基于PLC的塑料盆自动修边机控制系统设计
2016-12-19建华张正亚周斯加李峰平
建华,张正亚,周斯加,李峰平
(温州大学机电工程学院浙江省激光加工机器人重点实验室,浙江温州 325035)
基于PLC的塑料盆自动修边机控制系统设计
(温州大学机电工程学院浙江省激光加工机器人重点实验室,浙江温州 325035)
为解决塑料盆生产过程中修边工序存在的不足,本文给出了一种基于PLC的塑料盆自动修边机电气控制系统的设计方案,编制了PLC控制软件,包含触摸屏控制系统以及配套的PLC程序设计.样机制成后,实验表明,该自动修边机对塑料盆的修边效果良好.
PLC;修边机;塑料盆;气动控制
在工业模型制品生产过程中,压模的缝隙上易形成一层流失胶,使得模型制品在边缘产生“胶边”,虽然“胶边”问题在前期不是很明显,但随着模具的磨损,“胶边”现象会逐渐显现出来.塑料盆在生产中产生的“胶边”,严重影响了其美观以及销售额度[1-2].走访很多企业后发现,目前市场上塑料生产企业对于该问题的处理方法大致分为两种:一种是采用人工刀片处理,另一种就是不予处理.人工修边耗时费力,效率低下,目前关于自动化修边工艺的研究又很少[3],因此,该问题一直困扰着塑料生产企业,迫切需要寻求一种自动化解决方案.本文研发的塑料自动化修边机能很好地解决以上问题,特别是对大型塑料盆生产企业而言,效果更加显著,可以有效降低劳动强度、提高生产效率、性价比高,适用于多类塑料制品修边生产企业,具有广阔的市场前景.
1 自动修边机主体结构
自动修边机主体结构(如图1所示)由定位模块机构、送刀模块机构、移跺模块机构构成.其中,定位模块机构包含托举气缸、步进电机、真空吸盘、空心圆筒等元件.送刀模块机构包含元件有升降气缸、直线导轨、步进电机、丝杠等.移跺模块机构包含元件有无杆气缸、抓取气缸、真空吸盘等.修边机结构示意图如图2所示.
2 基于PLC电气控制系统设计
2.1 硬件的选型
