700 ℃关键部件验证试验平台用617B合金焊接接头组织和力学性能研究
2017-01-05刁旺战谭舒平欧海燕
王 硕, 刁旺战, 杨 权, 谭舒平, 欧海燕
(1.哈尔滨锅炉厂有限责任公司,哈尔滨 150046;2.高效清洁燃煤电站锅炉国家重点实验室,哈尔滨 150046)
700 ℃关键部件验证试验平台用617B合金
焊接接头组织和力学性能研究
王 硕1,2, 刁旺战1,2, 杨 权1,2, 谭舒平1,2, 欧海燕1,2
(1.哈尔滨锅炉厂有限责任公司,哈尔滨 150046;2.高效清洁燃煤电站锅炉国家重点实验室,哈尔滨 150046)
采用热丝TIG焊和手工TIG焊分别对617B合金进行焊接工艺试验,对焊接接头进行拉伸、弯曲和硬度试验,并利用光学显微镜分析了焊接接头的微观组织.结果表明:617B合金焊接接头的延展性能良好,焊接接头力学性能和硬度值均在理想范围内;焊接接头母材和热影响区组织为单一奥氏体,并且热影响区热稳定性较好,靠近熔合区的晶粒未发现长大现象,整个热影响区宽度较窄;焊缝组织为典型的胞状枝晶形态.控制层间温度和工艺参数可成功将617B合金应用到700 ℃关键部件验证试验平台上,且不需要焊后热处理.
700 ℃关键部件验证试验平台; 617B合金; 组织; 力学性能
鉴于大型高参数机组具有发电效率高、经济性高和可靠性高等特点[1-2],大规模、高效率和高参数发电机组已经成为我国电力规划所明确的优先发展对象.从技术上看,提高火电机组的主蒸汽温度和再热蒸汽温度是提高其热效率的最有效途径[3],也是火电技术未来核心的研究和发展方向.目前,超超临界燃煤发电技术的主蒸汽温度已经达到600 ℃等级[4].与之相比,700 ℃超超临界锅炉技术的供电效率将由约44%提高至48%~50%,煤耗可降低40~50 g/(kW·h),相应减少粉尘、NOx、SO2等污染物以及CO2温室气体的排放量约14%,因此,700 ℃超超临界锅炉技术的开发应用对于实现我国火电结构优化和技术升级、保证能源工业可持续发展具有重要意义.而700 ℃验证试验平台的建立及运行是700 ℃超超临界锅炉技术走向实际工程应用必不可少的一个关键技术环节.700 ℃超超临界试验平台项目炉内高温部件由三大锅炉厂分别制造,形成700 ℃关键部件验证试验平台,宿主机组是华能南京电厂的2号机组.本文涉及的主要部件为过热屏及炉顶管部件.
笔者重点对700 ℃关键部件验证试验平台用617B合金的性能进行研究,包括焊接工艺参数、焊接接头力学性能和硬度以及焊接接头微观组织等.通过该试验平台的制造,掌握了617B合金在700 ℃超超临界锅炉制造中的实验数据和宝贵的制造经验.
1 产品结构
管屏整体结构为U形,长度为16 870 mm,宽度为824 mm,结构如图1所示.每屏由4排管子组成,材料包括镍基合金及SA-213 T92,管子之间以镍基活动夹块及密封板等附件连接.钢管规格为外径44.5 mm,壁厚10 mm,管间节距为54 mm,弯头的弯曲半径R=250 mm,所有弯头在同一平面内,不存在空间弯.
