纸浆模塑制品的生产与设计要点
2016-12-30黄昌海
黄昌海
纸浆模塑制品是一种采用植物纤维浆或废纸等再生浆作为基料,利用独特工艺和专门助剂,在定型的专用网模上压制成型的一类立体纸类产品,通过模具造型的变化,可以生产出多种结构的纸包装产品或纸类物品。纸浆模塑制品也称纸模或纸托,主要应用于鸡蛋、鲜果及小型电子类产品的运输缓冲包装,也可以制成医用器皿、育苗花盆等。
纸浆模塑制品生产流程及模具
纸浆模塑制品生产流程如图1所示。在纸浆模塑制品整个生产过程中,必不可少的一种工具就是模具。纸浆模塑制品在不同工序使用的模具有所不同,主要有吸浆成型模具、热压整型模具和定位切边刀模具3种。后两种模具要视纸浆模塑制品要求而定,但吸浆成型模具是制作纸浆模塑制品必不可少的一种模具。
纸浆模塑制品设计要点
纸浆模塑制品设计包括结构设计和模具设计,这是纸浆模塑制品生产前的一个重要环节,尤其是制作工业品的缓冲包装时,更为重要。
虽然纸浆模塑制品与发泡泡沫制品均可用于产品的缓冲包装,但两者的缓冲机理不同。发泡泡沫制品缓冲性能主要依靠发泡材料自身较大的弹性系数,而纸浆模塑制品的弹性系数较小,其是通过结构变形或破坏时吸收外部冲击的能量来达到缓冲保护的目的,所以其缓冲性能很大程度上取决于自身合理的结构。因此,纸浆模塑制品结构设计的基本要求是,在保证其成型过程能顺利进行的前提下,使其具有较高的整体强度和良好的缓冲性能。目前纸浆模塑制品的结构设计没有太多理论,主要依赖于设计者的经验,或者通过有限元软件做一些模拟。在此,笔者就不过多讨论纸浆模塑制品具体的结构设计,而是主要介绍纸浆模塑制品的设计要求及注意事项。
1.设计要求
一般来说,纸浆模塑制品结构设计需要满足3个要求,即定位要求、缓冲承重要求和结构合理要求,同时还要考虑生产工艺的特点。
(1)定位要求
纸浆模塑制品结构设计首先需要考虑的就是内装产品的要求、外形、尺寸及外包装物的内部尺寸。为保证内装产品在外包装内具有良好的固定,以免在搬运过程中发生移动、晃动等情况,要求纸浆模塑制品与内装产品之间要有足够的固定承接面,其具体形状、大小应与内装产品的形状、大小相适应,以保证接触贴切、尺寸准确;同时还需适当考虑人工包装产品时的操作合理性、简洁性。
影响纸浆模塑制品定位设计的要素主要有脱模斜度、接触面位置。其中,脱模斜度越大,内装产品在纸浆模塑制品中越容易晃动;接触面位置尺寸的计算也很重要,但很多时候在计算接触面位置尺寸时,会忽略脱模斜度,从而造成包装时内装产品与纸浆模塑制品之间过松或内装产品无法放入。
脱模斜度对接触面位置的影响如图2所示。可以看出,脱模斜度的大小会影响内装产品与纸浆模塑制品接触面位置的间隙。所以如果尺寸定义的是纸浆模塑制品上部或下部位置,那么中间接触面的尺寸就需要特别计算好,以免间隙过大。
需要注意的是,定位要求不仅仅是利用纸浆模塑制品的正面空间对内装产品进行定位,也可以考虑利用其背面结构对内装产品进行定位。很多电子类产品除了主体部件外,还会有一些零配件和附件。这些零配件和附件基本上是有地方放置即可,这就可以充分利用纸浆模塑制品背面空间进行定位处理。例如,图3为采用上下结构的纸浆模塑制品正面对吸尘器的主体进行缓冲保护,图4为采用纸浆模塑制品上部的背面空间为吸尘器的零配件和附件进行定位。
(2)缓冲承重要求