系统PLC机选用三菱FX1N-40MT-001型,为晶体管型,共24点输入、16点输出,可进行高速运算.触摸屏选用MCGS TPC1061Ti型.步进电机选用57BYG250C型,力距1.8 N·m.驱动器选用THB7128型,输入电压9–32V,输出电流0.5–3.0A,最大脉冲细分25 600步/转.限位开关选用HV-155-1C25型,气缸磁性开关选用SMC D-A93,红外传感器选用E18-D80NK型.
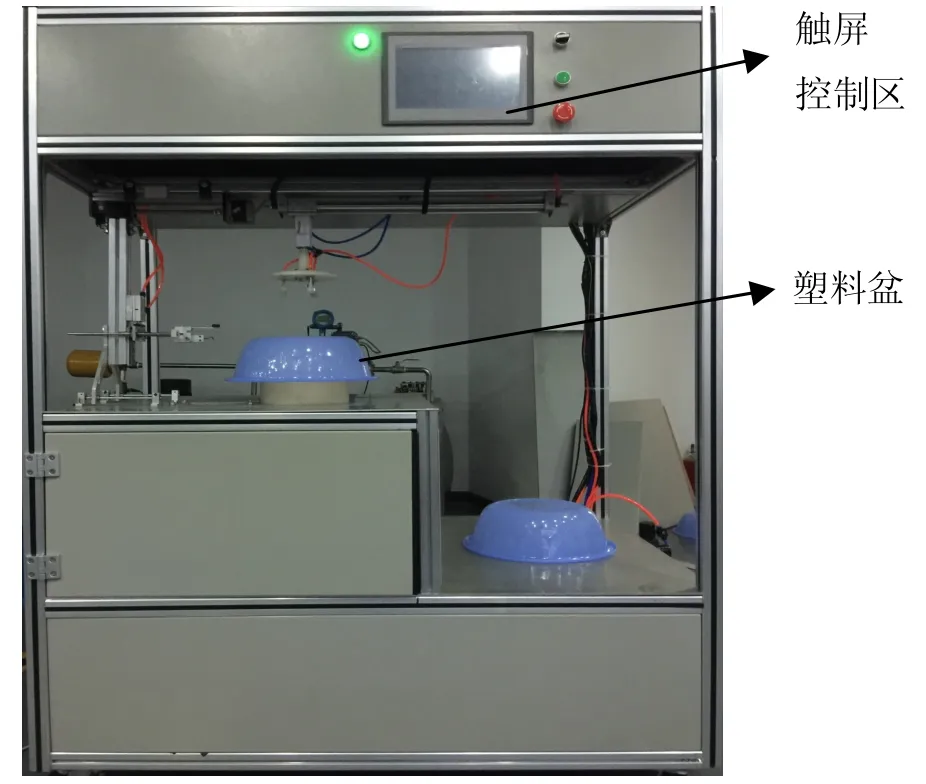
图1 修边机主体结构
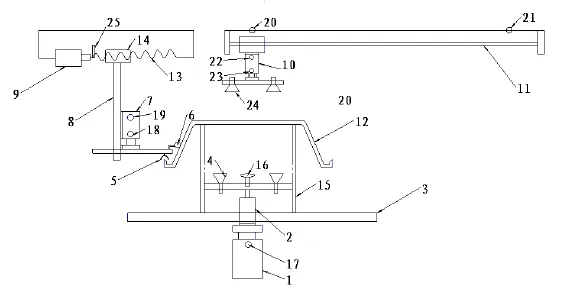
图2 修边机结构示意图
2.2 修边控制系统工作原理
修边机控制系统主要由触摸屏、PLC、定位模块、送刀模块、移跺模块组成.为了实现各模块的功能要求,本文将MCGS组态软件作为上位机的监控软件,PLC为现场控制器,各限位开关、传感器信号通过PLC送入上位机实现对修边运行过程的监测[4].上位机将控制信号送入PLC中,各模块功能机构按程序要求动作,进而实现对修边过程的控制[5-6].基于PLC的修边机电控系统工作原理图如图3.
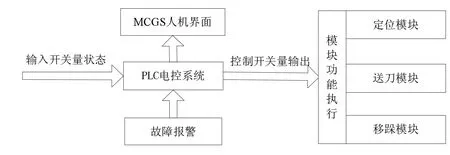
图3 基于PLC的修边机电控系统工作原理图
2.3 气动系统设计
根据修边机气动控制功能要求,需要4个执行气缸,均采用双作用气缸,各气缸均使用单电控二位五通电磁阀控制.真空吸盘6个,每组3个串联,一组用于塑料盆吸紧,一组用于塑料盆的移跺,用于移跺的吸盘组带有弹簧,可以实现柔性抓取,每组用一个二位三通电磁阀控制[7-9].修边机气路控制回路如图4所示.
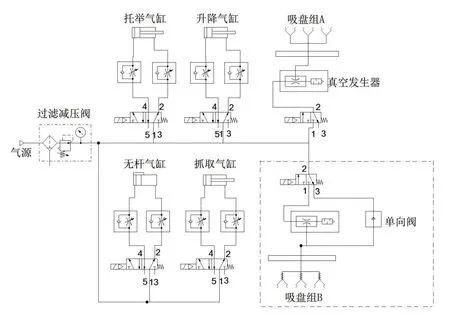
图4 修边机气路控制回路
在塑料盆被释放自由下落堆垛的过程中,由于吸盘中真空不能被充分快速破坏[10],导致盆不能及时被释放,使得堆垛的整齐效果受到影响,故气路中还需加上吹气功能,如图4中虚线框内所示.具体方法是从二位三通电磁阀的工作口2进气,电磁阀的工作口1与真空发生器的进气口相连,电磁阀工作口3接到单向阀的进气口,单向阀的出气口与吸盘组B的进气口连通.