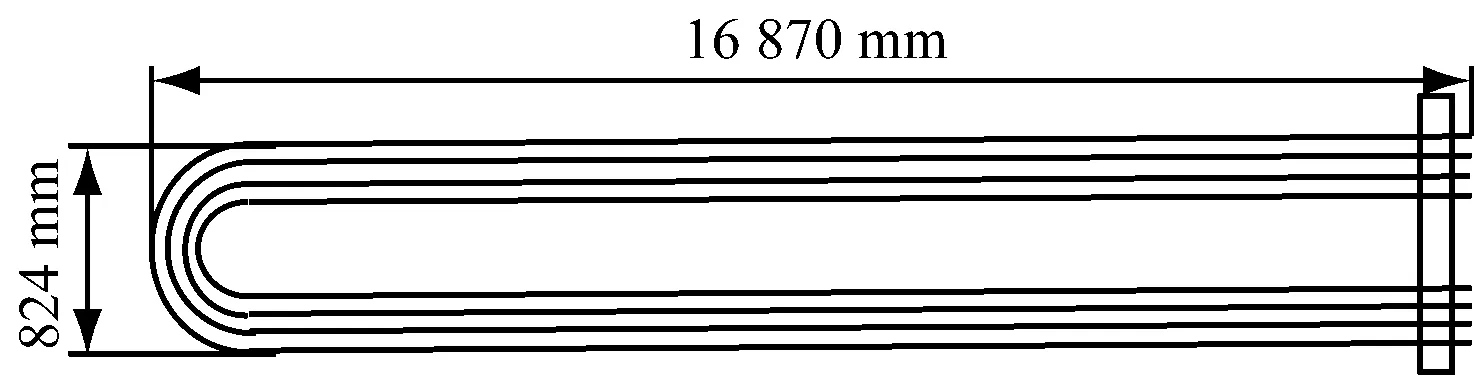
图1 管屏整体结构
2 试验材料及焊接工艺
2.1 试验材料
试验材料为617B合金,钢管规格为外径44.5 mm,壁厚10 mm.交货状态为固溶热处理状态,固溶热处理温度为1 180 ℃,钢管的主要化学成分见表1.试验采用TIG焊,Therminat 617焊丝规格为直径1.0 mm和直径2.4 mm,其化学成分和力学性能试验结果见表2和表3.
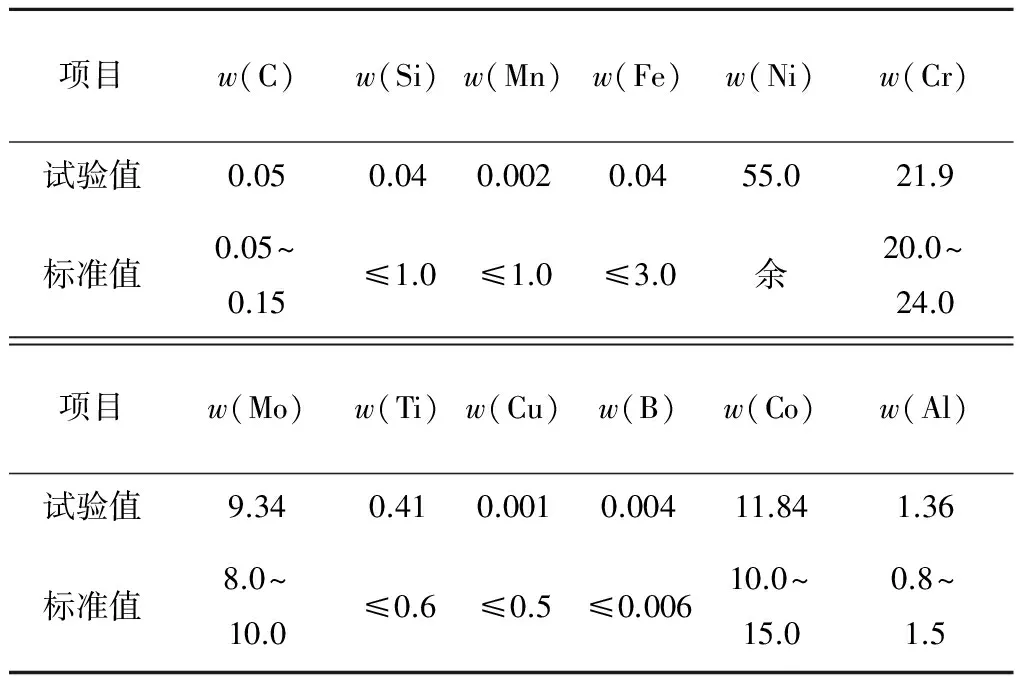
表1 617B合金钢管的主要化学成分
表2 Therminat 617焊丝的主要化学成分
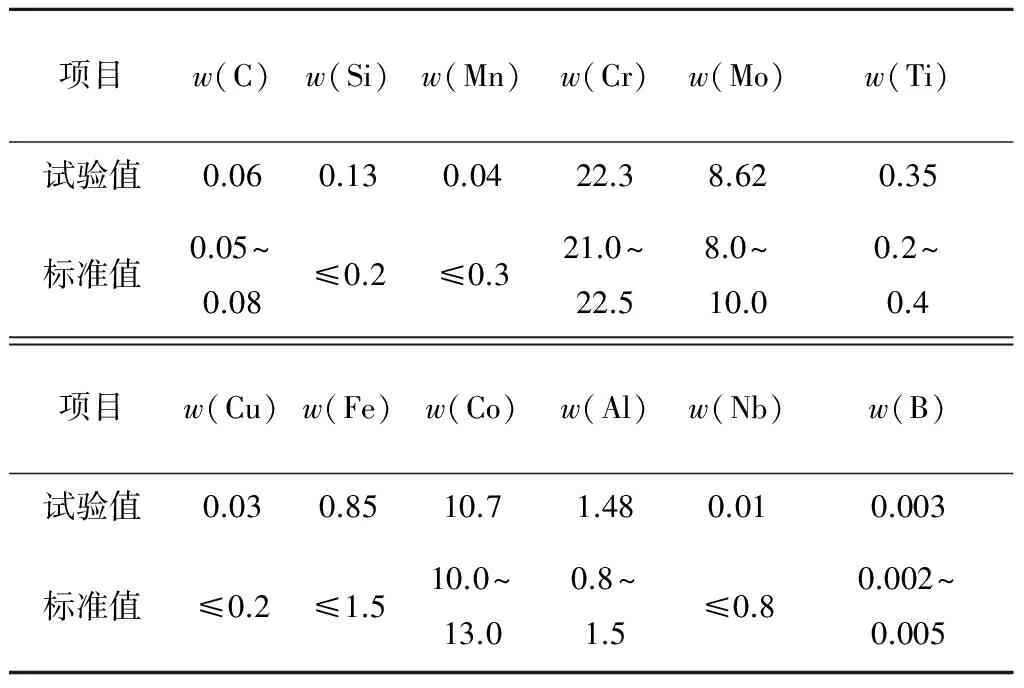
Tab.2 Chemical composition of welding material Therminat 617 %
2.2 焊接工艺
2.2.1 手工TIG焊
