烟包夹包机夹包检测装置改进
2016-12-20李四新刘华阳
李四新,刘华阳
(河南中烟工业有限责任公司黄金叶生产制造中心,郑州450016)
烟包夹包机夹包检测装置改进
李四新,刘华阳
(河南中烟工业有限责任公司黄金叶生产制造中心,郑州450016)
统计与分析夹抱机故障频次较高的问题,发现夹抱机故障中“夹具夹紧超时”的故障频次最多,总故障时间最长。为此,进一步分析该机构检测原理和装置原材料特性,发现夹紧检测装置设计存在“信号不同步”缺陷,是造成夹抱机“夹具夹紧超时”故障的主要原因。改进夹紧检测装置,更换检测开关,“夹具夹紧超时”的故障次数降低,故障处理时间减少,设备生产效率提高。
卷烟制造;夹包机;夹包检测装置;行程开关;改进
0 前言
物流中心原料配方库夹包机由国内公司设计制造,其主要功能是将200 kg烟包与托盘组合和分离,方便烟包进出高架库,入库区域和出库区域各有两台夹包机,是原料库的关键设备,它的稳定运行是原料库顺利完成生产任务的前提。但该机组存在设计缺陷,在实际生产中出现,烟包夹具已经将烟包夹紧,但是检测装置却不能准确检测到夹紧信号,出现“夹具夹紧超时”故障报警,同时,检测装置结构复杂,维修过程费时费力,导致设备有效作业率低下,影响设备正常生产。针对设备问题原因,对重复出现的问题通过技术改造加以解决,彻底排除故障隐患,提高设备运行效率。
1 夹包机夹紧检测装置故障分析
1.1 夹抱检测装置的工作原理
当烟包夹抱机进行夹抱作业时,旋转机构带动挡板做旋转运动,由半闭合状态改变为张开状态,挡板触动机械式行程开关,使开关常开触点闭合,发出夹抱到位信号后,再进行提升作业,动作流程见图1;夹抱机松开时,复位弹簧顶(拉动或弹动)动通轴运动,将挡板恢复到原位,等待下一次动作,动作流程见图2。
1.2 夹抱检测到位装置结构
进行夹抱作业时,设置有物料夹紧到位检测装置,检测到物料夹紧信号后才能将物料提起。检测装置如图3所示,当设备工作时,两个夹紧夹具在气缸的带动下向烟包靠近,首先接触烟包的旋转装置,带动设置有复位弹簧通轴和挡板向行程检测开关侧移动,触发机械式行程开关,检测到位后,夹包机抱起烟包,向前运动,烟包到达托盘上方后,夹具在气缸的作用下放开烟包,旋转装置在复位杆的弹簧作用离开行程开关,烟包释放完毕。
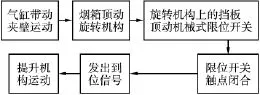
图1 夹抱烟包动作流程
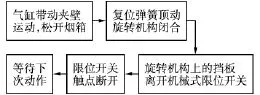
图2 松开烟包动作流程
夹具在气缸作用下执行夹紧动作,如果行程检测开关未被触发,夹包机显示“夹具夹紧超时”故障;夹具在气缸释放后,如果行程检测开关未复位,夹包机显示“夹紧限位超时”故障。通过夹包机故障统计,发现“夹具夹紧超时”的故障次数最多,月平均总故障时间最长,总故障时间为380 min,占夹抱机故障总时间的62%。可见,导致夹抱机故障时间较长的主要原因是“夹具夹紧超时”故障,减少该故障频率,就可以快速提高夹包机的有效作业率。
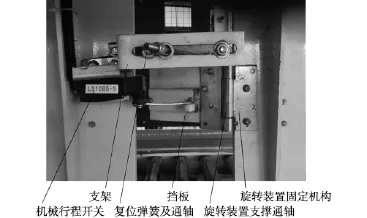
图3 检测装置示意图
1.3 夹具夹紧超时原因分析
(1)机械式行程开关选型不当。
(2)夹包检测装置存在设计缺陷,动作复杂且运行不稳定。
2 制定改造方案
机械式行程限位开关在实际生产中,是将行程限位开关安装在预先安排的位置,当装于生产机械运动部件上的模块撞击行程开关时,行程限位开关的触点动作,实现信号的切换。因此,限位开关是一种根据运动部件的行程位置而切换电路的电器,限位开关广泛用于各设备的行程控制和进行终端限位保护。设备自带的机械式行程开关由德国Turck公司制造,动作可靠,自身不存在质量问题,如前所述,机械式行程限位开关适用于不经常动作的终端限位保护,不适合频繁动作的位置检测,再加上为机械式行程限位开关设计的夹包检测装置结构复杂,动作不可靠,因此需要对检测开关重新选型,提高设备可靠性,降低故障率。
维修人员依据目前的检测技术,准备选用光电开关或感应开关,并从可靠性、可行性和经济性等方面进行了对比分析(表1)。漫反射光电开关的检测变化行程距离最小为5~10 mm,而夹抱机夹具由松开到夹紧距离变化<5 mm,对光电开关的安装方式要求较高,由于作业现场粉尘较大、烟末较多,容易产生误动作,接近开关检测的是金属挡板,不受环境影响,且检测动作变化范围在5 mm以内,因此综合各项因素决定采用接近开关,并对检测机构进行改进。