2.4 电气设计指标及功能实现
1)设备工作电源电压:220×(1±10%)V,(50±1)Hz,设备的绝缘电阻≥5 MΩ.
2)设备生产节拍:1 600–2 000个/8小时(产品规格在25–50 cm的情况下).
3)修边范围:直径在25–50 cm的塑料盆.
4)设备可实现下列功能:操作系统断电保存数据、显示送到电机的行程、电机的转速、加工的时间、生产的数量、生产节拍以及当设备故障时设备自动停止运行.
2.5 基于PLC的电控系统设计
修边机控制系统是由多个元件协同工作完成,其中包括电磁阀、步进电机驱动器、PLC、二位三通阀、二位五通阀.系统电控设计原理图如图5所示,其PLC I/O分布如图6所示,包含21个输入点和9个输出点.
本设计采用EPLAN电气专用设计软件设计,其实际接线如图7所示.
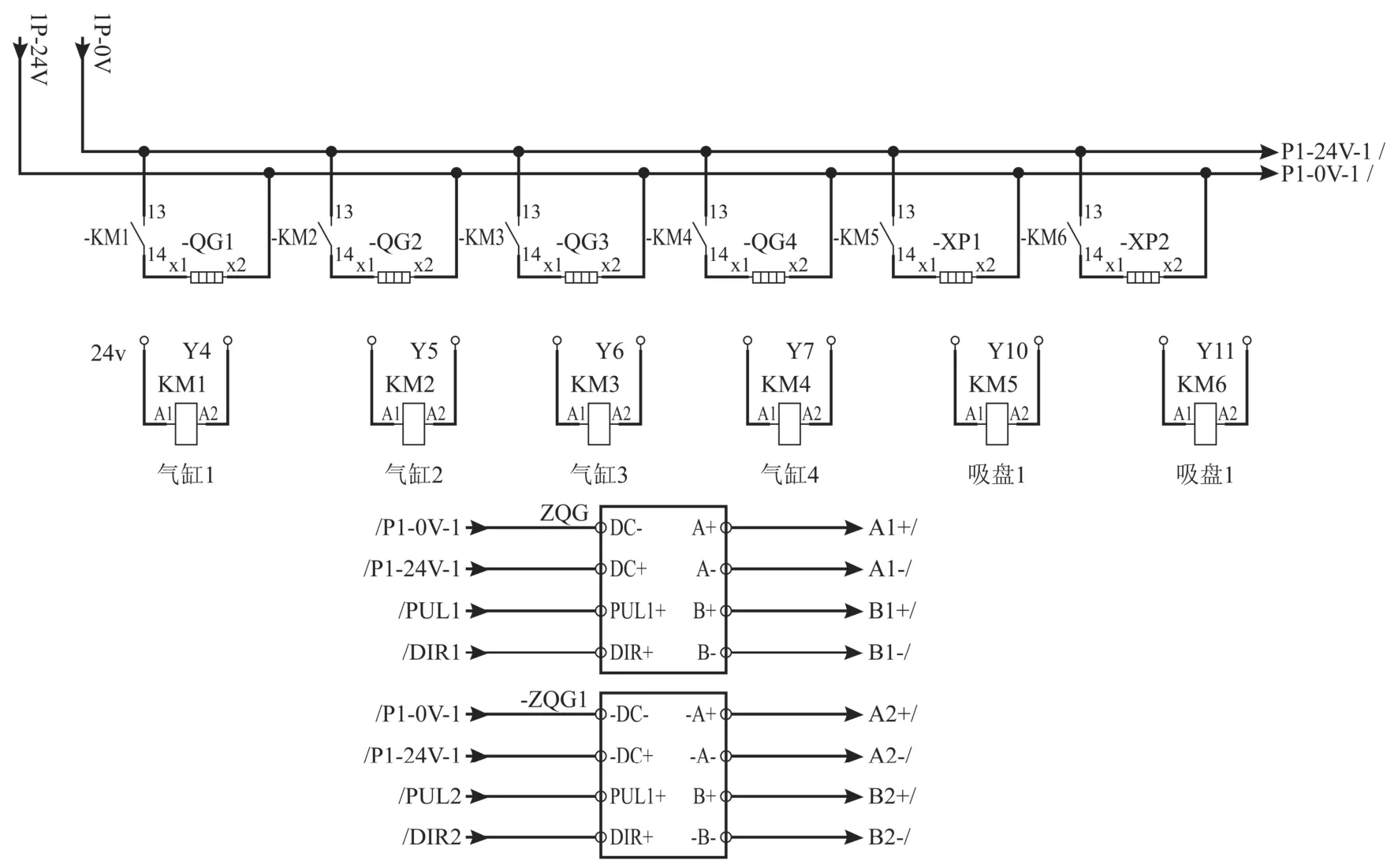
图5 系统电控设计原理图
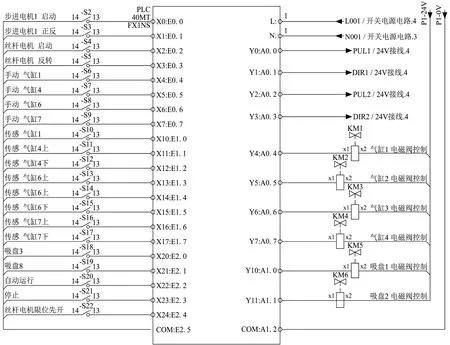
图6 PLC I/O分布图
3 系统软件设计
3.1 系统程序流程
塑料盆修边机的每一步动作输出都是建立在上一个动作结果的基础上,整个系统结构联系紧密[11-12].系统的程序连续运行流程图如图8所示.

图7 实际布线图
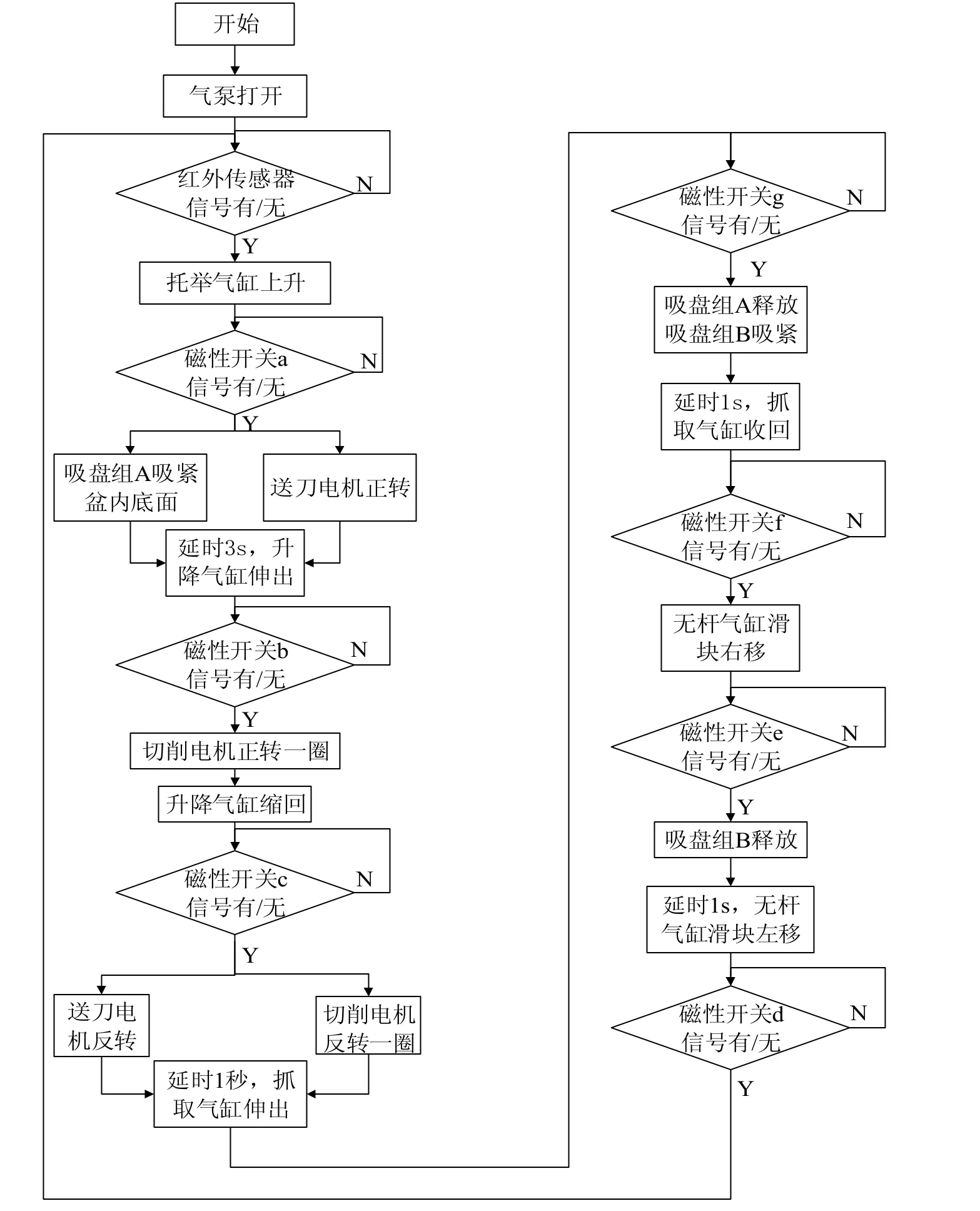
图8 程序连续运行流程图
手动程序所需的输入按键均设计在触摸屏上,具体只需要在PLC程序中设计将辅助寄存器的通断状态与相应动作的执行与否对应起来,再在组态软件中将虚拟按键动作与辅助寄存器通断状态联系起来,即可方便地通过控制触摸屏上对应的组态元件操作来实现各个执行元件的动作.