手工TIG焊(M-GTAW)一般采用单面V形坡口,坡口角度为60°,间隙为2.0~3.0 mm,其坡口如图2所示.焊前将坡口表面及两侧15~20 mm范围的钢管表面进行打磨,并清除油污、氧化膜和锈蚀等,露出金属光泽.装配时,将管子垫置牢固,不得在管道上焊接临时支撑物.
焊接时不需要预热,层间温度≤150 ℃,焊接参数见表4.为防止焊缝根部氧化,在打底焊第一层焊缝时,应在管子内部充氩气.充氩气时应将一侧进行封堵以形成密闭的气室,在第一层焊接即将结束时应在封堵侧留有一定的间隙.
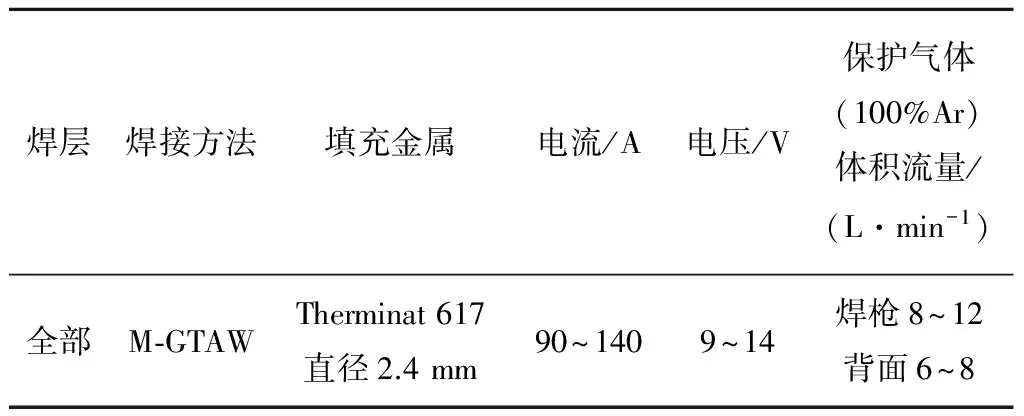
焊层焊接方法填充金属电流/A电压/V保护气体(100%Ar)体积流量/(L·min-1)全部M⁃GTAWTherminat617直径2.4mm90~1409~14焊枪8~12背面6~8
2.2.2 热丝TIG焊
热丝TIG焊(H-GTAW)采用的坡口如图3所示,在焊前需要对坡口两侧20 mm范围内去除氧化皮、油污等污物,且焊前不进行预热,焊后不需要热处理.热丝TIG焊的焊接参数见表5.
