伊萨ICETM集成冷丝埋弧焊
2016-12-13王富州
王富州
(伊萨焊接切割器材(上海)管理有限公司,上海200070)
伊萨ICETM集成冷丝埋弧焊
王富州
(伊萨焊接切割器材(上海)管理有限公司,上海200070)
ICE(integrated cold electrode)集成冷丝埋弧焊是在双丝埋弧焊的基础上增加了一根不导电的焊丝(冷丝),冷丝置于同一个导电嘴中的两根平行的导电焊丝(热丝)中间,利用导电焊丝在焊接过程中产生的电弧热量熔化冷丝,在无需额外增加焊接热输入的情况下达到显著提高焊接熔敷率的埋弧焊接方法。通过伊萨专利技术的控制软件在控制系统中设定冷丝送丝比率以达到与热丝送丝速度的有效匹配,保证焊接过程的稳定性。焊接过程的稳定还得益于伊萨ICE焊枪的设计,即使干伸长度和弧长发生变化也能保证冷丝的熔化点始终在电弧的包围中。ICE具有焊接熔敷率高、焊剂消耗量少、节能环保、焊道成型易控等特点。
ICE;集成冷丝埋弧焊;熔敷率;热输入;能耗
1 冷丝在焊接标准中的规定依据
在焊接过程中添加冷丝的应用并非新型技术,埋弧焊冷丝的应用在国际上已经有15~20年的历史。许多国际标准中都有对于冷丝使用的规定。
ASME第九卷—锅炉压力容器焊接工艺评定标准中,QW254和QW-404.24规定焊丝增减10%是丝极埋弧焊接工艺评定的重要变素,如图1所示。
AWS D1.1钢结构的焊接标准中表4.5也有关于焊材添加或者减少的规定。
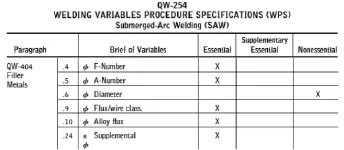
图1 ASME关于焊丝的规定
2 伊萨ICE
2.1ICE工作原理
ICE是在单电源双丝焊(twin)的基础上在两根焊丝中间再加上一根不通电的焊丝(冷丝)。焊丝直径通常为2.5mm。利用旁边两根通电的焊丝(热丝)产生的电弧热量熔化中间的冷丝,如图2所示。通过伊萨专利技术PEK控制器中的软件设计来控制冷丝送丝速度和热丝送丝速度的比例,与普通埋弧焊相比,只是多设置了一个冷丝送丝比率CWFR(Cold Wire Feed Ratio)的参数,冷丝的送丝速度可以在一定范围内调整(10%~100%),通过软件控制保证稳定的焊接过程,伊萨设计的开始程序保证冷丝送丝之前引燃电弧,结束程序保证电弧熄灭前冷丝从熔池中抽回。焊接过程的稳定还得益于伊萨ICE焊枪的设计,保证冷丝始终处于电弧之中,即使焊接条件发生变化,冷丝的熔化点也始终在电弧的包围之中,干伸长度和弧长变化都不会对冷丝的熔化产生不利影响。ICE作为伊萨的一个整体集成技术,保证了焊接过程的安全和稳定。
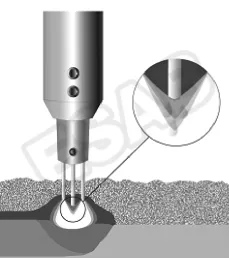
图2 ICE工作原理
在单电源ICE的基础上再增加一个焊枪和电源,形成tandem ICE,可以进一步提高焊接熔敷率。
2.2熔敷率
焊接熔敷率是单位时间内得到的熔敷金属重量(单位:kg/h)。埋弧焊在采用单电源单丝、单电源twin、单电源ICE以及双电源双丝、双电源单丝+twin、双电源twin和双电源ICE的熔敷率的对比如图3所示,由图3可知,单电源单丝普通埋弧焊的熔敷率通常为8 kg/h。而熔敷率最高的双电源ICE可以达到40 kg/h,是单丝埋弧焊的5倍。
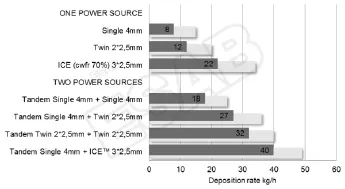
图3 熔敷率对比
2.3热输入
因为焊接热输入只与焊接电流、电弧电压、焊接速度有关(见式1),所以ICE焊接热输入的计算和普通焊接没有区别,也就是说冷丝送丝比率不改变焊接热输入的大小。同时冷丝的加入并不需要额外更大的焊接热输入来熔化焊丝,热丝产生的电弧热量已经足够熔化冷丝,这也是ICE和其他埋弧焊相比在相同的焊接热输入下能够提高熔敷率的原因,伊萨的研究表明在不同的冷丝送丝比率下,Δt8/5即800°C~500°C的冷却时间不会发生变化

