节能电焊机的现状与发展趋势
2016-12-13杨庆轩蒲有东胡伟伟周一峰
杨庆轩,陈 凯,蒲有东,黄 虎,胡伟伟,周一峰
(1.成都三方电气有限公司,四川成都610052;2.成都理工大学信息科学与技术学院,四川成都610059)
节能电焊机的现状与发展趋势
杨庆轩1,陈凯1,蒲有东1,黄虎2,胡伟伟2,周一峰2
(1.成都三方电气有限公司,四川成都610052;2.成都理工大学信息科学与技术学院,四川成都610059)
如何提高电焊机的能源利用率是国家及企业日益关注的问题,介绍了不同类别电弧焊机的统计分析数据,以及能效测试中遇到的问题,提出了在节能设计和产品整改方面的部分解决方案,能效指标与EMC的谐波指标关联度,在节能焊机的设计和测试中具有参考价值。
节能电焊机;电焊机能效;电焊机现状
0 前言
我国属于能源资源不足且利用率较低的国家,能源战略已上升为国家战略。近10年来,国家出台了很多与能源利用率有关的政策,如产业结构调整、家电下乡、惠民工程等,其目的都是为了提高能源利用率,减少能源消耗率。2008年,电焊机行业开始启动能效标准的研究,2012年首次发布了电焊机行业能效标准,“节能”也逐步成为电焊机行业的热点话题之一。
1 目前涉及的节能电焊机产品范围
当前的GB 28736-2012《电弧焊机能效限定值及能效等级》标准只涉及电弧焊机,不涉及电阻焊机。正申请修订该标准,修订后可能会同时涉及电弧焊机和电阻焊机。
2 GB 28736-2012《电弧焊机能效限定值及能效等级》简介
(1)验证试验和数据统计阶段:在标准起草之前做了大量的验证试验,共随机抽取了420多台各种类型的电弧焊机进行测试摸底,最后按不同类别电弧焊机数据进行统计分析,为该标准的制定提供数据支撑。
(2)确定各种能效级别的比例和原则:1级能效控制在5%以内,本标准是首次制定,同时考虑到电焊机的发展,将1级能效控制在统计数据的1.5%;2级能效控制在20%以内,制定时实际控制在15%;3级能效控制在80%以内,制定时实际控制在70%。
(3)具体适用范围:不适用于交流TIG电弧焊机、交直流两用TIG电弧焊机、由机械设备驱动的电弧焊机以及非专业人员使用的限制负载的手工金属弧焊电源。
(4)考核指标:电弧焊机能效包括效率(η)、功率因数(Pf)、空载电流与额定输入电流的占比(I10/ I1N)三个指标。3级只要求考核效率,2级要求考核效率和功率因数,1级要求考核效率、功率因数和空载电流与额定输入电流的占比。
注意:非专业人员使用的限制负载的手工金属弧焊电源是指现行的GB 15579.6(等同IEC60974-6)范围内产品。由于IEC60974-6的重大变化,且IEC60974-6的标准名称也不再是“非专业人员使用的限制负载的手工金属弧焊电源”,也扩大了额定电流的范围和产品类别,2015年将对GB 15579.6进行改版。下一版的GB 28736将取消“不适用于非专业人员使用的限制负载的手工金属弧焊电源”的限制。
3 国际上对能效问题的关注情况
IEC/TC26的IEC 60974-1的附录M已经提出了关于效率的测试方法、样品状态、测试条件、测试用电源要求(附录G)等,说明他们也在关注电焊机的节能问题。目前,IEC/TC26已经将能效的研究作为发展战略。
4 能效测试中遇到的问题
(1)工频焊机比较容易得到能效的准确值,而对于逆变式电焊机,这三个指标的测试手段要求比较高,容易出现不确定性。相关物理量的数学表达式如下:
有功功率:

从有功功率的表达式可以看出,它不只与基波有关,还与谐波(若有)有关,而且是矢量和。若被测试的样品(EUT)和供电电源都带有谐波,测试仪器无法分辨EUT和供电电源本身波形畸变或相移的大小,测试结果可能会出现偏差。