3.2 人机交互界面设计
MCGS作为上位机具备更加高效、快捷的自动化控制功能[13].由于实时数据库的存在,MCGS中系统各个部分及其各种功能性构件可实现数据共享,为界面设计中参数相互调用提供了方便.本文应用MCGS组态软件,设计了修边机控制系统操作界面[14],如图9所示.
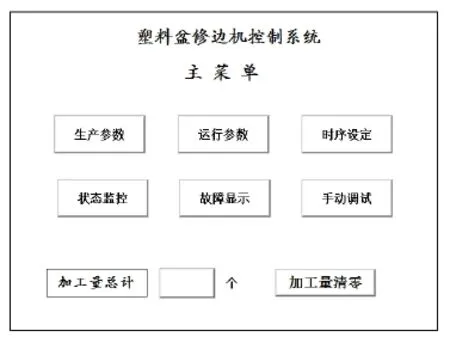
图9 塑料盆修边机主页面
该系统主要分主页面、生产参数、运行参数、时序设定、状态监控、故障显示、手动调试等七幅界面.运行参数中送刀电机的行程、转速可根据生产参数中塑料盆的边沿直径、高度、厚度、底面直径等参数算出,实现对不同规格塑料盆的参数化修边操作[15].同时,各界面具有输入、调整数据或显示数据的功能,赋予修边机良好的交互性.该系统的运行参数界面如图10所示.