纸浆模塑制品因其自身纸基材料的弹性系数小,受到外力冲击时易发生弹性变形,这就需要设置一些空腔结构,空腔结构可吸收一定的冲击能量,从而达到缓冲保护的作用。空腔结构的设置要充分注意纸浆模塑制品在结构上的合理性,避免因结构过于复杂而造成模具制造的麻烦和脱模转移的困难。虽然纸浆模塑制品空腔结构的设置是增加其强度的主要方法,但如果其在一定厚度时,强度就达到了极限值,这就需要增加其厚度来增强其强度。一般厚度在1.0~3.0mm即可,对于一些无缓冲承重要求仅用于定位的纸浆模塑制品来说,厚度在0.8mm即可,或因设备能力选择更低的厚度。
(3)局部结构的合理处置
纸浆模塑制品在成型时浆料的浓度较低,一般在1%以下,纤维容易沿垂直方向流动,造成局部纤维产生絮聚现象,此时需在纸浆模塑制品的垂直方向设置一定角度的脱模斜度,通常为1°~5°,即可有效减少和消除这种缺陷,而脱模斜度的设计也有利于湿纸模的脱模和转移。
此外,在纸浆模塑制品的各个拐角处,都应采用适当的圆弧过渡,尽量避免直角和锐角相接,以消除这些部位应力过于集中而造成局部损坏。通常结构间过渡圆角半径为3mm,外观结构圆角半径为10mm。
2.模具与纸浆模塑制品之间的尺寸设计关系
不能忽略的一点是,模具设计要与纸浆模塑制品设计同步,这是纸浆模塑制品结构设计的基础。模具设计的要点是:先设计整型模,再设计成型模;先设计下模,再设计上模。
模具与纸浆模塑制品之间的尺寸设计关系总结如下。
(1)整型模
整型模下模模芯尺寸等于纸浆模塑制品的外部尺寸,而整型模上模模芯尺寸等于整型模下模尺寸加上纸浆模塑制品厚度以及需要预留的间隙尺寸,预留间隙主要是为了方便脱模,一般预留间隙为0.5mm即可。
(2)成型模
成型模利用环氧树脂倒模制作而成,其下模模芯尺寸等于整型模上模尺寸乘收缩率再加上网线厚度。其中,收缩率是指热整型处理过程中,成型后的纸浆模塑制品因水分挥发以及纸浆层被压实后而导致的尺寸收缩,通常为3%左右。一般成型模下模都会采用40~60目的钢丝网线包裹整个模具,所以对于成型模下模模芯尺寸的计算就需要考虑网线厚度。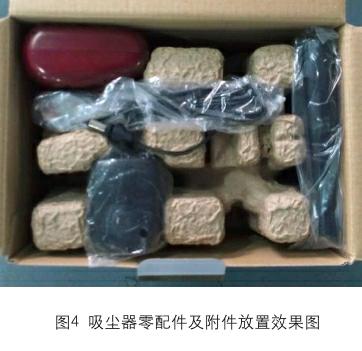
3.纸浆模塑制品与瓦楞纸箱之间的设计关系
纸浆模塑制品主要是作为缓冲材料对内装产品进行保护,通常都会配合瓦楞纸箱进行整体设计。其主要包装结构形式有左右结构、上下结构、前后结构及全包裹结构。纸浆模塑制品与瓦楞纸箱配合设计时,在空间间隙预留上与缓冲泡沫有所不同,这与纸浆模塑制品本身的结构有关。例如,图5所示为吸尘器头部及其配套的纸浆模塑制品,该纸浆模塑制品为左右结构,将产品套装好后放置在瓦楞纸箱内,装箱效果如图6所示,其上部空间主要用于放置其他零配件及附件,通常会采用瓦楞纸板隔开后放置。
值得一提的是,纸浆模塑制品大部分都有翻边结构设计,脱模斜度也不小,这使其空间在空隙预留上可以略小一些,加上内装产品与纸浆模塑制品内部配合时也相对较松,所以无须预留太多,3mm左右即可。
其实,纸浆模塑制品十多年前经历过一次发展高峰,但因其工艺及应用范围的局限性,未能得到长足发展。近年来,随着纸浆模塑制品生产工艺的改进以及功能助剂的研发与应用,其应用领域逐步扩展到一些消费电子产品的销售包装,实现了销售与保护双重功能;同时也扩展到一些家具领域,成为纸质家具的“新成员”。相信未来纸浆模塑制品的应用空间会越来越广。
