩形或V形图。矩形槽口的两个侧面应相互平行且垂直于槽口底面。当采用电蚀法加工时,允许槽口底面和底面角部略呈圆形。
检测面的准备
检测时,根据需检测的管道缺陷走向,先将管子外表面任意环向或纵向50mm宽放置导波探头区域的油漆、氧化皮除去;如图6所示,以利于管子表面与探头圆弧的接触和声耦合,耦合剂采用黏度较大的机油。在发现缺陷处局部打磨管道外壁,放置导波探头。

图4
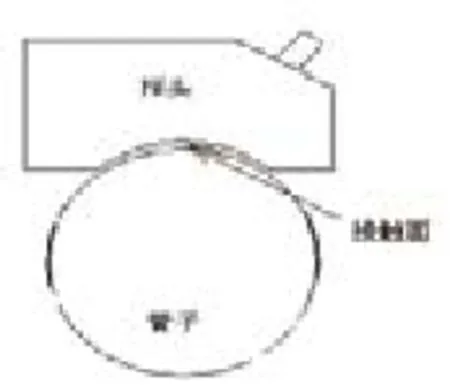
图5
图6
扫查方式
探头只需要在管道的一条线上移动,可不做前后移动。探头移动到达指定位置后,将探头翻转180°向回移动到起始位置。即完成扫查。如图4所示。
探头接触面的修磨
检测时应对导波探头接触面进行修磨,使探头接触面的曲率半径与被检测管子曲率半径之差应小于10%。探头接触面修磨后,应注意探头入射点和折射角的变化,保证导波模态不发生变化。如图5所示。对于直径大于500m m的管道,检测时可不修磨探头接触面。
通过导波和T O F D检测方法优缺点、适应性的对比研究,确定能够实现管道检测的最优方法。研究不同参数探头在不同规格管道上的检测灵敏度、信噪比以及探头参数对检验的影响,选择满足检测需要的探头。通过试验分析,确定本项目检测技术的适用范围,并绘制距离-波幅曲线。总结管道检测方法,编写相关的检测工艺。

目前就锅炉管道而言,在我国,83%以上的电力是由火力发电厂提供的。随着老机组服役时间的增长,调峰机组的增多以及新装机组参数的增高等,给热力设备的安全经济运行和维护带来许多新问题。据近期统计,热力设备事故中锅炉占60%,其中四管爆破事故占锅炉事故的65%。在美国,锅炉管道损伤也是热力发电设备可用率低的首要原因,近十年来,已发现5万多台锅炉管道损伤,相当于可用率减少60%。另外,在我国长输管道和民用燃气、热力管道更是不计其数,遍布在城市的大街小巷,这些管道的安全直接关系到老百姓的生命安全,由此可见,研究压力管道的无损检测技术,以预知隐患,对确保管道的经济、可靠运行具有十分重要的意义。
(作者单位:新疆自治区特种设备检验研究院 国网新疆电力公司电力科学研究院)