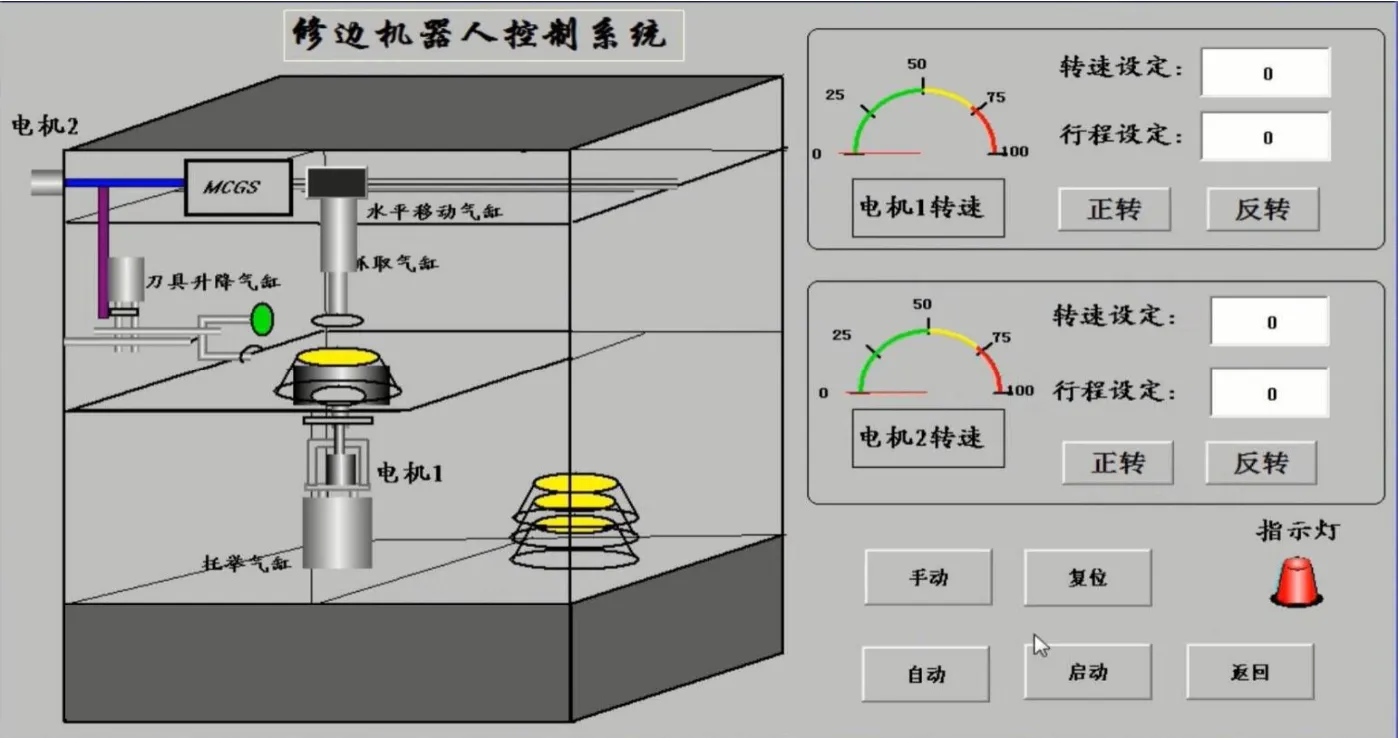
图10 运行参数界面
3.3 修边效果
图11所示为塑料盆在修边前和修边后的对比情况,结果显示塑料盆经过修边后,边沿光滑,无明显飞边,达到了预期的效果.
