低热输入多丝埋弧焊工艺研究
2016-12-16宗秋丽刘振伟纪鹏蕊编译
孙 宏,田 鹏,宗秋丽,刘振伟,纪鹏蕊 编译
(1.渤海装备华油钢管公司,河北 青县062658;2.渤海装备巨龙钢管公司,河北 青县062658)
低热输入多丝埋弧焊工艺研究
孙 宏1,田 鹏1,宗秋丽1,刘振伟1,纪鹏蕊2编译
(1.渤海装备华油钢管公司,河北 青县062658;2.渤海装备巨龙钢管公司,河北 青县062658)
研究开发出了一种新型高强度、大壁厚UOE钢管埋弧焊工艺。该工艺采用小直径焊丝作为多丝焊的前丝(第1丝),将焊接热输入降低25%,细化了热影响区原始奥氏体的晶粒尺寸,从而提高了API X65钢级大壁厚管线钢管焊缝热影响区的韧性。试验结果表明,该工艺可以实现焊接接头完全焊透,同时具有充足的熔敷金属,达到了与传统方法相同的熔深。通过超声波和射线检测,焊缝均未发现未焊透、夹渣等焊接缺陷,焊缝形貌良好。
管线钢管;UOE;低热输入;埋弧焊;焊丝
1 概 述
随着天然气输送管道建设的发展,对管线钢管的性能要求日益严苛。高强度、高韧性和大壁厚是目前管线钢管用钢板需求的主要特点,尤其是高输送压力、纵向的断裂抗力和深水管道的抗压溃能力,另外,还需考虑管道铺设时环焊缝的性能要求和焊管生产过程中的焊缝性能,特别是对于钢管本身的焊缝,通过应用高碱度焊剂进行埋弧焊,已经实现了焊缝金属的高韧性,并通过优化钢的显微组织来改善热影响区的韧性。
对于UOE钢管,从保证生产效率的角度来看,焊接方式采用多丝内外双面埋弧焊(DSAW)。随着钢管壁厚的增大,焊接热输入也随之提高,获得焊态高韧性的热影响区成为需要解决的问题。
根据母材组织是铁素体还是贝氏体来改善热影响区韧性的技术有所不同,主要包括以下几点:①通过细化奥氏体晶粒的尺寸来细化断裂面的尺寸;②降低硬相M/A组元的比例;③采用更洁净的母材(降低N和P的含量)。从焊接工艺的角度来看,降低焊接热输入是通过方法①来改善热影响区韧性的有效方法之一。
2 低焊接热输入埋弧焊技术
随着焊接热输入的降低,UOE钢管焊缝热影响区韧性得到提高。试验采用 X65钢,其主要化学成分见表1。图1给出了熔合线附近原始奥氏体晶粒尺寸和焊接热输入之间的关系。图2为图1中A点和B点的显微组织。由图1和图2可以看出,随着焊接热输入的降低,奥氏体晶粒尺寸减小,热影响区韧性得到了改善。降低焊接热输入的一种有效方法就是在多丝埋弧焊中采用小直径焊丝作为前丝(第1丝)。这项技术在降低焊接热输入的同时提高了热影响区的韧性,其具有3个特点:①熔敷金属增加;②熔透深度增大;③锐化焊缝金属尖端的形状。

