C300分布式系统在粘胶厂废气回收中的应用
2016-12-20安民
安民
(唐山三友集团兴达化纤有限公司,河北唐山063305)
C300分布式系统在粘胶厂废气回收中的应用
安民
(唐山三友集团兴达化纤有限公司,河北唐山063305)
霍尼韦尔新一代分布式控制系统C300在粘胶厂废气回收中的应用,废气回收运行安全稳定。
废气;分布式控制系统;DCS;组态
0 概述
粘胶短纤作为天然可再生纤维素纤维是我国纺织行业的重要基础原料,但是在其生产过程中会释放出大量的二硫化碳和硫化氢等有害气体,随着我国环保工作的不断加强,粘胶纤维厂废气处理的水平将直接影响企业的生产经营及发展。该废气回收项目采用台湾长美有限公司活性碳吸附工艺,通过霍尼韦尔过程控制系统C300自控技术,对公司三、四、五线及中试线生产线产生废气中的二硫化碳气体进行回收处理。项目投运后,系统运行稳定、操作安全可靠,废气指标优良,循环经济效益显著。
1 工艺简介
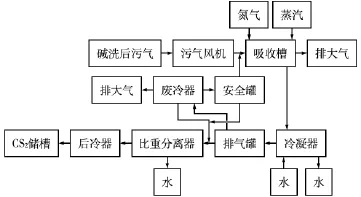
图1 碳回收工艺简图
二硫化碳回收工艺简图如图1所示,车间废气经过碱洗系统对硫化氢气体进行处理,当硫化氢浓度降至20×10-6以内,温度保持在40℃以下,在污气风车作用下进入吸收槽,经过活性炭吸附二硫化碳后的气体直接排入大气,活性炭达到饱和后的吸收槽进入解析,通过氮气将吸收槽内空气置换后,通入蒸汽使活性炭中的二硫化碳形成气体,再利用二硫化碳沸点低的特性,使蒸馏气先后通过两个列管式换热器进行冷凝降温,冷凝下来的液体进入比重分离器,利用二硫化碳的比重大于水,在比重分离器内,二硫化碳与水分层,分离出来的二硫化碳进入储槽回收;经过两次冷凝后未冷凝下来的蒸馏气则通过安全罐进入污气风车出口风道,重新返回到吸收槽吸附,保证了系统的达标排放。运行一段时间后,吸收槽由于内部活性炭积累了一定量的硫,为保证吸收效率需要进行脱硫脱酸处理,再生后的吸收槽可重新投入运行。
吸收槽运行步骤:进气→所有阀关→惰气→去着→释压→干燥→冷却→排气。主要工艺步骤作用如下。
(1)惰气。吸收槽活性炭吸附饱和后进行解析,通入氮气将吸收槽内的空气置换,避免去着时通入蒸汽后二硫化碳在高温条件下与空气接触发生爆炸。
(2)去着。吸收槽经过氮气置换后通入蒸汽,利用蒸汽高温将活性炭中的二硫化碳解析,形成二硫化碳气体,方便回收。
(3)干燥。去着后的活性炭初步恢复了吸附能力,但是由于使用蒸汽解析使之含有大量水分,堵塞了活性炭的微孔,影响吸附效果,因此需要新鲜风机送入95~100℃热风进行干燥。
(4)冷却。进行干燥后的活性炭温度较高,为避免进气后废气发生危险及影响吸附效果,需要使用新鲜风机通过自然风将活性炭温度降至50℃以下。
2 控制系统构成
霍尼韦尔新一代分布式控制系统C300,采用以Honeywell专利技术开发的容错以太网路(Fault Tolerant Ethernet)驱动与思科(Cisco)交换技术完美结合,突破以太网瓶颈实现优先级选择。利用Honeywell C300控制的碳吸附DCS图如图2所示,其中,SwitchA、SwitchB是互为冗余的交换机,当其中一台故障,系统可以正常运行;ServerA、ServerB是互为冗余的服务器,系统程序及数据库通过服务器下装至C300控制器,其中ServerB为主实时数据库;C300 1-P为主CPU,C300 1-S为辅CPU,负责全局过程控制;STN01、STN02为互为冗余工作站;FTE Yellow为主通信网线,FTE Green为辅通信网线,冗余网络允许所有的单点故障,允许部分的多点故障。
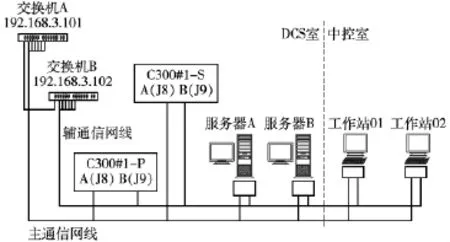
图2 碳吸附DCS结构图
2.1 硬件配置
废气回收系统处理CS2废气能力为120 000 m3/h,根据工艺要求,DCS系统配置241个模拟量输入点(AI),11个模拟量输出点(AO),463个开关量输入点(DI)和69个开关量输出点(DO)点,合计784个点,其中控制回路460个。依据以上数据,配置相应硬件:4个操作站,其中2个为服务器供工程师使用,2个为操作站供操作员使用;CPU柜和电源柜各1面,8面控制机柜,采用1对C300控制器(均为冗余)。