(2)为得到统一的测试结果,标准要求供电电源的畸变应符合要求。基于这个目的,国际上推出了一种“纯净电源”供电方案,这是一个比较通行的做法,但不是唯一的解决方案。只要能提供足够的证据证明向EUT供电电源的畸变率和阻抗等指标在整过测试过程中持续符合要求也可行。经过验证,很难满足标准要求,除非有电厂的直馈线路。
(3)相关基础标准对能效测试用电源的主要要求:内阻要足够小(不同产品的要求由差异);电压稳定≤±2%;频率稳定度≤±0.5%;对三相电源的相间基波的相位精度为120°±1.5°;测试时,试验电源的电压谐波含量要小(如3、5、7、9和11次以上谐波含量应分别低于0.9%,0.4%,0.3%,0.2%,0.1%)。
GB/T 8118对功率因数定义及数学表达式对比分析:功率因数定义为焊接电源的功率因数等于输入有功功率与输入视在功率的比值。并明确:
a.焊接电源输入电流为近似正弦波形时,功率因数和cosφ值相等。
b.焊接电源输入电流为非正弦波形时,功率因数Pf的计算公式为
表面上GB/T 8118给出的表达式与IEC的某些标准有差异,但经过仔细研究,实际一致。IEC某些标准或某些教科书采用的定义是理论基础,但在实际应用中,若电压和电流同时存在较大的谐波,将会带来很大的测试难度,实现测试的可操作性不强。为了实现可操作性,通常要求供电的电压符合要求,就是通常说的“纯净电源”,这样就只需考虑被测试设备(EUT)自身带来的谐波电流。在这种约定的条件下,IEC标准表达式中除U1以外的Un=0(n≥2),谐波电流将不产生有功功率,将其表达式展开后分别约去分子和分母中的中U就可以推导出GB/T 8118给出的表达式。
上面的定义和表达式的演变过程的约定说明:对带有谐波的电弧焊机进行功率、功率因数等输入端电参数测量时,必须保证馈入被测产品的电压符合要求。在某些场合,电网的接入端(10 kV)可能符合要求,经过变压器或变压器后端的多个用电器并联使用,低压系统的某些接入口的电源品质就无法满足要求。
(4)不同馈电地点的验证数据。
用于验证的样品:逆变式MIG/MAG焊机(额定电流500 A),验证数据见表1。表中的1 250 kVA是指容量为1 250 kVA变压器输出端没有其他负荷,直接单独向电焊机供电,但电压不会正好是380 V,I10的参考意义不大。
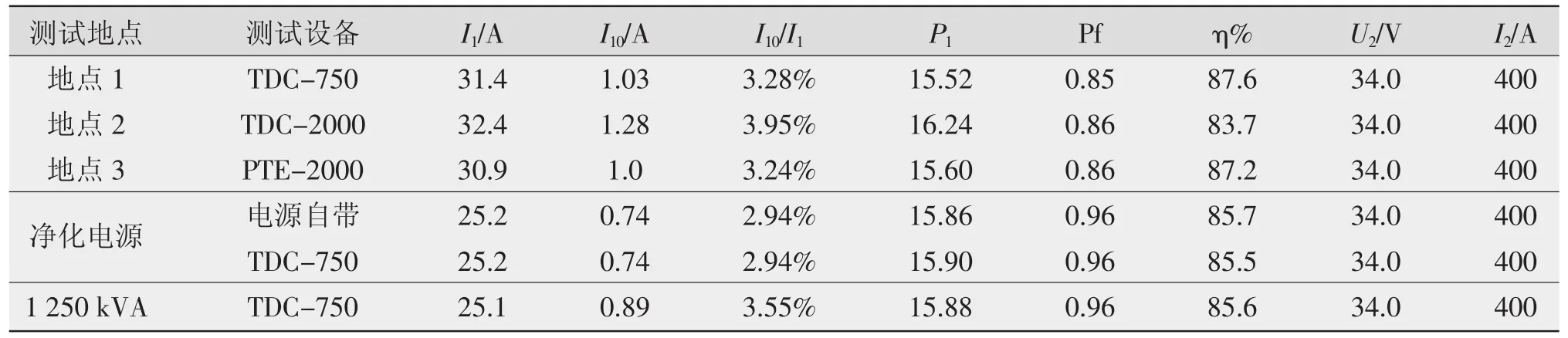
表1 验证数据
5 节能设计和产品整改
由于以前对电焊机的能效没有要求,大部分产品都未经过能效设计,一般以安全指标和可焊性为主。能效设计包括很多方面,如安装结构、电路结构、功率元器件的选择、制造工艺等。对已有产品进行部分设计更改或制造工艺改进,会提高一部分能效指标,而且不一定会增大成本,有时可能还会降低成本。
安装机构:整流桥或电抗器的位置直接与连接到输出端的电缆或导电排的长度有关,电缆或导电排的长度越长,其消耗在内部的功率就越大。
电路结构:硬开关和软开关的选择、PFC电路的拓扑、冷却风机是热启动还是常转等。
功率元器件的选择:IGBT、VMOS、晶闸管和整流管的管压降;电抗器的内阻;电流取样传感器的功率损耗等。
制造工艺:变压器、电抗器线头的长短;内部主回路(特别是次级)螺栓连接头的数量和损耗;非逆变焊机主变的铁芯装配(特别是铁芯焊接)带来的涡流损耗等。
6 能效指标与EMC的谐波指标关联度很大
逆变焊机特别是单相逆变焊机基本上呈现出谐波越大,能效指标越低,这一点可以从这些参数的物理量定义得出结论。要想使产品的能效指标有很大的提高,应该考虑减小产品的谐波。减小谐波可以提高Pf,应电路拓扑的选择,避免谐波抑制电路的损耗过大而降低效率。