表1 光电开关和感应开关可行性对比评分表分

图4 安装的感应开关
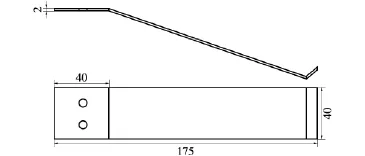
图5 新设计感应装置
3 改进夹包检测装置
(1)安装金属接近开关。拆除原来的机械行程开关,在夹壁上安装支架固定金属接近开关,感应距离也可以随现场实际情况进行调整(图4)。
(2)设计感应挡板。拆除原有检测触发装置,重新设计、加工感应挡板(图5)。选用不锈钢弹簧板,一端用固定装置固定在夹壁上,一端加工成折角与烟箱接触,当夹壁夹抱烟箱时,固定在夹壁上的弹簧板与烟箱接触,烟箱顶动弹簧板挡板向外移动,并调整感应开关前后距离到合适位置,弹簧板外移到位即触动开关,弹簧板复位,感应开关断开,压紧释放动作可靠(图6)。
(3)调试感应开关(图7)。当夹具夹紧时,簧片与接近开关的距离<3 mm时,接近开关被触发;当夹具松开时,簧片与接近开关的距离>5 mm,此时,接近开关不应被触发。
4 改进效果

图6 改进后夹壁位置检测机构
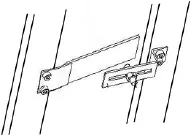
图7 接近开关位置图
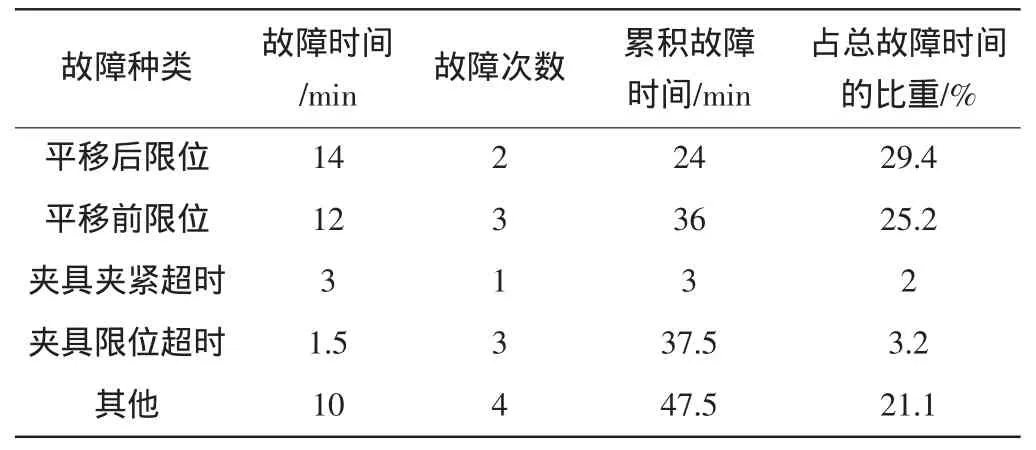
表2 夹抱机月平均故障统计
改进后又对夹抱机的总故障进行了统计(表2)。经过技术改造,夹抱机夹具夹紧超时故障时间占夹抱机总故障时间的2%,达到了预期的效果。经过一段时间的运行,又将以上成熟的改造方案推广应用到其他3台夹包机上,经过近半年的观察,成功降低了夹抱机故障率,缩短了夹抱机故障总时间,同时减少了操作工和维修工的工作量,也使原料配方库的出入库效率有了较大的提高。
5 结束语
目前,技术人员已经将该项技术申请了专利,并获得批准,该类夹包机在国内多家烟草加工企业使用,具有很高推广价值。
〔编辑 凌瑞〕
TS43
B
10.16621/j.cnki.issn1001-0599.2016.11.28
