现代清梳联的工艺优势及应用
2017-01-04徐丰军赵云波倪敬达
徐丰军,赵云波,倪敬达
(青岛宏大纺织机械有限责任公司,山东 青岛 266001)
现代清梳联的工艺优势及应用
徐丰军,赵云波,倪敬达
(青岛宏大纺织机械有限责任公司,山东 青岛 266001)
为了提高纺纱质量、效率和品种适应性,从开松度调整、除杂效率、适纺性、能耗及智能化程度等方面详细介绍青岛宏大清梳联的工艺优势;根据市场原料及对成纱质量指标的要求,在纺纱难度较大的纺涤纶、差别化纤维和长绒棉三个品种上,通过清梳联机台配置优化、开发品种适应性更好的主机和辅机;用实例对比分析纺化纤、纤维素纤维和棉细号纱清梳联的工艺流程和技术措施。指出,青岛宏大清梳联能够适应棉、各种化纤、差别化纤维环锭纺、涡流纺、气流纺纺纱品种高产、高质的需要;在保证质量指标的前提下,通过清花和梳棉主机相关工艺配置的突破,进一步提高清梳联、梳棉机产量。
清梳联;清花单机;梳棉机;气流除杂;除杂效率;纤维损伤;棉结增长率;短绒增长率;智能化;能耗;稳定性
1 清梳联工艺优势
1.1 开松适度,开松度调整方便
根据纺纱原料和纺纱工艺要求,每套清花线可以配置0~5台开松设备(青岛宏大多仓混棉机可以跳过清棉机直接给梳棉机供棉,纺有些原料可以不用开松设备),往复抓棉机抓手、单轴梳开棉机打手、各风机都采用变频调速,调速方便,满足不同原料、不同纺纱工艺要求[1]。
1.2 除杂效率高
纺棉时,根据不同含杂情况,配置不同的主机组合和上机工艺,清花线除杂效率可以达到40%~80%,梳棉机除杂效率超过90%,清梳联除杂效率超过96%,确保生条质量和成纱质量[2]。
1.3 清花棉结增长率低,梳棉机棉结去除率高
通过合理的主机配置和上机工艺,清花线棉结增长率根据不同原料、不同纺纱工艺要求可控制在30%~50%;纺高档精梳品种时,梳棉机棉结去除率可达到88%以上,一般普梳品种在70%~85%。
1.4 纤维损伤少,短绒增长率低
清花流程中,在各单机工艺结构、工艺配置、主机组合的保证下,清花短绒增长率控制在1%以内;梳棉机工艺结构合理,工艺配置、器材选配恰当,梳棉机短绒率可以控制在负增长1%~7%。
1.5 适纺性广
通过不同的主机、辅机配置,工艺保证,既可纺棉,又可纺化纤及各种差别化纤维。
1.6 低能耗、省电
所有打手和风机均采用变频调速。清花、梳棉实际耗电分别为额定功率的35%和60%。梳棉风箱增加变频器后节能数据见表1。对于1机2线纺棉流程,梳棉风机用量为10台时,每年可节约电能为15 400 kW·h。
表1 输棉风机增加变频器后节能数据

流程输棉风机数量/台非变频功耗变频功耗节省电能(kW·h)·a⁃11机2线纺棉1030800029260015400
1.7 智能化程度高
清花流程所有风机、打手都采用变频器控制,工艺调整方便;智能化连续给棉系统,清花到梳棉机的供棉压力根据清梳联工况自动调节,确保供棉压力稳定,进而保证清梳联系统的长期稳定;梳棉机主要工艺调整点机外可调[3]。
1.8 安全装置多
a) 除金属装置有6处:抓棉机肋条、FT225A型、AMP3000型、多仓出口、主除杂机、梳棉机给棉罗拉。
b) 防火装置有3处:AMP3000型、AMP119F 型、AMP119AII型。
c) 排除重物装置有5处:FT225A型、FT124A型、FA125B型、AMP3000型、FT218型。
2 纺化纤技术措施及应用实例
2.1 技术措施
青岛宏大纺化纤清梳联工艺流程:JWF1009(1011)型往复抓棉机→FT225A型强力磁铁→FT247F(B)型重物分离器→FT124A型重物分离器→FT217型纤维分离器+JWF0007-70型重物分离器→JWF1033型八仓混棉机→JWF1115(-160)型精开棉机(根据工艺要求可以跳过)→JWF1203/1211/1213/1215型梳棉机单元组。
