基于改进喷头的FDM型彩色3D打印研究
2017-01-05蔡子灏朱冠华
蔡子灏,朱冠华
(广东石油化工学院 机电工程学院,广东 茂名 525000)
基于改进喷头的FDM型彩色3D打印研究
蔡子灏,朱冠华
(广东石油化工学院 机电工程学院,广东 茂名 525000)
随着FDM型3D打印技术的迅速发展,人们对其打印色彩方面的需求不断提高,但由于成本高、质量低这一技术难点,使得当前的FDM型3D打印机至今没有实现彩色(混色)打印。针对时下家用FDM型3D打印机,通过调整打印机整体结构,改变现有的单色挤出喷头设计,改进g代码切片的运算控制,自行设计了一种通过改良的挤出喷头进行混色打印的新型3D打印装置,通过精确调节进料量和进料时间运算能显著改善混色打印的质量。
FDM型3D打印;彩色打印;混色方法;喷头设计
目前流行的3D打印技术是一种在计算机中将三维stl代码文件数字化切片处理后,利用编码后逐层增材冷却定型的技术直接制造出所需物品,从而摆脱传统模具的约束实现快速而整体的成型,可以说是当前智能制造领域非常有发展前景的一种热门技术。当前的3D打印技术按照材料的划分主要分为:金属材料打印,熔融冷却的热塑性材料打印,无机粉末材料打印,特殊材料(纸质、硅胶等)。本文主要研究当今市面上最流行的FDM型3D打印机,其基本的原理是:将热塑性材料在打印喷头的输入管道内按一定温度加热成熔融状态,在送料机构的作用下,熔融的热塑性材料被从挤出喷嘴处挤压出,打印喷嘴按G代码切片中设定的三维路径运动,将可熔性热塑性材料层层叠加并最终在室温下冷却,直接形成三维实体。
1 彩色3D打印的研究概况
彩色打印可以直接产生制品外观色彩,比起单色打印更有优势,然而这也是FDM型3D打印机研究难点所在。现在市面上几乎没有能实现混色打印的3D打印机,主要有以下原因:第一,市场普遍无法接受高成本的彩色3D打印。第二,开源RepRap3D打印技术算法落后,不支持3D彩色打印。第三,单喷头彩色打印的不稳定性,色彩质量无法精确控制。第四,人工上色仍然是最优选择。因此市面上的打印机大多都是单喷头的单色层打印,无法进行调色和混色,更难以打印渐变色物件。
对于彩色3D打印的研究,当前比较典型的研究成果有:韩善灵等[1]提出TRIZ混色3D打印喷头装置的创新设计,并通过UG的有限元模块进行了温度场模拟和验证,为双进单出的挤出喷头提供了理论依据;杨来侠等[2]提出了3D打印成型技术的色彩渐变插值法,这是一种基于三原色原理的混合色系统,使得实体内部色彩渐变有了新的进展;陆敬仁等[3]在其发明专利中,选用ABS感光材料,通过感光原理与3D打印同步进行实现真彩色打印,但这种间接的思路也有其选材的局限性。工业级的3D打印机,例如:德国计算机图形研究所的Alan Brunton紫外光固化体素打印机,可以通过墨水液滴渗透进入粉末材料实现像素点形式的打印,是一种称为半色调的二维技术的三维应用。尽管这是一种突破,然而极高的成本和笨重的设备使其无法推广。
因此,针对最常见的熔融沉积型3D打印机,研究其色彩添加方法及实现设备,具有重要的理论价值和现实意义。为此,本文拟围绕此研究主题,研发一种可根据三原色调色原理实现彩色3D打印的熔融线材挤出喷头,并将其应用于开源熔融沉积型(FDM型)3D打印机,实现其熔融线材的整体混色。
2 基于三原色原理的FDM型3D打印机喷头改进
FDM型3D打印机喷头是实现彩色3D打印的关键技术,也是影响彩色3D打印质量的关键部件。
2.1 FDM型3D打印机喷头改进方案