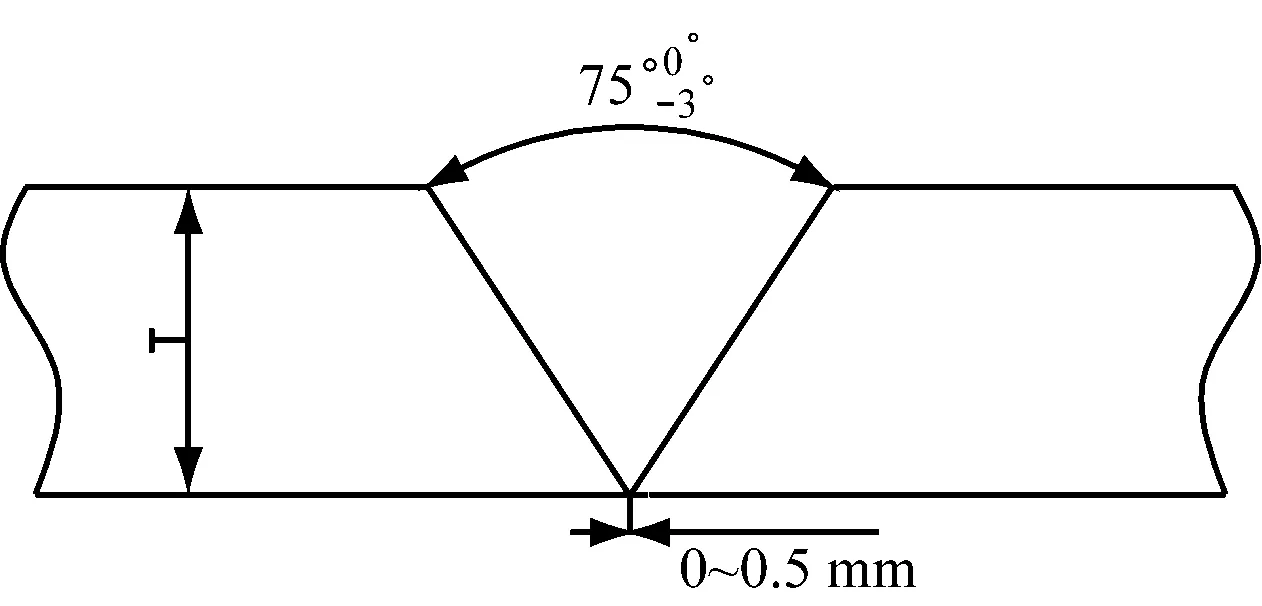
图3 热丝TIG焊坡口示意图
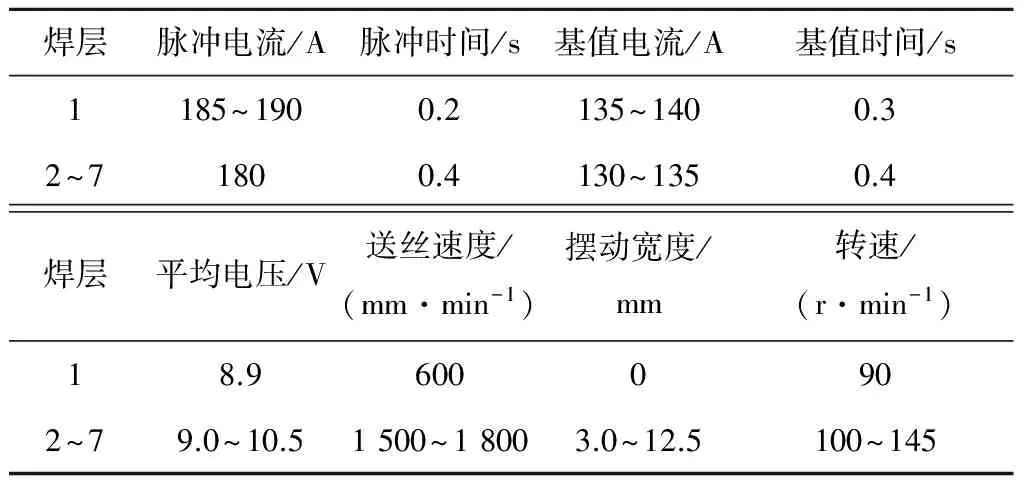
焊层脉冲电流/A脉冲时间/s基值电流/A基值时间/s1185~1900.2135~1400.32~71800.4130~1350.4焊层平均电压/V送丝速度/(mm·min-1)摆动宽度/mm转速/(r·min-1)18.96000902~79.0~10.51500~18003.0~12.5100~145
3 结果与分析
3.1 焊接接头力学性能分析
采用M-GTAW和H-GTAW 2种焊接方法对617B合金钢管进行焊接,焊缝表面成型良好.对同种钢焊接接头进行力学性能试验和弯曲试验,结果见表6.其中,经过焊后热处理的试样抗拉强度明显高于未经过焊后热处理的试样,并且断裂位置均在焊缝处.