新型耐磨钢的焊接工艺实验
2016-12-13余腾义支红旭
冉 杨,王 艳,余腾义,支红旭
(1.西华大学材料科学与工程学院,四川成都610039;2.攀钢集团研究院有限公司,四川攀枝花617000)
新型耐磨钢的焊接工艺实验
冉杨1,王艳1,余腾义2,支红旭1
(1.西华大学材料科学与工程学院,四川成都610039;2.攀钢集团研究院有限公司,四川攀枝花617000)
采用CO2气体保护焊方法对新型钢种P520JJ和P600CX进行焊接工艺试验;分析了接头宏观形貌及金相组织,测试接头抗拉强度和冲击韧性。结果表明:在试验工艺条件下,焊接接头均未出现冷裂纹缺陷;P520JJ同种钢板对焊以及P520JJ和P600CX异种钢板对焊时,在满足力学性能的前提下,从降低材料成本角度考虑,宜采用ER50-6焊丝;而P600CX同种材质对焊,从接头力学性能出发建议采用CHW70-C焊丝;为避免未焊透缺陷,建议反面清根。
P520JJ钢;P600CX钢;CO2气体保护焊;焊接工艺;接头性能
0 前言
耐磨钢是在强烈冲击载荷作用下发生硬化后具有较高的强度、韧性、硬度、耐磨性的钢种,一般分为高锰钢、超高锰钢、变质中锰钢和中、低合金耐磨钢,广泛用于球磨机、挖掘机、铁路道岔、坦克履带等机械部件,在机械工程上替代其他钢种增加工件寿命、减轻工件重量、降低使用量以提高生产效率[1]。P520JJ钢和P600CX钢是攀钢集团研制的用于水泥罐车的热轧低碳低合金耐磨钢,具有足够高的强度、韧性及耐磨性。目前对此两种新型钢还未作焊接工艺实验研究,缺少相关的焊接数据。为进一步了解此新型钢的性能,本研究采用CO2气体保护焊方法,通过焊材与不同焊丝搭配进行工艺试验,旨在为此类型钢的连接提供技术支持。
1 试验材料与方法
试验用母材P520JJ钢和P600CX钢的化学成分及力学性能见表1,结合图1a及图1b可知,母材组织均为铁素体、珠光体与少量的贝氏体。只是P600CX钢含碳量较低,因此图1b中铁素体含量明显比图1a多。

表1 P520JJ钢和P600CX钢的化学成分及力学性能Tab.1Chemical compositions and mechanical properties of P520JJ steel and P600CX steel %
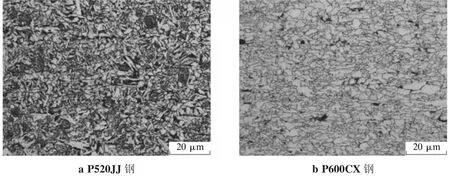
图1 母材金相组织Fig.1Metallurgical structure of the base metals
根据国际焊接学会推荐的碳当量公式

以及冷裂纹敏感系数[2]