根据相关资料[4]提出了一种多色混合的FDM型3D打印机喷头设计方案,其结构如图1所示。该喷头可以同时做到多色(4色)混色,包括中空的耗材混合腔,耗材混合腔的顶部设置有混合腔顶盖,底部设置有打印喷嘴,耗材混合腔的底壁设置有加热温控器。所述耗材混合腔的腔壁开有4个进料槽,每个进料槽内均设置有1根进料管道,每根进料管道的输出端位于耗材混合腔内,输入端与1台耗材送料器相连。
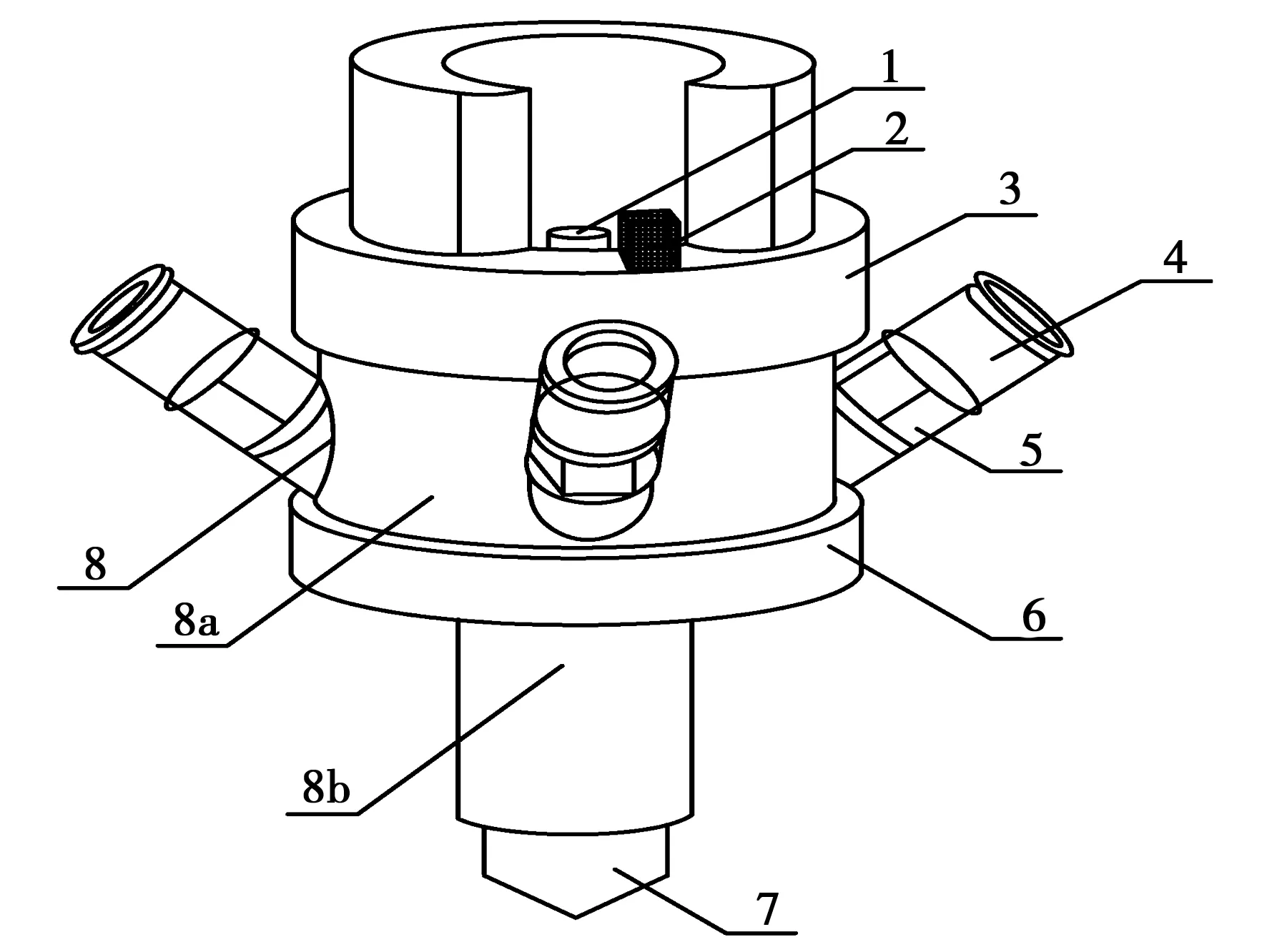
图1 多色混色喷头结构示意图Fig.1 Multi-color mixing nozzle structure diagram
这种用于彩色3D打印机的打印喷头,包括中空的耗材混合腔(8),耗材混合腔(8)的顶部设置有混合腔顶盖(3),底部设置有打印喷嘴(7),耗材混合腔(8)的底壁设置有加热温控器(6)。耗材混合腔(8)的腔壁开有4个进料槽,每个进料槽内均设置有1根进料管道(5),每根进料管道(5)的输出端位于耗材混合腔(8)内,输入端与1台耗材送料器(4)相连。
混合腔顶盖(3)的顶部设置有1台色彩比例配置精确送料控制器(2),所有耗材送料器(4)均与色彩比例配置精确送料控制器(2)电连接。混合腔顶盖(3)的底部设置有1根混合螺杆(9),混合螺杆(9)的一端穿过混合腔顶盖(3)后与1台传动装置(1)固定,另一端穿过耗材输入腔(8a)、耗材融合管(8b)后,位于打印喷嘴(7)内。
耗材混合腔(8)包括耗材输入腔(8a)和耗材融合管(8b),耗材融合管(8b)的输出端与耗材输入腔(8a)连通,输入端与打印喷嘴(7)连通。
耗材输入腔(8a)的横截面为圆形,其半径大于耗材融合管(8b)的管径。4个进料槽开于耗材输入腔(8a)的腔壁,所述加热温控器(6)位于耗材融合管(8b)的外壁底部。
打印喷头材料丝牵引装置优选为步进电机,控制算法中设置两个进料口的步进电机速度变化参数有助于进料量的粗略控制。
2.2 用于实验的简化版双进单出喷头设计方案
为了验证上述设计方案的可行性,限于实验成本,我们简化了上述的喷头设计方案,设计了一种只能做双色混合的彩色3D打印机双进单出喷头设计方案,如图2所示。

图2 用于实验的双进单出喷头结构示意图Fig.2 Schematic diagram of the double inlet and outlet nozzle used in the experiment
3 基于改进喷头的彩色3D打印实验
根据上述提出的简化版双进单出喷头设计方案,我们对单色3D打印机进行了改进及彩色3D打印实验,具体实验方案如下。
3.1 实验设备及组件参数
实验主要以Glitar系列3D打印机为主要实验设备,运用简化版的双进单出实验喷头进行实际打印,Glitar系列与三角形开源3D打印机不同是有更复杂的组成:钣金框架、18套支架、双挤出滑块、双挤出挤出块、X轴固定皮带、电路板、XYZ三轴电机、4块中央滑块、从动轮固定装置、限位器、挤出喷头组件、轴直线导轨、显示屏、温控系统组成。热床移动是沿Z轴移动的,物体定在热床上不会有XY轴方向的移动,XY轴移动由挤出喷头完成,比起开源三角形打印机,不必担心物体的滑移。而且由于只需对喷头做XY轴移动,减轻喷头移动惯性就可以调节打印精度。
Glitar系列3D打印机相关组件的参数如下:
a.光杆:Z向光杆650mm D=15mm;X向光杆580mm D=0.8mm
b.螺杆:Z向650mm M18
