建筑装饰用AA5754铝合金在激光电弧复合焊接过程中焊缝形貌及性能变化
2016-12-13董晓英
董晓英
(河北能源职业技术学院,河北唐山063000)
建筑装饰用AA5754铝合金在激光电弧复合焊接过程中焊缝形貌及性能变化
董晓英
(河北能源职业技术学院,河北唐山063000)
激光复合焊接是将激光热源和附属焊接源进行组合焊接的技术。利用新一代高功率光纤激光器和TIG焊枪,采用激光电弧复合焊接技术完成了两套实验。研究激光功率、焊接速度和电弧电流对建筑装饰用AA5754铝合金焊接质量的影响,并对以电弧为主导作用的复合热源和以激光为主导作用的复合热源进行比较分析。结果表明:以激光为主导作用的复合焊有更好的熔深和焊接质量,并在实际工作中得到了进一步验证。
激光复合焊接;TIG;激光功率;焊接速度
0 前言
激光电弧复合焊是一种结合传统引弧焊接、气态金属焊接、气态钨电弧焊接和激光光束焊接的新型焊接技术,焊接过程中各熔池产生的热量相互作用,形成激光-电弧复合焊的熔池热源[1]。这种复合焊接技术在很多方面要优于单一的激光焊接和电弧焊接,具有更高的焊接稳定性和焊接效率,在相同熔深效果下所需的功率输入更低。其在焊接过程中涉及到很多工艺参数,电弧功率对熔池宽度和焊接强度有重要影响,激光功率对熔池深度有重要影响,如若获得较高的焊接质量,有必要了解这些参数是如何影响焊接过程的。本研究利用新一代高功率光纤激光器和TIG电弧源,采用对焊的方式对建筑装饰用AA5754-H111铝合金板材进行了激光电弧复合焊研究,探讨激光功率、电弧电流和焊接速度对焊缝形貌和焊接质量的影响,并对比分析以电弧为主导作用(AL)和以激光为主导作用(LL)对复合焊接的影响。
1 试验材料及方法
采用AA5754退火态铝合金,它是不能热处理强化的铝合金,比强度高,广泛应用于结构工程。试验利用激光电弧复合焊技术,采用对焊方式进行焊接处理,板材尺寸250 mm×40 mm×5 mm;所用热源为直流氩弧焊接源(SELCO GENESIS 54 PSR)和钇激光系统(IPG YLS-4000),激光波长1 070.6 nm,焦距250 nm;激光源由φ200μm的光纤传输,光束参数6.3 mm·mrad,工件上激光源的直径为0.4 mm。
焊接工作台如图1所示,激光发射系统和氩弧焊接源均由程序自动化控制。在焊接过程中,合金板材由四个相互垂直的卡座固定在工作台面上,激光-电弧复合焊接结构有五个轴,由电脑数控中心控制。对复合热源采用了两种不同的设置,一个是以电弧为主导作用(AL)的复合热源,一个是以激光为主导作用(LL)的复合热源。