表1 试验用X65钢主要化学成分 %

图1 双面埋弧焊热输入对奥氏体晶粒尺寸的影响

图2 图1中A点和B点相应条件下的显微组织
2.1 通过应用小直径焊丝提高熔敷率
图3给出了单丝埋弧焊焊丝直径对单位时间熔敷金属量(熔敷率)的影响。从图3可以看出,对于直径为2.4mm和4.0mm的焊丝,熔敷率均随着焊接电流的增大呈指数增长。
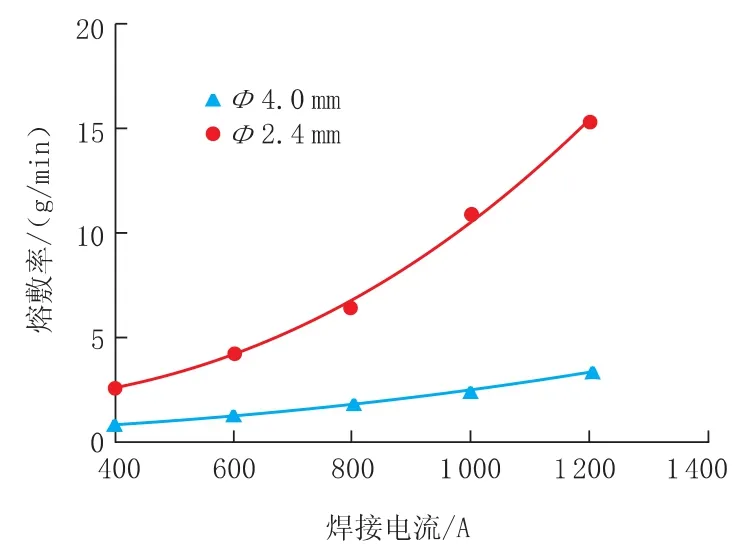
图3 焊丝直径与熔敷率的关系
熔敷率通常遵循Hirata等提出的方程式,即
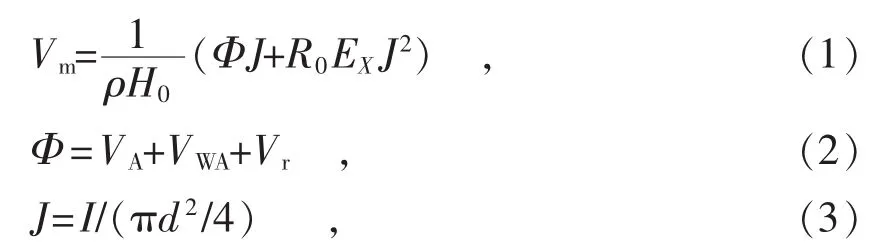
式中:ρ—焊丝密度,kg/m3;
H0—熔滴热焓量,J/kg;
Φ—焊丝加热的等效电压,V;
VA—阳极下降电压 ,V;
VWA—阳极材料的功函数,V;
Vr—电弧等离子体中电子焓的等效电压,V;
J—焊丝伸出部分的电流密度,A/m2;
I—焊丝伸出部分的电流,A;
d—焊丝直径,m;
R0—电阻率,Ω·m;
EX—焊丝伸出部分的长度,m。
由于熔敷率的增加与电流的平方成正比,与焊丝直径的平方成反比,则使用较小直径的焊丝来减小焊丝横截面积,可使熔敷率大幅提高。
2.2 通过应用小直径焊丝增大熔深
焊接方法采用单丝埋弧焊,焊丝直径与熔深之间的关系如图4所示。由图4可以看出,随着焊丝直径的减小,熔深显著增大。这是因为随着焊丝直径减小,电流密度逐渐增大,从而提高了电弧能量的密度,使电磁场的挤压效应变大,电弧也更加集中,进而增大熔深。作为降低焊接热输入的条件,焊接时应使焊接接头获得最小的熔透深度和足够多的熔敷金属,并且不能造成未熔合、未焊透及咬边等焊接缺陷。因此,使用小直径焊丝时,可以通过提高焊接速度来降低热输入。

图4 焊丝直径对熔深的影响
图5为将直径为2.4mm的焊丝用作四丝埋弧焊前丝的情况下降低焊接热输入的应用示例。从图5可以看出,与传统的方法相比,该方法最大可以降低大约25%的焊接热输入。

图5 通过小直径焊丝降低焊接热输入的效果示例
3 小直径焊丝埋弧焊技术的应用
3.1 试验方法
将小直径焊丝埋弧焊技术应用于UOE钢管的焊接,并对焊缝的力学性能进行了评估。试验材料采用X65高强度钢板,其化学成分见表2。双面埋弧焊采用与UOE钢管生产条件相同的焊接条件,钢板的厚度为29mm,主要焊接条件见表3。焊接采用X形坡口,并在外坡口的底部采用气体保护焊进行连续预焊,随后按顺序进行内焊及外焊。为观察熔合线附近母材热影响区的显微组织,焊接后对焊接接头横截面进行抛光,并用苦味酸进行腐蚀以显示奥氏体晶界,随后在光学显微镜下观察。此外,为评估热影响区的韧性,按照图6所示的位置取夏比V形坡口冲击试样进行夏比冲击试验,试验温度为-30℃。

