基于温差法的连杆衬套装配工艺研究与实践*
2016-12-14王连宏张雪冬尹艳亮卢广和刘瑛杰
王连宏,张雪冬,尹艳亮,张 芳,吴 鑫,卢广和,刘瑛杰
(北方通用动力集团有限公司,山西 大同 037036 )
基于温差法的连杆衬套装配工艺研究与实践*
王连宏,张雪冬,尹艳亮,张 芳,吴 鑫,卢广和,刘瑛杰
(北方通用动力集团有限公司,山西 大同 037036 )
针对发动机连杆衬套压装工艺故障,开展了衬套“温差法”压装工艺技术研究。在工艺试验验证基础上,优化了衬套冷冻温度、冷冻时间及连杆小头加热温度、加热时间等工艺参数,解决了衬套压装变形问题,使衬套固持力得到了精确控制,并形成了精密压装工艺规范,用于指导生产。
连杆衬套;冷冻时间;加热时间;固持力
发动机的装配质量在很大程度上决定了发动机的最终质量,装配工艺过程在机械制造中占有重要地位[1]。在发动机轴孔结构类(如连杆衬套、气门座圈、气门导管和喷油泵传动衬套等)装配中,一般采用过盈配合,在常温下压装。在压装过程中,应对压装力、压装速度和位置进行控制,以保证压装件能够准确到位,并达到要求的固持力。由于发动机是在高温、高压环境下工作,如果零件在压装过程中出现变形,则不能满足固持力要求,有可能出现松动或脱落现象,造成发动机无法正常工作;因此,发动机过盈量的设计十分重要,而目前过盈量的确定一般是凭借经验[2]。
发动机轴孔结构类压装一般采用压力机压装和温差法压装等2种方法。采用压力机压装,其质量一般是通过压装力-位移曲线进行评定[3],压装力与压装速度影响位置、精度及固持力;而采用温差法压装,则可以实现无压力装配,通过选用合理的工艺参数,不仅不会出现压装变形,而且能够使固持力得到严格控制。本文以发动机连杆衬套装配为例,对工艺参数进行了计算,并通过应用温差法及验证,实现了无压力装配,满足了连杆衬套可靠性要求。
1 实例分析


图1 连杆小头设计示意图
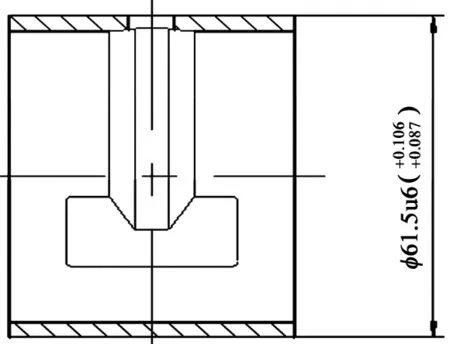
图2 衬套设计示意图
2 工艺参数的计算
利用连杆衬套线膨胀系数较大的特点进行工艺参数的计算,具体如下。
1)冷装需要的间隙=孔径×0.08%=61.5×0.08%≈ 0.05 (mm)。
2)冷缩量(收缩量)=最大过盈量+冷装需要的间隙=0.106+0.05=0.156 (mm)。
3)冷冻温度=室温-冷缩量/(线膨胀系数×孔径)=(5~30)-0.156/(15×10-6×61.5)=-139.1~164.1 (℃)。
4)冷冻时间=综合系数×壁厚+(6~8)=0.9×2.75+(6~8)=8.475~10.475 (min)。
5)连杆小头膨胀量=线膨胀系数×孔径(加热温度-环境温度)=13×10-6×61.5[80-(5~30)]=0.039 975~0.059 962 (mm)。
3 压装夹具的研制
设计要求衬套压装时必须保证连杆小头油孔和衬套的油孔对正,同时保证衬套压装后不得凸出连杆小头端面;为此,为了保证压装质量和提高效率,研制了可调整的通用性夹具和专用芯棒(见图3)[4]。

图3 研制的夹具示意图
4 工艺验证
根据计算的冷冻温度,选择液氮作为冷冻剂,该冷冻剂性质稳定、无毒且为不燃气体,适用于生产现场使用。具体装配过程如下:1)衬套装入液氮中(见图4),按照优化后的冷却时间进行冷却;2)将连杆小头放入水中加热(见图5);3)佩戴手套将衬套装入芯棒(见图6);4)通过芯棒和夹具将衬套无压装入连杆小头,确保油孔位置对正,衬套不允许凸出连杆端面(见图7)。

图4 连杆衬套液氮示意图

图5 连杆小头加热示意图

图6 衬套装入芯棒示意图
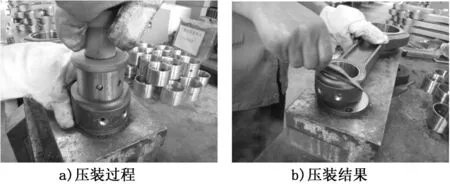
图7 连杆衬套压装示意图
采用18 kN轴向压力检测衬套是否松动,以验证其装配的可靠性。通过多轮次工艺试验验证,优先考虑在保证无压力装配基础上极大地提高效率为原则,优化了工艺参数,形成了装配工艺规范。
5 结语
通过以柴油机连杆衬套装配为验证对象,开展了轴孔温差法精密压装工艺技术研究,实现了连杆衬套无压力快速装配,解决了采用压力机压装导致的变形和固持力降低从而影响可靠性的质量问题。该工艺技术已应用到了多品种、多型号发动机衬套压装,工效提高了2~3倍,并保证了压装质量。
[1] 冯文慧.一种压装衬套的简便方法[J].现代商贸工业,2014(7):188-189.
[2] 范校尉,樊文欣,冯垣洁.基于有限元的连杆衬套过盈分析求解[J].轴承,2010(11):3-7.
[3] 卢连生.影响制动盘压装曲线的因素及压装曲线对最终连接力的影响[J].铁道机车车辆,2002(SI):83-87.
[4] 孙光华.工装设计[M].北京:机械工业出版社,1998.
* 共性基础科研项目(1006-03)
责任编辑 马彤
Research and Practice of Connecting Rod Bushing Assembiy Process based on Temperature Difference Method
WANG Lianhong, ZHANG Xuedong, YIN Yanliang, ZHANG Fang, WU Xin, LU Guanghe, LIU Yingjie
(North General Power Group Co., Ltd., Datong 037036, China)
According to the fault of the engine connecting rod bushing, the research on the technology of ‘temperature difference method’ press fit technology is carried out. On the basis of process experiment verification, the parameters of the lining of freezing temperature, freezing time and connecting rod heating temperature and time are all optimized. Solve the problem of the deformation of the bushing pressing. Bush has been holded in the force control, and form the precision pressing process specification for the production of guidance.
connecting rod bushing, cooling time, heating time, the holding force
TH 161.7
A
王连宏(1964-),男,高级工程师,主要从事柴油机先进制造工艺技术等方面的研究。
2016-06-15