针对各种化纤原料的特点、近年原料发展情况,以及纺纱形式、纱线质量的要求,确保清梳联纺化纤高产、高质。青岛宏大清梳联采取了以下工艺措施。
a) 清花各单机、棉箱、梳棉机过棉通道、输棉管道采用特殊处理的不锈钢、铝合金、镀锌钢板、塑料件等材料,消除化纤原料静电、油剂等对纤维输送、转移的影响,确保纤维输送顺畅,转移适度、稳定。
b) 合理的、成熟的清花单机间及清花到梳棉机间供棉压力参数,确保不同纺纱品种、不同纺纱工艺要求的化纤以合理的速度、形态在清梳联各单机间输送。
c) 清花各单机、棉箱、梳棉机的各罗拉、打手处都针对化纤原料易塞花、缠花问题,进行了优化改进设计,解决了该问题。
d) 清花流程和棉箱在确保原料开松度的情况下,对纤维损伤小,棉结、短绒增长率低。
e) 青岛宏大多仓混棉机采用无打击部件的三重混合形式,在确保原料混合的情况下,对纤维无打击损伤,可减少棉结、短绒产生;清棉机为大直径、梳针式打手,在保证足够开松度的情况下,对纤维损伤小;棉箱为大直径、螺旋型梳针打手结构,开松度好,纤维损伤小。
2.2 工艺措施
梳棉机纺化纤品种工艺措施如下。
a) 给棉罗拉采用合作开发的特殊规格针布,
确保给棉部位喂入顺畅、稳定,保证给棉罗拉、给棉板间的握持力,进而保证给棉罗拉和刺辊间的开松度及梳棉机生条质量的稳定。
b) 刺辊到锡林、锡林到回转盖板、回转盖板到锡林、锡林到道夫各转移点转移区、隔距和气流配合,根据化纤原料特点进行了优化配置,确保化纤原料在各关键工艺点的转移适度、稳定。
c) 各部位梳理器材通过大量工艺试验摸索出纺化纤品种适用性更强的梳理器材规格,确保高质、高产。
d) 针对化纤原料特点和工艺要求,各部位工艺速度,突破了传统工艺速度配置,形成了一套高产、高质的上机工艺。
e) 整机牵伸工艺调整方便,从锡林刺辊比、剥棉罗拉到道夫、上下轧辊到剥棉罗拉、胶圈到上下轧辊、大压辊到胶圈、圈条器小压辊到大压辊等各部位牵伸,可根据化纤原料、工艺要求的情况灵活调整。
f) 针对化纤原料静电、油剂的情况,在大压辊处出条部位,配置导条轮结构,避免化纤同导条钩摩擦产生静电的问题。
JWF1211型、JWF1213型梳棉机纺化纤产、质量指标见表2。
表2 JWF1211型、JWF1213型梳棉机纺化纤产、质量指标

梳棉机型号产量/(kg·h⁃1)出条速度/(m·min⁃1)生条棉结(手拣)/(粒·g⁃1)USTER2013公报/%JWF121145~6565~85160~210190~2400255~25JWF121360~8080~120140~190180~2600255~25 注:原料为大化纤,原料中回花含量小于5%。
2.3 纺化纤技术应用实例
2.3.1 应用案例1
福建某客户纺制涤纶18.2 tex、14.6 tex品种,成纱质量见表3。
JWF1211型梳棉机,出条速度为215 m/min;产量为67 kg/h;棉结(手拣)为0~2 粒/g;USTER条干CV值为2.5%~3.2%。
表3 纺制涤纶18.2 tex、14.6 tex成纱质量

纺纱品种/tex18.214.6条干CV/%11.311.8细节/(个·km⁃1)23粗节/(个·km⁃1)68棉结/(个·km⁃1)45
2.3.2 应用案例2
山东某客户纺涤纶14.6 tex纱,成纱质量见表4。
JWF1211型梳棉机,出条速度为220 m/min;产量为66 kg/h;棉结(手拣)为0~2 粒/g;USTER条干CV值为2.7%~3.5%。
表4 纺制涤纶14.6 tex成纱质量
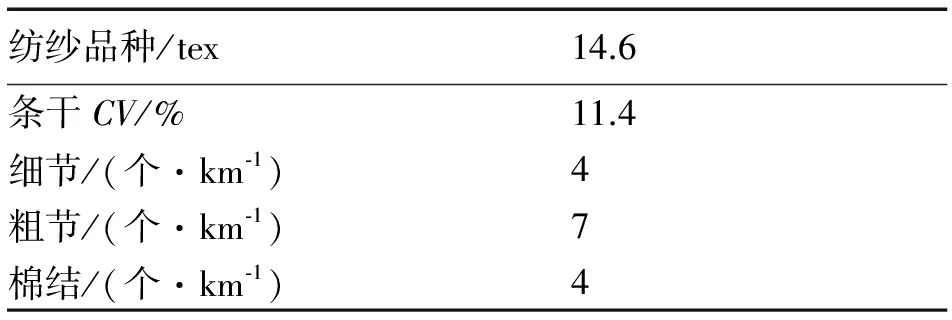