c.热敏电阻:考虑到常用的材料PLA打印温度(220℃),ABS打印温度(230℃)。
d.热敏电阻选择AYN-MF59-104-3950FB-1.8,头部尺寸1.8mm。
e.热床:实验时为防止打印PLA、ABS原料时产生翘边,选择加热温度范围在120℃之内即可。因此选用成本较低且符合要求的MK2A热床。
f.电源:洪鉻S-360-2A 110/220v AC 50-60HZ
g.限位器:1A 125V AC
h.步进电机选择:LD MK8 Extnider(positive) 2mm
3.2 3D打印模型切片及加工代码
Glitar系列3D打印机运用的三维软件是Repetier-Host,因内置Slic3R切片软件不兼容双色混色打印,因此选择CuraEngine作为切片软件将准备好的stl三维文件生成G代码开始自动切片(如图3所示),最终编码goced文件,我们可以逐层观察切片,控制步进电机调节出料喷头实现双色打印。但目前简单双色打印还不能将一个模型混色打印,因为一个模型只能定义一个打印头。若需要打印出多色效果,必须将一个模型分割成几个部分,再堆叠起来,定义不同的打印头才可以打印。

图3 切片效果图Fig.3 Section effect chart
3.3 双混色简化版彩色3D打印的参数设定
以常用的PLA、ABS线材为3D打印实验材料,通过多次调试,我们得出了如下双混色简化版彩色3D打印的相关参数。
a.层厚:影响打印精度。混色打印时需作混色精度与打印时间的矛盾分析:层厚大,打印速度快,精度低,颜色混合不均,产品质量粗糙;层厚小打印速度慢,精度高,混色均匀。多次实验后我们选择0.1为最佳层厚。
b.回退抽丝:可防止拉丝漏丝现象,通常选择打开。
c.填充密度设定:根据打印的时间要求折中设置为30%,数值越大,填充越密。
d.打印速度:因打印简单机件,切片路径简单,可稍微提高打印速率,引起的送料不足需加温补偿。
e.打印温度:材料熔融至理想混色黏度所使用的温度,PLA温度设定为220℃(提速补偿后),ABS温度则设定为240℃(提速补偿后)。
f.热床温度:可防止ABS树脂翘边,PLA温度设定为50℃,ABS设定为110℃。
完成上述参数设定后,我们就可以进行PLA、ABS线材预热(PLA预热至230℃,ABS预热至250℃),开始双混色3D打印。
4 实验结果与讨论
根据上述基于简化版双进单出喷头的简化版彩色3D打印实验方案,我们可打印PLA、ABS等常用的耗材,打印结果如图4所示(图中,外圈为深绿色,里面图案为浅蓝色)。进行双混色3D打印时,必须通过CuraEngline打印设置调节进料口1和进料口2的进料速度,才能完成渐变色打印。

图4 双混色3D打印的浮雕Fig.4 Double-color mixture 3D printing relief
通过多次实验,我们发现这种基于多进单出喷头的彩色3D打印机不足之处:无法解决色彩精度与均匀度的矛盾;增加色彩精度意味着需要缩小中空混合腔体积,但微体积的中空混合腔无法混合均匀(如图5所示),仍会有色块滞留存在且工作效率低;增大中空混合腔会导致色彩与色彩之间部分界限模糊渐变,只适用于色彩界限不分明的打印物。

图5 混色不均匀示意图Fig.5 Uneven color mixing diagram
当中空混合腔体积减小时,会出现混色不均的现象,可以通过降低打印速度或通过内置螺杆高速搅拌、略微升高喷头温度等解决。但这会大大提高打印的成本和时间,而这也是多进单出混色打印的矛盾之一。