计算出P520JJ钢的碳当量Ceq=0.41%,P600CX钢的碳当量Ceq=0.35%,两者均小于0.43%;P520JJ钢的冷裂纹敏感系数为0.26%,P600CX钢的冷裂纹敏感系数为0.18%,试板厚度为6 mm,可以初步判断其焊接性良好,能够不预热进行焊接。
试验采用CO2气体保护焊方法,焊丝采用50MPa级ER50-6焊丝和70 MPa级CHW-70C焊丝。试板未开坡口,焊接材料和试板的匹配见表2。
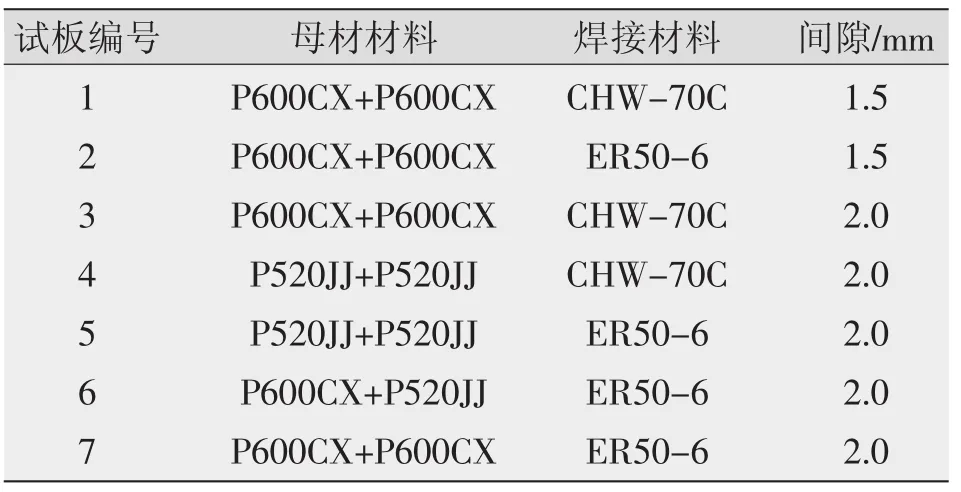
表2 焊接试板与焊接材料的匹配Tab.2Matching of base metals and welding wires
试板分两道次完成,正面焊接完成后不清根直接背面施焊,焊接参数见表3。
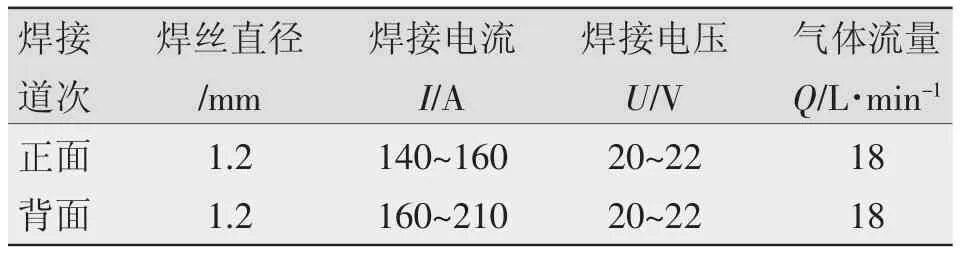
表3 试验主要焊接工艺参数Tab.3The main parameters of welding procedure experiment
2 试样宏观形貌
焊接接头宏观形貌如图2所示。由图2可知,所有7对焊接试板都没有发现冷裂纹现象,这表明P520JJ钢和P600CX钢焊接性良好,可考虑不预热焊接。由图2a、图2b还可发现组对间隙为1.5 mm的1#、2#试板明显存在焊不透的缺陷,因此在后续实验中不再分析这两对试板接头。图2f中间隙为2 mm的6#试样的检测断面也发现有未焊透,这主要是因为焊接试板的间隙比较小,且在进行背面焊接前没有清根所导致的未熔合缺陷,因此在具体焊接施工中可考虑反面清根。
3 金相组织分析
金相试样制备好后,用4%的硝酸+酒精溶液浸蚀,在LYMPUS-BX60M型光学显微镜下观察。3#~7#试样焊接接头(焊缝及热影响区)金相组织见图3。
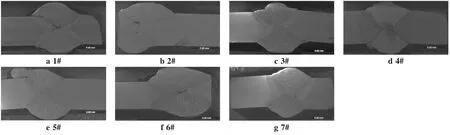
图2 接头宏观形貌Fig.2Macroscopic morphology of joints
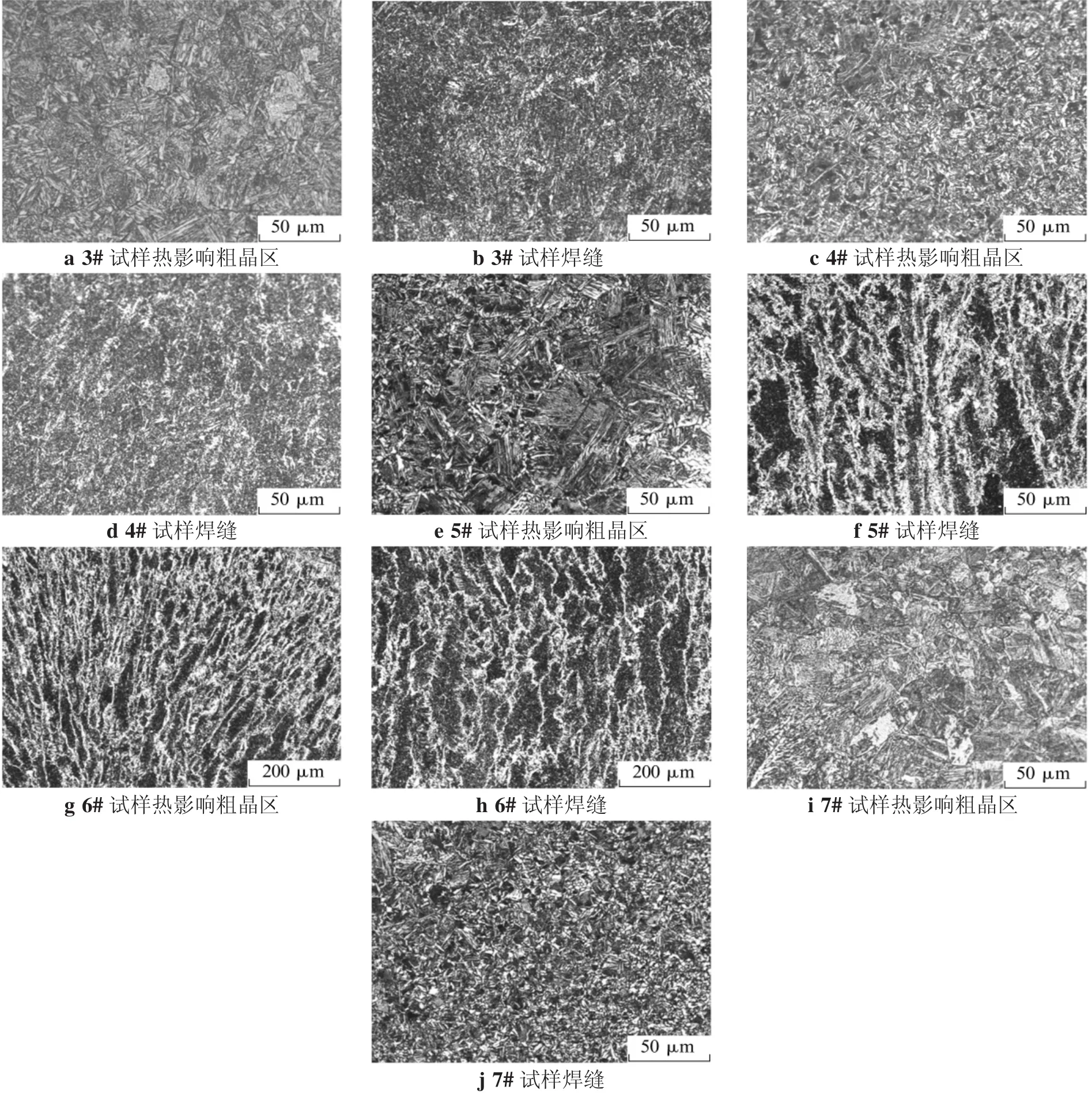
图3 3#~7#试样焊缝及热影响区金相组织Fig.3 The microstructure of weld seam and heat affect of zone from sample 3#to 7#
在焊接工艺几乎相同的条件下,焊缝组织主要取决于焊丝的成分,由图3可知,无论采用ER50-6焊丝还是CHW70-C焊丝,焊缝组织均为针状铁素体+珠光体。焊接热影响区的组织略有差别,P520JJ钢的热影响区组织主要为铁素体+珠光体(5#存在少量的上贝氏体)。P600CX钢的热影响区组织则以回火马氏体、铁素体和珠光体为主(7#含有粒状贝氏体)。由于P600CX钢采用低合金强化的技术路线,碳含量小于0.10%,这种马氏体组织属于低碳马氏体,低碳马氏体的形成温度相对较高,马氏体形成后,有“自回火”功能,从而形成回火状态的马氏体,这种马氏体具有较好的综合性能,因此这种少量马氏体的分布和回火状态决定了其不会影响使用性能。