纺纱品种/tex14.6条干CV/%11.4细节/(个·km⁃1)4粗节/(个·km⁃1)7棉结/(个·km⁃1)4
3 清梳联纺纤维素纤维技术措施及应用案例
3.1 技术措施
纤维素纤维属于化纤的一种,除具有化纤的共性外,还具有其自身特点。清梳联纺纤维素纤维除了纺化纤的工艺措施以外,还进行了其他方面的工艺突破,两者的工艺流程相同。
a) 由于纤维素纤维在打击过程中容易形成棉结及纤维损伤,根据工艺需要及青岛宏大多仓混棉机的独有优势,清花流程可以跳过精开棉机、清棉机,直接通过多仓混棉机给梳棉机棉箱供棉,减少清棉工序打击产生的棉结及纤维损伤,进而减少生条、成纱棉结。
b) 根据所纺纤维素纤维的特性,对清花各单机间供棉压力、清花对棉箱的供棉压力、棉箱排风压力、棉箱压力,进行特殊配置,确保纤维输送过程中顺畅、稳定。
c) 棉箱给棉罗拉、梳棉机给棉罗拉、针布采用特殊设计的专用规格和材料,确保合适的纤维喂入效率。
d) 刺辊、锡林、固定盖板、回转盖板、道夫、剥棉罗拉、针布配套采用专用的不同品种纤维素纤维技术规格,保证适度、稳定的分梳度及转移率[4]。
e) 根据纤维素纤维转移效率低的特点,梳棉机前部各部位牵伸不同程度降低了牵伸倍数,有些部位甚至降到约0.8倍,确保棉网在梳棉机前部各部位间转移稳定、可靠,保证棉网的高质量、清晰度,进而确保生条、成纱的质量指标。JWF1211型梳棉机纺纤维素纤维产、质量指标见表5。
3.2 应用案例
江苏某客户生产天丝品种一(赛络集聚纺9.7 tex)、天丝品种二(赛络集聚纺9.7 tex),纺纱参数与成纱质量见表6。
表5 JWF1211型梳棉机纺纤维素纤维产、质量指标

项目产量/(kg·h⁃1)出条速度/(m·min⁃1)生条棉结(手拣)/(粒·g⁃1)USTER2013公报/%粘胶40~6060~7060~70(OE)70~100(OE)160~210180~220180~220200~240044455~500~2525~50天丝、莫代尔30~6070~1802/ 注:原料为大化纤,原料中回花含量小于5%;天丝包括A、A100、B、LF。
表6 纺天丝9.7 tex纱成纱质量对比

成纱质量天丝品种一工艺一天丝品种二工艺二条干CV/%12.911.9细节/(个·km⁃1)33粗节/(个·km⁃1)3528棉结/(个·km⁃1)4639 注:工艺一出条速度为150m/min,产量为41kg/h;工艺二出条速度为170m/min,产量为46kg/h。
JWF1211型梳棉机,出条速度为150 m/min和170 m/min;产量为41 kg/h和46 kg/h;棉结(AFIS)为4 粒/g~8 粒/g;USTER条干CV值为2.6%~3.6%。
4 清梳联纺棉细号纱技术措施及应用案例
4.1 纺棉细号纱(小于7.3 tex)技术措施
细号纱的原料主要为长绒棉或长绒棉和高质量细绒棉混纺,是最有市场竞争力的品种。纺纱领域的棉细号纱清梳联工艺,是青岛宏大同安徽华茂、无锡一棉、淄博鲁泰等纺纱厂专家一块摸索、试验,最终定型的。
长绒棉为皮棉,杂质较大、较重极易形成棉结,对清梳联工序提出了挑战,既要减少纤维损伤、降低棉结,又要把该去除的杂质除掉,还要保证适当的开松度[5]。青岛宏大纺棉细号纱(小于7.3 tex)清梳联工艺流程如下。
JWF1009(1011)型往复抓棉机→FT225A型强力磁铁→FT247F(B)型重物分离器→FT124A型重物分离器→FT217型纤维分离器+JWF0007-70型重物分离器→JWF1107(1109)型单轴流开棉机→JWF1033型八仓混棉机→JWF1115(-160)型精开棉机(根据工艺要求可以跳过)→JWF1203/1211/1213/1215型梳棉机单元组。