热丝TIG焊和手工焊接的抗拉强度值相近.试样的弯曲试验结果均满足标准要求,表明617B合金焊接接头的延展性能良好.由焊接接头力学性能试验结果可知,采用TIG焊并严格控制层间温度和工艺参数可以获得合格的焊接接头性能.
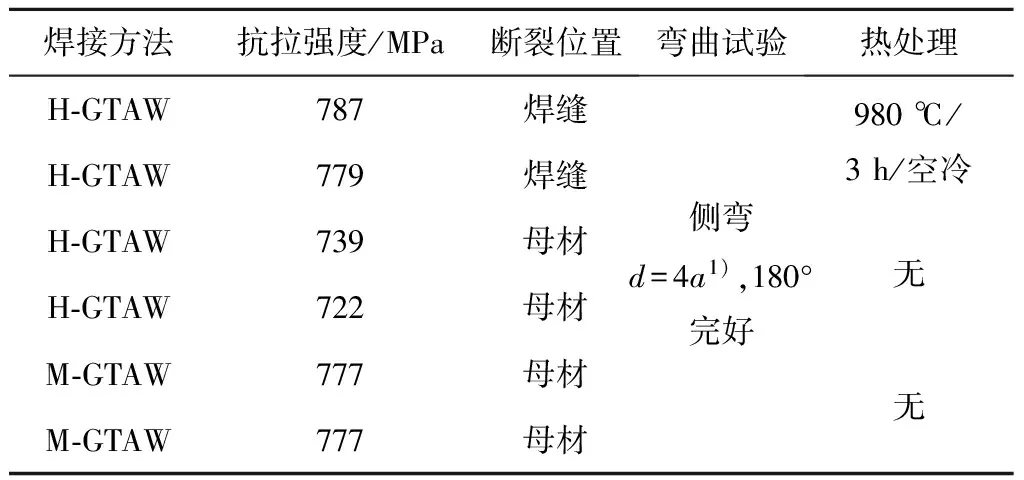
表6 焊接接头力学性能和弯曲性能试验结果
注:1)d为弯曲直径;a为试样厚度.
3.2 焊接接头组织分析
采用光学显微镜对617B合金母材、焊缝和热影响区的微观组织进行观察,均未发现缺陷,组织形貌见图4.由图4可知,母材组织为单一奥氏体,奥氏体晶粒尺寸不均匀,母材组织存在一定的孪晶.焊缝金属组织为典型的胞状枝晶形态,在奥氏体晶界和枝晶界分布有析出相,其热影响区组织为单一的奥氏体,由于在焊接过程中严格控制热输入,因此在靠近熔合区的晶粒并未发现明显的长大现象,并且整个热影响区的宽度很窄.