5 结语
随着3D打印技术的发展,3D打印机逐渐取代传统模具工业也是大势所趋,而改进当前最为实用的FDM型3D打印机,将其升级为3D彩色打印更是当前研究的难点及热点。实验表明,基于双进单出喷头的彩色3D打印机可以完成产品的部分混色工作,但在色彩添加质量及其稳定性方面,仍然存在不少有待解决的问题。在未来会对中空混合腔做更多的改进,以解决缩小混合腔体积造成的打印混色精度与混合均匀程度之间的矛盾。
[1] 韩善灵,李志勇,肖宇,等.熔融沉积成型3D打印机混色装置的研究[J].机械设计与制造,2015,(11):116-118.
[2] 杨来侠,池雄飞,张宁芳. 三维打印快速成型技术的色彩渐变插值方法[J].西安科技大学学报,2009,(02): 214-218.
[3] 陆敬仁.使ABS料3D打印件表面生成与模型相同的色彩的一种方案[P].201310236686.X.
[4] 罗文.一种用于彩色3D打印机的打印喷头[P]. ZQ152-0228.
Research on FDM-type 3D printing based on the improved nozzle
CAI Zi-hao, ZHU Guan-hua
(School of Mechanical and Electrical Engineering, Guangdong University of Petrochemical Technology, Maoming 525000, China)
With the rapid development of FDM-type 3D printing technology, people′s demand for color printing has been increasing. However, the current FDM-type 3D printer has not realized color (blending) print due to its high cost and low quality. By modifying the overall structure of the printer, changing the existing monochrome extrusion nozzle design and improving the g code slice computing control, it has designed a new type of 3D printing through the improved extrusion nozzle printing device, which can significantly improve the quality of mixed-color printing by precisely adjusting the feed-in amount and feed-in time.
FDM-type 3D printing; Color printing; Color mixing method; Nozzle design
2016-10-11
广东大学生科技创新培育专项(攀登计划)资金项目(pdjh2016b0333)
蔡子灏(1995-),男,在读本科生。
朱冠华(1979-),男,硕士,高级工程师。
TP334.8
B
1674-8646(2016)22-0016-04