a) 除杂工艺采用了多道无打击的气流除杂设备,充分利用棉流输送的气流,做到早落、少碎、气流除杂,清花流程根据工艺需要配置3~6道气流除杂设备,尽量提高气流除杂效率。
b) 往复抓棉机、单轴流开棉机打手速度变频调节,调节开松度方便,根据工艺需要可以跳过清棉机直接通过多仓混棉机给梳棉机供棉,尽量减少纤维在清花流程中的打击,减少棉结产生、纤维损伤。
c) 刺辊、锡林、盖板速度适宜,可根据长绒棉的特点,在保证开松度、梳理度的情况下,减少纤维损伤,做到棉结、短绒、杂质兼顾。
d) 梳棉机主要分梳器材,如刺辊、锡林、固定盖板、回转盖板、道夫、剥棉罗拉、针布,选用分梳度好、纤维损伤小、转移率高的技术规格,确保在梳棉机高产的情况下,保证适度的分梳度以及高且稳定的转移率。
e) 梳棉机各部位落棉根据长绒棉原料的特点,进行了优化分工,在保证高产生条质量指标的情况下,减少了总落棉率,增加了落棉含杂率;产量在40 kg/h~50 kg/h的情况下,梳棉机落棉率控制在约5%,落棉平均含杂率约25%,显著提高了经济效益。JWF1211型、JWF1213型梳棉机纺棉细号纱(小于7.3 tex)产、质量见表7。
表7 两种型号梳棉机纺棉细号纱(小于7.3 tex)产、质量指标
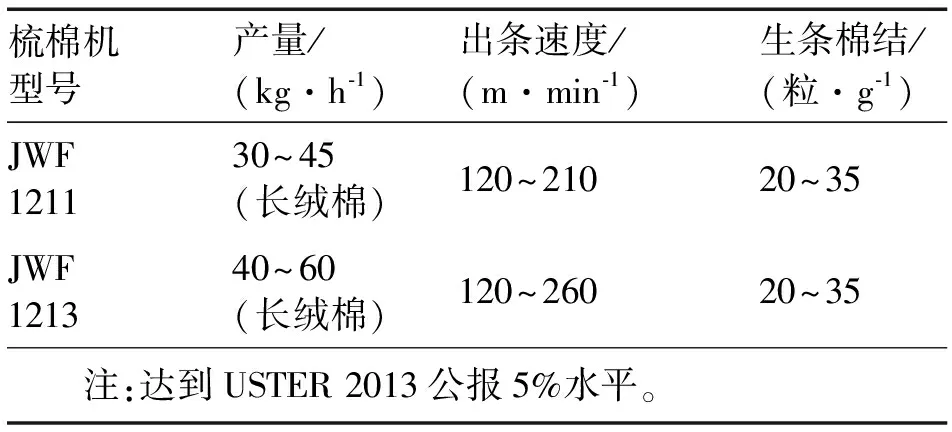
梳棉机型号产量/(kg·h⁃1)出条速度/(m·min⁃1)生条棉结/(粒·g⁃1)JWF121130~45(长绒棉)120~21020~35JWF121340~60(长绒棉)120~26020~35 注:达到USTER2013公报5%水平。
4.2 应用案例
4.2.1 案例1
山东某客户纺制棉精梳7.3 tex、5.8 tex品种,成纱质量见表8。
JWF1211型梳棉机,出条速度为150 m/min;产量为40 kg/h;棉结(AFIS)为25 粒/g~30 粒/g;USTER条干CV值为3.1%~4.2%。
表8 纺制棉精梳7.3 tex、5.8 tex纱成纱质量

纺纱品种/texCJ7.3CJ5.8条干CV/%12.613.1细节/(个·km⁃1)38粗节/(个·km⁃1)3657棉结/(个·km⁃1)4972
4.2.2 案例2
安徽某客户纺制棉精梳7.3 tex品种,具体成纱情况见表9。
JWF1213型梳棉机,出条速度为230 m/min;产量为51 kg/h;棉结(AFIS)为21 粒/g~28 粒/g;USTER条干CV值为3.5%~4.3%。
表9 纺制棉精梳7.3 tex纱成纱情况

纺纱品种/texCJ7.3条干CV/%12.4细节/(个·km⁃1)4粗节/(个·km⁃1)32棉结/(个·km⁃1)44
5 结语
经过20多年潜心研发、优化改进及品种适应性攻关,青岛宏大清梳联能够适应棉、各种化纤、差别化纤维环锭纺、涡流纺、气流纺纺纱品种高产、高质的需要。
青岛宏大将在常规品种上继续优化改进主机机构、流程配置、工艺配置及自动化、智能化,开发工艺性、智能化更好的清花设备和梳棉机,将清梳联产量、质量,可靠性、稳定性再上一个台阶;开发专用基础件、专用工艺和专用设备,突破现有清梳联工艺思路,继续引领清梳联发展潮流。
[1] 王喜文,金浩昌,李红玉,等. 梳理用针布的技术进步及其配套应用[J].纺织器材,2007,34(1):21-23.
[2] 秦贞俊.现代梳棉机梳理技术的发展[J].棉纺织技术,2006,34(2):61-64.
[3] 张晓生.透析中国清梳联市场[J].纺织导报,2005(3):22-28.
[4] 费青.国产新型梳棉机的特点及其应用[J].棉纺织技术,1995,23(1):10-15.
[5] 李妙福,苏馨逸.清梳联工艺的矛盾、规律和若干问题[J].纺织导报,2004(2):38-44.