2.4焊剂消耗量
由于冷丝的加入,每一道焊接厚度会有所增加,这就意味着焊接道数的减少,因此也意味着焊剂消耗的减少,通常焊剂消耗量会减少20%左右。
2.5能源的节省
由于冷丝的加入不需要额外的焊接热输入,同时得到了更多的焊缝金属,因此节省了能源的消耗。研究表明和单电源双丝焊相比,ICE可以节省30%的电能消耗。
2.6焊道表面成型控制
可以通过设定冷丝送丝比率的大小来调整想要获得的焊道表面成型,而且在焊接过程中通过调整一个旋钮就可以轻松实现,操作非常简单方便。
2.7典型应用
2.7.1单面焊接双面成型
母材:20 mm碳钢,板材单侧开60°坡口,4 mm钝边,不留间隙。采用tandem直流4 mm焊丝+交流3×2.5 mm ICE,焊丝牌号OK Autrod12.22(EM12K),焊剂牌号OK Flux10.71,背面采用铜衬垫铺伊萨专用的背面成型焊剂OK Flux 10.69。焊接速度为750 mm/min;热输入6.6 kJ/mm;熔敷效率32 kg/h;V型缺口冲击达到52 J(-20℃)。达到了单道焊缝单面焊接双面成型的焊接效果和提高生产效率的目的(见图4)。
2.7.2堆焊
如图5所示,阀门堆焊需要消耗焊材300 kg,采用普通的twin双丝焊接需要35h。采用直流3×2.5mm ICE,焊丝牌号OK Autrod12.22(EM12K),焊剂牌号OK Flux 10.71,熔敷率达到11.6 kg/h,与twin相比提高了40%,同时焊剂消耗量减少了20%,电能损耗减少了26%。

图4 单面焊接双面成型
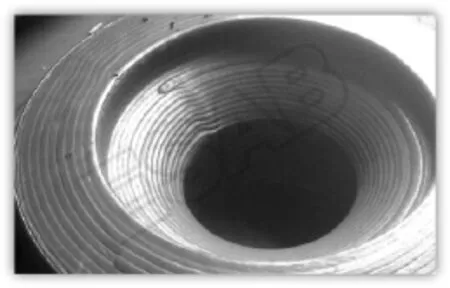
图5 阀门堆焊
2.7.3角焊缝
母材:24 mm S460板材,2F焊接位置,焊脚高度要求12 mm,如果采用普通单丝埋弧焊需要焊接三道,采用tandem交流3×2.5mmICE+交流2×2.5mm twin后,焊接一道达到此焊脚要求(见图6)。焊丝牌号OKAutrod12.32(EH12K),焊剂牌号OKFlux10.71,焊接速度880 mm/min,焊剂的消耗量减少40%。
2.7.4厚板焊接
母材为意大利Walter Tosto S.p.A公司生产的SA240TP321,厚度153 mm(见图7),坡口角度52°,双面焊接。采用直流3×2.5 mm ICE,焊丝牌号OK Autrod 347,焊剂牌号OK Flux 10.93,焊接速度为900 mm/min;焊接热输入1.6~1.8 kJ/mm;熔敷效率14 kg/h,与单丝焊接相比熔敷率提高了90%。

图6 角焊缝

图7 厚板焊接
3 结论
伊萨作为全球领先的埋弧焊系统供应商在为高要求客户提供优质服务方面已拥有数十年的丰富经验,我们以品种丰富的焊接材料结合ICE专利技术为您的应用提供最具生产效率的埋弧焊解决方案。
ESAB ICE SAW
WANG Fuzhou
(ESAB China,Shanghai 200070,China)
ICE stands for integrated cold electrode,the cold electrode is electrically insulated and fed in between and parallel to the two hot wires in the same twin contact jaws.Take advantage of arc heat from hot wire to melt cold wire,to increase welding deposition rate significantly without extra heat input.The cold wire feed speed is software controlled by ESAB patent technology control system to ensure the most stable cold wire welding process,the ESAB ICE welding torch provides a very stable welding process,welding process is not sensitive for variations in stick out and arc length.ICE is characterized by high welding deposition rate,low flux consumption,energy saving and easily control weld size.
ICE;ICE SAW;deposition rate;heat input;energy saving
TG434.4
A
1001-2303(2016)03-0011-03
10.7512/j.issn.1001-2303.2016.03.03
2016-02-16
王富州(1972—),男,山东人,学士,主要从事压力容器焊接工艺的研究工作。