图1 焊接工作台
焊接完成后,取每个样品焊缝横截面制备金相试样,并在氢氟酸水溶液中进行蚀刻处理,将焊道结构和尺寸凸显出来,然后利用光学显微镜观察、测量并拍照记录。焊缝横截面进行维氏显微硬度测量,加载力0.05 kg,加载时间15 s。
为了比较分析AL和LL焊接方式,试验过程中所有焊接参数设置不变。TIG焊枪倾保持50°斜角,保护气体均采用纯氩气,通过与TIG焊枪同轴的两个喷嘴从激光头头部喷出,流量400 nl/h,电弧源和激光源间的距离为3 mm,TIG焊枪尖端到焊件表面的距离为6 mm,TIG发生器使用快速脉冲模式,可实现500 Hz的发射频率。为了避免在焊接过程中铝合金表面被氧化,在焊接之前用钢刷清理板材表面,然后用酒精清洗。焊接过程中,激光由方形波程序控制,间歇式发射,这样可以有效降低激光的反射作用[2]。在以电弧为主导作用的焊接试验中,为了解决激光的反射问题,对复合焊枪头的倾角进行了测试,最终确定为50°。主要焊接参数如表1所示。
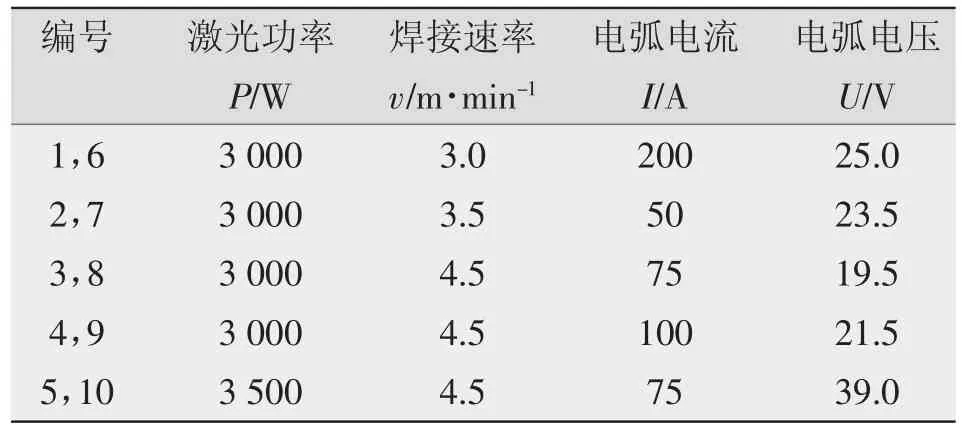
表1 主要焊接参数
3 试验结果与分析
3.1以电弧为主导作用(AL)
焊缝横截面形貌和焊缝整体形貌如图2所示,本组试样焊接过程中是以电弧为主导作用。可以看到,焊缝呈现出典型的上宽下窄的“酒杯形”样貌。上方较宽的样貌是由电弧焊接造成的,下方较窄的样貌是由激光焊接引起的。但这并不意味着上方的区域只与电弧源有关,下方的区域只与激光源有关。事实上,工件的整个厚度部分都吸收了激光能量,在以电弧为主导作用的焊接过程中,上方区域受到电弧和激光能量的共同影响,熔池会比较宽。由于电弧作用深度有限,下方受电弧作用较弱,主要受激光能量的影响,熔池会较窄,从而形成了杯状焊缝结构。此外,电弧电流对熔池宽度也有一定影响,在较高的电弧电流下更易形成一个较宽的熔池。不同焊接参数下焊缝横截面尺寸如表2所示。
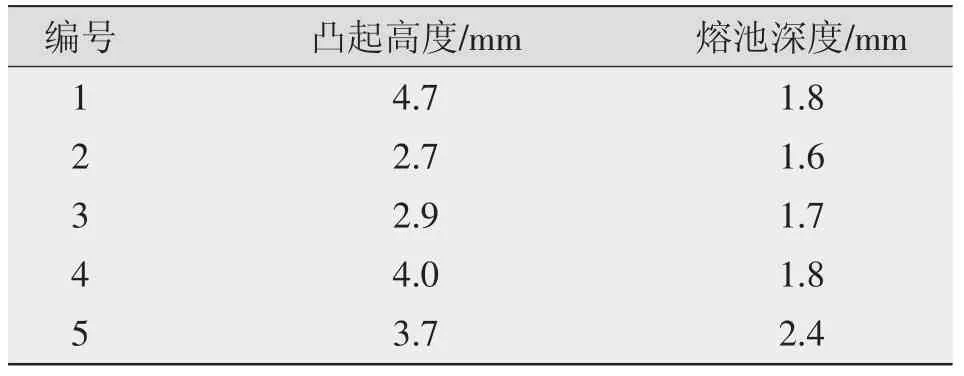
表2 AL焊缝横截面尺寸
由于焊接技术和材料本身等因素,通常的焊接技术都会使焊接件出现局部缩孔现象,这在以往的研究中也有所报道。焊接过程中过多的热量输入、基底材料表面不洁净都可能造成焊缝中存在气孔。本研究中个别试样也存在缩孔,主要原因有两方面:一是合金中镁含量较高,在焊接过程中促进了气体吸收;二是TIG频率为500 Hz,焊接过程中阻碍了气体的释放,使熔池吸入了气团和逃逸的杂质。通过在激光束边缘附加保护气体,可以有效降低焊缝中气孔数量,甚至达到无气孔的效果。另外,氢元素会造成微观气孔形成,而样品表面处理能减少氢元素来源并抑制气孔的形成[3]。

图2 AL焊缝横截面形貌和焊缝整体形貌
3.2以激光为主导作用(LL)
LL焊接试样的焊缝横截面形貌和焊缝整体形貌如图3所示,该结果与电弧电流、激光功率和焊接速度有关。可以看出,总体热输入与三个参数紧密相关。通过对比编号8和9可知,TIG电流强度的增加引起熔池深度降低。另外,随着电弧电流值增加,凸起部分高度增大,但是复合焊接的协同效应减弱,而且这个现象在以电弧为主导作用的焊接中比以激光为主导作用的焊接中表现的更为明显。不同焊接参数下焊缝横截面的尺寸如表3所示。