2.2 软件配置
ServerA、ServerB服务器上安装Windows server 2008 R2(64-bits)作业系统,STN01、STN02工作站安装Windows 7(64-bits)作业系统,是操作员用来与服务器进行通信,获得工厂实时信息和进行实时操作的接口。ServerA、ServerB除了具有STN01、STN02工作站的功能外,还提供了从控制器,IOLIM和ACE节点直接获得过程数据,报警和消息的信道。本套废气回收系统共设26幅工艺界面,编程组态软件采用Control Builder。
2.2.1 配置C300控制器
(1)打开Control Builder组态软件。
(2)点击File→New→Controllers→C300-Controller(2I/O Links)增加C300控制器。
(3)配置C300组态数据,点击C300→至C300属性界面,配置控制器名称,配置所属区域、是否冗余,C300供电电池是否允许报警等。
(4)展开C300,双击“控制执行环境CEE”打开其属性,配置“Tag Name为CEEC300。
(5)配置IOlink。双击第一个IOlink,打开其属性。将I/O family设置为“SERIES_C_IO_TYPE”。
2.2.2 组态C系列I/O卡件
(1)点击File→New→I/O Modules→Series_C_IO→AI-HL High Level Analog Input,输入名称,组态AI卡件。
(2)点击File→New→I/O Modules→Series_C_IO→DI-HV High Voltage digital Input,输入名称,组态DI卡件。(3)分配AI卡和DI卡给Series_C_IOLINK。(4)将卡件下装到C300控制器。
(5)将卡件激活(I/O变为绿色,表示已经激活)。
2.2.3 程序组态
(1)在Control Builder中,打开Project/monitor窗口。
(2)选择File→New→Control Module,创建一个新的CM。(3)双击空白区域。
(4)在Main标签页中,编辑 main标签页的参数。(5)分配新加CM到CEEC300中。
2.3 程序下装
(1)在CEEC300中选中需要下装程序,点击下装按钮,在警告对话框中点击Continue,选中Automatically Change…(此操作将会在下装完成后使点的状态变为ACTIVE)。
(2)进入monitoring tree将所下装程序激活,如果此点已经激活(绿色),忽略下一步,如果此点状态为非激活(蓝色),执行下一步。
(3)激活此点,右击此点,选择Activate→Selected Item(s)andContent(s),点击Yes,观察已经变为绿色,表示其已经被激活。
3 结束语
霍尼韦尔分布式控制系统C300在120 000 m3/h废气回收项目中的应用一年来,运行稳定,控制可靠。特别对控制程序进行了断电测试,可以可靠停止在故障前步骤,确保了运行的安全性。值得注意的是,由于过程控制系统增加了通信干扰检测功能,运行中对干扰的反应灵敏,C300分布式控制系统的接地系统应严格要求按照设计落实做好。
[1]郑秀梅.粘胶短纤维40 000 m3/h废气处理与回收技术[J].人造纤维,2009,39(3):25-26,11.
[2]蒋巨兵,马浩,耿志明,等.Honeywell EPKS C300系统在PVC装置中的应用[J].聚氯乙烯,2009,37(12):31-35.
[3]张杰,马翔.DCS在聚甲醛装置上的应用[J].科技传播,2011,(24): 102,105.
〔编辑 凌瑞〕
TQ340.9
B
10.16621/j.cnki.issn1001-0599.2016.11.44