表2 试验用X65钢板的主要化学成分 %

表3 四丝埋弧焊的主要焊接条件

图6 夏比V形坡口冲击试验取样位置
3.2 结果与讨论
通过外焊采用小直径焊丝,焊接热输入只有传统工艺的75%,可实现焊接接头完全焊透和充足的焊缝金属熔敷,也达到了与传统方法相同的熔透深度。焊后进行的超声和射线检测证明,在整条焊缝上均未发现未焊透、夹渣等焊接缺陷,焊缝形貌良好。图7为焊接接头横截面的宏观组织照片。

图7 焊接接头横截面的宏观组织照片
图8为-30℃时焊缝热影响区的夏比冲击试验结果。从图8可以看出,采用小直径焊丝埋弧焊技术提高了外焊和根焊热影响区的韧性。
图9为外焊热影响区的显微组织照片,观察位置为对应夏比冲击试样缺口的底部。由图9可以看出,通过采用小直径焊丝工艺将HAZ平均奥氏体晶粒尺寸从大约140 μm细化到了大约80 μm。奥氏体晶粒尺寸的减小使夏比冲击试验断裂面尺寸相应减小,这是改善外焊热影响区韧性的主要因素。同样地,由于外焊缝热输入的降低抑制了根焊缝奥氏体晶粒的粗化,从而使根焊缝热影响区的韧性也有所改善。

图8 -30℃时焊缝热影响区的夏比冲击试验结果

图9 外焊热影响区的显微组织照片
4 结 语
为了提高X65高强度、大壁厚UOE钢管焊缝热影响区的韧性,研究了小直径焊丝埋弧焊技术,即四丝焊的前丝采用小直径焊丝,其主要技术特点为:
(1)四丝埋弧焊的前丝采用直径为2.4mm的小直径焊丝,焊接热输入降低了大约25%,并获得了与传统方法一样的熔透深度。
(2)由于焊接热输入降低,外焊熔合线附近奥氏体的晶粒尺寸细化了大约40%,提高了热影响区韧性。
译自:KOZUKI SHOHEI,HAYAKAWA NAOYA,OI KENJI.Multiple-electrode submerged arc welding process with low heat input[J].JFE Technical Report,2015(20):106-111.
Research for Multiple-electrode Submerged Arc Welding Process with Low Heat Input
Translated by SUN Hong1,TIAN Peng1,ZONG Qiuli1,LIU Zhenwei1,JI Pengrui2
(1.North China Petroleum Steel Pipe Company of CNPC Bohai Equipment Manufacturing Co.,Ltd.,Qingxian 062658,Hebei,China;2.Julong Steel Pipe Company of CNPC Bohai Equipment Manufacturing Co.,Ltd.,Qingxian 062658,Hebei,China)
It developed a new submerged arc welding(SAW)process for high-strength and heavy wall thickness UOE pipes.A new SAW process which can reduce heat input of 25%due to its high deposition rate and deep penetration is performed with multiple electrode SAW using small diameter welding wire on lead electrode.The results show that improvement of heat affected zone(HAZ)toughness in seam welding on API X65 heavy wall linepipe and refinement of prior austenite grain size in HAZ was achieved in order to reduce its heat input by the new process.This process can achieve full penetration of welded joint,has plenty of deposited metal,which can obtain the same penetration as the traditional method.By ultrasonic and X-ray testing,not found defects in weld such as lack of penetration,slag and so on,the weld appearance is good.
line pipe;UOE;low heat input;submerged arc welding;welding wire
TG445 文献标志码:B DOI:10.19291/j.cnki.1001-3938.2016.04.014
孙 宏(1974—),男,高级工程师,工程硕士,主要从事石油输送钢管材料与试验技术工作。
2016-01-20
李 超