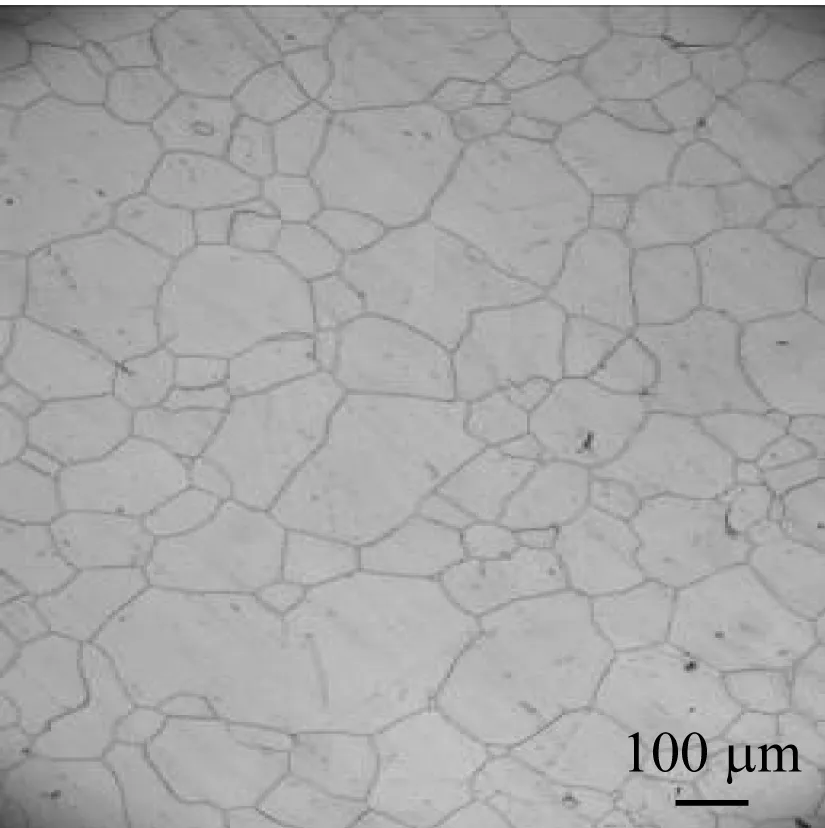
(a) 母材
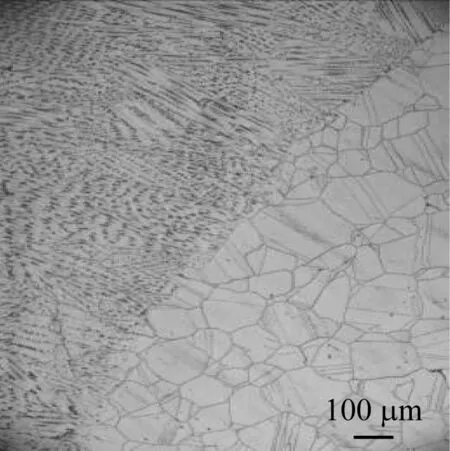
(b) 热影响区
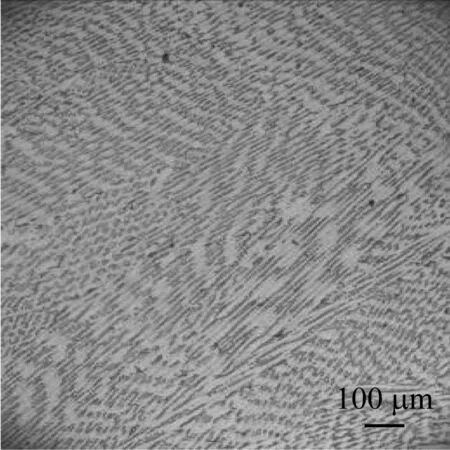
(c) 焊缝
3.3 焊接接头硬度分析
图5为617B合金焊接接头显微硬度分布图.由图5可知,焊后采用980 ℃空冷3 h热处理的接头焊缝和热影响区的显微硬度要低于焊后未进行热处理的显微硬度.焊后未进行热处理的接头硬度最高达240 HV10,虽然高于母材和热影响区的硬度,但仍处于较佳的范围.