4 力学性能分析
由于接头厚6mm,常温冲击实验参照GB2650-1989进行,试样尺寸5mm×10mm×55mm;拉伸试验按照GBT 2651-2008进行,尺寸为标准大小。每组实验取3个试样,实验结果见表4。
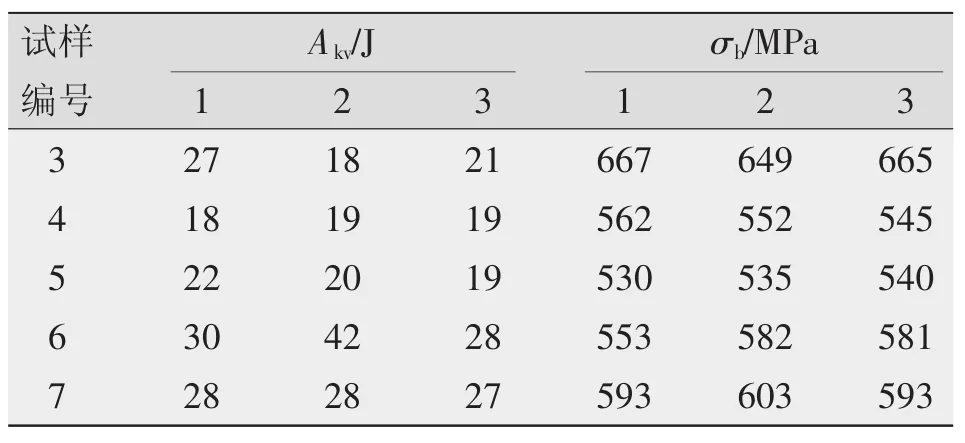
表4 焊接接头力学性能Tab.4Mechanical properties of welding joints
从拉伸检验性能看,P600CX同种钢板对接采用CHW70-C焊丝,焊接接头的抗拉强度能够达到母材的性能,但采用ER50-6焊丝,焊接接头的抗拉强度低于母材,焊接缺陷的存在一定程度上影响了抗拉强度的稳定性;P520JJ同种钢板对接采用ER50-6焊丝,焊接接头的抗拉强度与母材相当,能够达到强度要求;P520JJ钢和P600CX钢异种材料对焊采用ER50-6焊丝,焊接接头的强度高于P520JJ钢强度且低于P600CX钢强度,按照异种钢焊接“低匹配”原则,抗拉性能满足要求。
从焊缝冲击检验结果看,焊缝的冲击功低于母材的冲击功,焊缝的冲击功主要由焊接材料决定,另外,因为焊缝为铸态组织,冲击功也会有所降低。试样尺寸为5mm×10mm×55mm,若折算成10mm× 10mm×55mm全尺寸试样的冲击功,焊接接头的塑性储备比较高。
5 结论
(1)攀钢集团研究、生产的P520JJ钢和P600CX钢焊接性良好,在不预热条件下采用CO2气体保护焊焊接,不会产生冷裂纹。
(2)P520JJ同种钢板对接及P520JJ和P600CX异种材料对焊从降低焊接材料成本角度考虑,可以采用ER50-6焊丝,焊接接头强度均高于P520JJ母材强度。
(3)在进行P600CX同种钢板对接时采用ER50 -6焊丝,焊接接头强度略低于母材强度;而采用CHW70-C焊丝,接头强度达到P600CX强度,因此采用CHW70-C焊丝较为合宜。
(4)在试验条件下不清根施焊,焊接接头有产生未熔合缺陷的可能,实际焊接施工时可考虑反面清根。
[1]罗晔,薛思毅,袁宇峰.国内外低合金耐磨钢生产概况[J].冶金管理,2013(11):20-24.
[2]尚林义,万六百.高强度耐磨钢BISALLOY焊接工艺[J].电焊机,2013,43(11):88-92.
Welding process experiment of new wear-resistance steels
RAN Yang1,WANG Yan1,YU Tengyi2,ZHI Hongxu1
(1.School of Material and Engineering,Xihua University,Chengdu 610039,China;2.Pangang Group Research Institute Co.,Ltd.,Panzhihua 617000,China)
Welding procedure experiment of new wear-resistance steels P520JJ and P600CX with CO2gas shield arc welding is taken.Macroscopical morphology and metallurgical structure of welded joint are analyzed.Besides,yield strength,tensile strength and impact toughness of welded joint are tested.The results show that there is no defect of cold crack in the welded joint under the condition of experiment.Weld wire ER50-6 is propitious for similar material P520JJ and dissimilar material P520JJ and P600CX to butt weld in consideration of saving the cost of welding material in case that mechanical property is meet.However,weld wire CHW70-C is propitious for similar material P600CX to butt weld in consideration of mechanical properties.Root cleaning is suggested to avoid the incomplete welding defect.
P520JJ steel;P600CX steel;CO2gas shield arc welding;welding procedure;joint property
TG457.11
A
1001-2303(2016)03-0089-04
10.7512/j.issn.1001-2303.2016.03.19
2015-08-27
2015省级大学生创新创业训练计划资助(201510-623002)
冉杨(1988—),男,四川资阳人,在读硕士,主要从事高强钢点焊的研究工作。