3.4 实验论证
修边效果如图(11)所示.根据实际调查(台州范围内),生产塑料盆的厂家,新员工每个塑料盆修边的作业时间约为1分钟,熟练的工人操作也要30–45秒钟,一天的工作时长为8小时.在同等时间里,一个人可照看2台修边机,每台修边机对一个塑料盆修边的作业时间为30秒.每人每天产量数据如下:
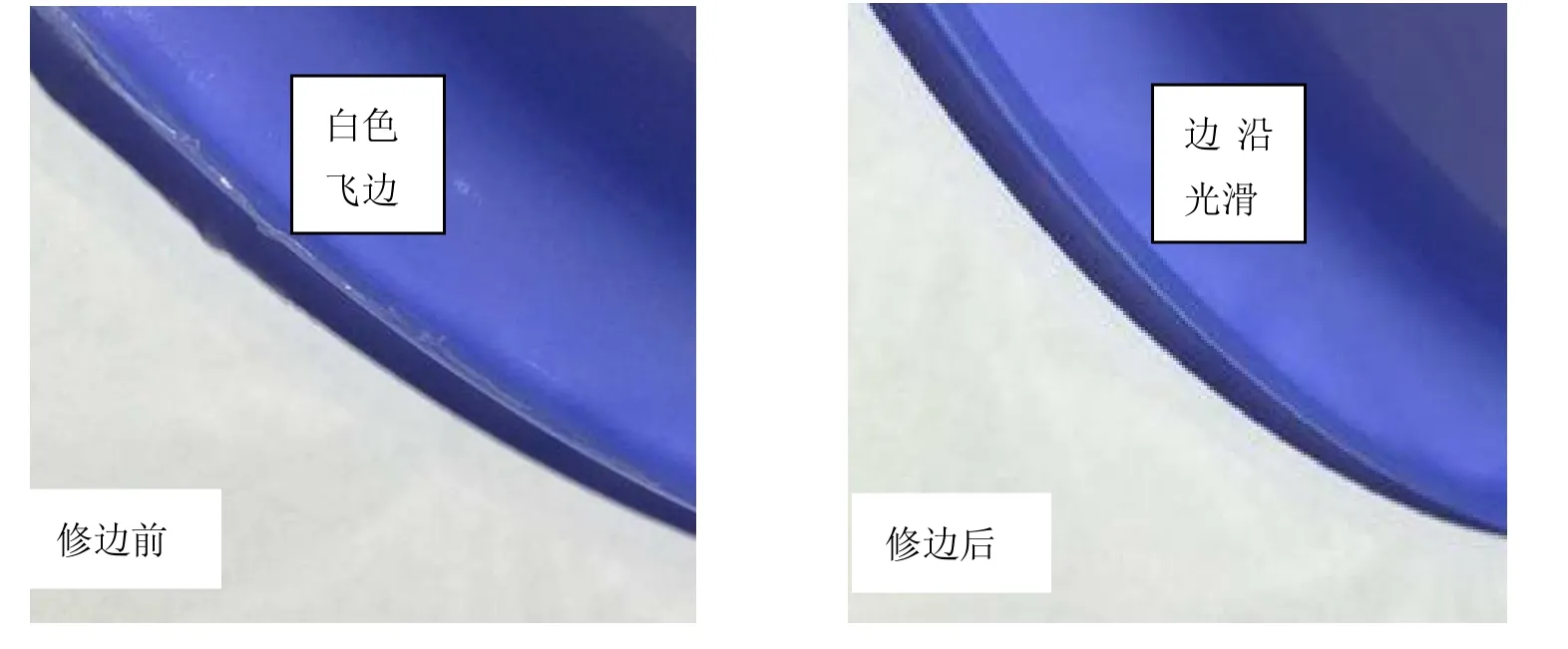
图11 塑料盆修边前后对比
机械作业的生产总量:T机=(8×60×60×2)/30=1 920个
手工作业的生产总量:T人=(8×60×60)/40=720个
数据对比:η=T机/T人=1 920/720=2.67
在同等作业时长下,手工修边劳动强度大,人会出现极度疲劳,采用自动修边机修边,人工作业仅为送料形式,这样不仅降低了人工作业的劳动强度,而且充分提高了企业的生产效率.