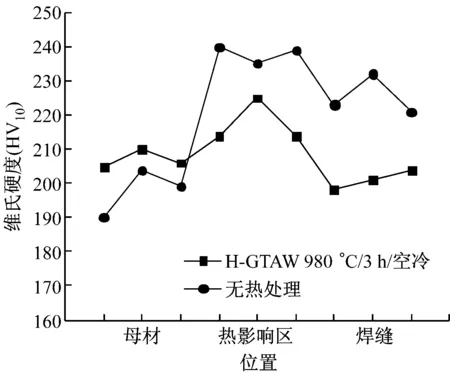
图5 焊接接头显微硬度
4 结 论
(1)617B合金可焊性良好,Thermanit 617焊丝的工艺性良好.
(2)617B合金焊接接头的室温拉伸性能和弯曲性能良好.焊缝显微硬度高于母材和热影响区,但试验值仍在合理范围内.
(3)617B合金焊缝组织为典型的胞状枝晶形态,热影响区的宽度很窄.
(4)617B合金在700 ℃关键部件验证试验平台制造过程中可以焊接后不进行任何热处理.
[1] 蒋敏华, 黄斌. 燃煤发电技术发展展望[J]. 中国电机工程学报, 2012, 32(29): 1-8.
JIANG Minhua, HUANG Bin. Prospects on coal-fired power generation technology development[J]. Proceedings of the CSEE, 2012, 32(29): 1-8.
[2] 王东雷, 张鹏. 1 200 MW等级超超临界机组可行性研究[J]. 电力建设, 2015, 36(2): 131-136.
WANG Donglei, ZHANG Peng. Feasibility study on 1 200 MW ultra-supercritical unit[J]. Electric Power Construction, 2015, 36(2): 131-136.
[3] 林富生, 谢锡善, 赵双群, 等. 我国700 ℃超超临界锅炉过热器管用高温合金选材探讨[J]. 动力工程学报, 2011, 31(12): 960-968.
LIN Fusheng, XIE Xishan, ZHAO Shuangqun,etal. Selection of superalloys for superheater tubes of domestic 700 ℃ A-USC boilers[J]. Journal of Chinese Society of Power Engineering, 2011, 31(12): 960-968.
[4] 王珏, 董建新, 张麦仓, 等. 700 ℃以上超超临界电站锅炉过热器管材用典型镍基合金的平衡析出相规律[J]. 北京科技大学学报, 2012, 34(7): 799-807.
WANG Jue, DONG Jianxin, ZHANG Maicang,etal. Equilibrium-phase precipitation behaviors of typical nickel-base alloys for 700 ℃ advanced ultra-supercritical boiler tubes[J]. Journal of University of Science and Technology Beijing, 2012, 34(7): 799-807.
Microstructure and Mechanical Properties of 617B Welded Joint for
Test Platform of 700 ℃ Critical Components
WANGShuo1,2,DIAOWangzhan1,2,YANGQuan1,2,TANShuping1,2,OUHaiyan1,2
(1. Harbin Boiler Co., Ltd., Harbin 150046, China; 2. State Key Laboratory of Efficient and Clean Coal-fired Utility Boilers, Harbin 150046, China)
Welding procedure tests of alloy 617B were conducted respectively by hot wire and manual TIG process, and the welded joints were subsequently researched by tensile, bending and hardness test, while the microstructure of welded joints was analyzed by means of optical microscope. Results show that the welded joint of alloy 617B has good ductility, and its mechanical properties including hardness values are within allowable range. The microstructure in base metal and heat affected zone is of the single austenite type, and good thermal stability is found in the heat affected zone; the grain size is found not to grow near the fusion line and the width of heat affected zone is narrow; the microstructure of the weld metal has the typical cellular dendrite morphology. The 617B alloy can be successfully applied to the test platform for 700 ℃ critical components by appropriately controlling the interpass temperature and welding parameters without post weld heat treatment.
test platform for 700 ℃ critical component; 617B alloy; microstructure; mechanical property
2016-01-18
王 硕(1986-),男,黑龙江肇东人,工程师,硕士研究生,研究方向为材料研究与应用. 杨 权(通信作者),男,高级工程师,本科,电话(Tel.):13845076542;E-mail:y81825q@163.com.
1674-7607(2016)10-0849-04
TG142.1
A 学科分类号:430.10