The Technological Advantages and Application of
Modern Blow-card Combination
XU Fengjun,ZHAO Yunbo,NI Jingda
(Qingdao Hongda Textile Machinery Co.,Ltd.,Qingdao 266001,China)
To improve spinning quality,efficiency and adaptability,starting with regulation of opening degree,blowing efficiency,spinability,energy consumption and intelligentization,introduction is made to Qingdao Hongda Textile Machinery Co.,Ltd. regarding the edge of the blow-card combination,considering the demand of market raw materials on yarn quality,main frames and auxiliaries with better adaptability are introduced through configuration of the blow-card combination in the difficult spinning processes of varieties of polyester,differential fiber and long stapled cotton.Contrastive analysis is done of processes and technical measures of spinning synthetic fiber,cellulose fiber and cotton fine yarn.It concludes that the blow-card combination made in Qingdao Hongda Textile Machinery Co.,Ltd.meets the needs of ring spinning,vortex spinning,air spinning of varieties of cotton fiber,synthetic fiber,differential fiber with high yield and high quality.Under the premise of quality insurance,improving process configuration breakthrough of processes in blowing and carding further improves the yield of blow-card combination.
blow-card combination;single blow unit;card;air blowing;blowing efficiency;fiber damage;cotton linter growth;short fiber growth;intelligentization;energy consumption;stability
2016-06-15
徐丰军(1975—),男,山东青岛人,工程师,主要从事梳棉机设计开发、棉纺工艺及分梳器材方面的研究。
TS104.7
B
1001-9634(2016)06-0028-05