4 结 语
本文对修边机的主体结构、气动设计及PLC电气控制设计进行了详细阐述.本修边机机械设计结构简单,机械加工成本低(多用标准化零件);电气控制采用PLC为控制主体,稳定性高,在高频工作条件下持续的寿命长;采用触摸屏为人机交互界面,操作方便;修边效果良好.采用本自动修边机修边,可降低人工作业的劳动强度,提高生产效率.本修边机具有广阔的市场前景.
[1] Kōhler A, Grund P, 王启生. 橡胶和塑料模型制品的机械修边[J]. 橡胶参考资料, 1986(1): 43-48.
[2] 郭天军. 热成型塑料制品的修边及二次加工[J]. 汽车工艺与材料, 1988(2): 20-22.
[3] 李峰平, 张正亚, 周斯加. 修边机器人的夹紧机构优化设计及运动分析[J]. 中国机械工程, 2016(3): 387-390.
[4] 刘玥波. 基于MCGS组态软件与PLC的输送机保护系统[J]. 煤炭技术, 2013(11): 228-229.
[5] 丛明, 刘冬, 杜宇, 等. PLC伺服控制在太阳能电池组件搬运机械手中的应用[J]. 组合机床与自动化加工技术, 2011(9): 66-69.
[6] 于复生, 徐升明, 杜桂林, 等. 基于S7-200 PLC的散热片自动化装配的控制系统设计[J]. 组合机床与自动化加工技术, 2014(11): 107-109.
[7] 胡志刚. 基于S7-200 PLC的气动机械手控制系统设计[J]. 机械工程师, 2014(3): 120-121.
[8] 卢文辉. 真空式密封件切唇修边机的研制[J]. 润滑与密封, 2000(2): 55-57.
[9] 卢文辉. 真空式密封件切唇机的真空回路设计[J]. 机床与液压, 1999(6): 49-50.
[10] 范增良. 刚性真空吸盘拾取性能的研究[D]. 无锡: 江南大学机械工程学院, 2012: 39-43.
[11] 张宏强, 贾存良, 薛婷. 基于PLC的掘进机电控系统设计[J]. 工矿自动化, 2009(11): 106-108.
[12] 刘玉琼. 基于PLC的矿山选料控制系统的设计[J]. 煤炭技术, 2014(33): 61-64.
[13] 袁秀英. 组态控制技术[M]. 北京: 电子工业出版社, 2007: 145-156
[14] 胡良龙, 胡志超, 高刚华, 等. 基于PLC的种子包衣机自动控制系统设计与实现[J]. 农业工程学报, 2007(8): 140-144.
[15] 谈理, 龚德利. 参数化控制系统的研制[J]. 自动化仪表, 2005, 26(5): 20-22.
The Design of Control System for Automatic Trimming Robot of Plastic Washbasin Based on PLC
Gang Jianhua, ZHANG Zhengya, ZHOU Sijia, LI Fengping
(Zhejiang Provincial Key Laboratory of Laser Processing Robot, College of Mechanical and Electrical Engineering, Wenzhou University, Wenzhou, China 325035)
This paper probes into a design scheme for the automatic trimming robot electric control system of plastic washbasin based on PLC. To solve the defective trimming processing in the production process, the control software is compiled including touch screen control system and the matched PLC programming. It is indicated through the prototype testing that the automatic trimming robot works well on the deburring effect of plastic basins.
PLC (Programmable Logic Controller); Trimming Robot; Plastic Washbasin; Pneumatic Control
TP273
A
1674-3563(2016)04-0054-08
10.3875/j.issn.1674-3563.2016.04.009 本文的PDF文件可以从xuebao.wzu.edu.cn获得
(编辑:王一芳)
2016-03-27
国家国际科技合作计划项目(0S2012ZR0038);国家自然科学基金项目(71101112)
冮建华(1991- ),男,四川雅安人,硕士研究生,研究方向:光机电信息一体化及其系统可靠性技术.† 通讯作者,lfp@wzu.edu.cn