7 《节能机电设备(产品)推荐目录(第五批)》简单介绍
2014年11月下旬,工信部发布了《节能机电设备(产品)推荐目录(第五批)》,该目录包含了电弧焊机产品(第70页~99页),电焊机产品是首次进入节能产品目录。据可靠消息,2015年还要继续推出《节能机电设备(产品)推荐目录(第六批)》,估计在今年5月前后发布受理申请的公告。成熟时,电焊机产品也可能推进能效之星的推荐工作。
8 目前国内外的基本状况
目前很少查见与电焊机有关的国外标准和指令,我国在很多行业都有专门的产品性能标准,这与我国的能源资源和能源战略直接相关。根据不同年度的统计情况,电焊机产品在使用过程中的能源消耗量,在工业产品中排在5~8位。
从摸底的数据看,我国进口电弧焊机的能效指标基本在2级以上,低于2级的产品较少,这是由于进口产品都是中高端产品。国内的非逆变式电弧焊机基本都在2级以下,处于3级的水平,也有少部分企业的高端机型达到1级水平,甚至优于进口产品。
9 结论
为了响应国家的能源战略,不论是电弧焊机还是电阻焊机都应提高能源利用率,电焊机制造业也会逐步引入“能效设计”的理念;电焊机的客户会逐步认识到节能电焊机带来利益,主动关注电焊机产品的能效指标,自然会提升节能电焊机的竞争力;国家可能出台某些鼓励政策和强制性指令,助推节能电焊机的发展。
Current and development trend of energy-saving welding machine
YANG Qingxuan1,CHEN Kai1,PU Youdong1,HUANG Hu2,HU Weiwei2,ZHOU Yifeng2
(1.Chengdu Sanfang Electrical Appliance Co.,Ltd.,Chengdu 610052,China;2.College of Information Science& Technology,Chengdu University of Technology,Chengdu 610059,China)
The state and companies are increasingly concerned about the problem about how to improve the energy efficiency of welding,the paper describes the statistical analysis of data from different categories of arc welding,as well as energy efficiency testing problems encountered,put forward in terms of energy-saving design and product rectification part solutions,energy efficiency indicators associated harmonic index and EMC,with a reference value in the design of energy-efficient welding and testing.
energy-saving welding machine;welding efficiency;welding status
TG433
A
1001-2303(2016)03-0058-03
10.7512/j.issn.1001-2303.2016.03.12
2015-05-04
杨庆轩(1966—),男,学士,主要从事焊接设备检测的研究工作。