表3 LL焊缝横截面尺寸

图3 LL焊缝横截面形貌和焊缝整体形貌
6号样品中存在气孔缺陷,气孔通常在铝合金焊接中观察不到,它的形成通常与不良的工艺参数有关[4]。在后期试验中,经过降低TIG电流强度,增加焊接速度能够有效阻止焊接过程中气孔形成。
3.3AL和LL焊缝对比分析
AL和LL焊缝横截面对比如图4所示。激光电弧复合焊接热源由两种截然不同的热源协同作用,因此AL和LL会对熔池深度产生显著影响,如7号样品和9号样品所示。

图4 AL和LL焊缝横截面样貌对比
采用更大的激光功率后,AL和LL熔池深度差异已经不是很明显,如样品5和样品10所示。这表明如果要利用激光复合焊接技术获得较深的熔池,就需要配置较高的激光功率。焊接凸起部分高度基本稳定,说明电流参数在AL和LL中的影响相同。在AL和LL中,尽管焊接参数不同熔池深度有所差异,但是焊缝横截面都是整齐“酒杯形”,再次证明激光电弧复合焊接的桥接性能优于单一的激光焊接和氩弧焊。
在AL和LL中都出现了一些焊接缺陷,尽管在LL中不是很明显,但是两者中都有不完整的熔深缺陷,这与激光功率的损失有关。实际上,激光功率的损失或者激光分配的变化与光学面的洁净度有很大关系,焊件表面受到污染会降低激光功率密度。3号和7号样品有不完整的熔深,原因是焊件对接的微小偏差引起激光束错过焊接接头,从而导致不完整的熔深缺陷。
3.4焊接效率
焊接过程中,熔池深度主要受能量输入影响,因此,熔池深度P可以看成是电弧焊功率和焊接速率商PTig以及激光功率和焊接速率商PL二者的函数。根据表1的数据,拟合建立AL和LL熔深-能量输入的3D曲面,如图5所示。当电弧热功率为35 W·s/mm、激光热功率为50 W·s/mm时,AL可达到的最大熔深约为2.37 mm;而LL中最大熔深可达3 mm,实现全熔透,此时电弧热功率为30 W·s/mm,激光热功率54 W·s/mm。显然,LL能更好地实现激光热源和TIG热源间的协同作用,在熔深一定的情况下比AL效率更高。

图5 熔池深度与能量输入间的关系
3.5显微硬度
7号样品和8号样品的显微硬度信息如图6所示,两个样品的熔池宽度都是3 mm,热影响区宽度均不足1 mm。由于焊接速率很高,约为TIG标准焊接速率的3倍,热影响区在焊接过程中经历了多个冷热循环过程,而且冷却速率也很高,对其晶粒产生一定的细化作用,因此热影响区的性能相比未受到热影响的区域有所不同,硬度有所上升。热影响区的硬度在焊缝下方部分上升的更为显著,因为在下方TIG作用减弱,相比于上方有更高的冷却速率。

图6 样品显微硬度/HV
图7是5号样品的显微硬度,热影响区范围相比于7号和8号样品要宽一些,而且由于电弧影响作用较强,焊接过程中熔池内易出现紊流,因此硬度值在整个焊接区域很不规律。焊接过程中伴随着合金元素的扩散,形成固溶区并保持到室温,除此以外还存在大范围的过时效区域,使得熔池区域的硬度与母材硬度相当甚至低于母材硬度。
总而言之,在LL中可以观测到完整且十分规律的显微硬度曲线,焊接热影响区较窄,
Page 98
Weld morphology and properties changes of AA5754 aluminum alloy for architectural decoration in laser hybrid welding process
DONG Xiaoying
(Hebei Energy Institute of Vocation and Technology,Tangshan 063000,China)
Laser hybrid welding is a new welding technique using compounded heat sources of arc and laser.In this paper,using a new generation of high power fiber laser and TIG welding torch,two sets of experiments have been completed by laser-arc hybrid welding.Study the laser power,welding speed and arc current on the quality of welding,and a comparison has been performed between laser leading and arc leading configuration.The results show that the compound welding with laser as the leading role has better penetration welding and welding quality,and is further proved in the practical work.
laser hybrid welding;TIG;laser power;welding speed
TG457.14
A
1001-2303(2016)03-0071-05
10.7512/j.issn.1001-2303.2016.03.15
2015-03-21;
2015-05-09
河北省高等教育教学改革研究项目(2012GJJG264)
董晓英(1977—),女,河北唐山人,硕士,副教授,主要从事建筑材料的研究工作。
