WZM1-315C全自动氩弧焊机在换热器中的应用
2016-12-13王东丽
董 研,高 磊,王东丽,王 娜
(抚顺化工机械设备制造有限公司,辽宁抚顺113122)
WZM1-315C全自动氩弧焊机在换热器中的应用
董研,高磊,王东丽,王娜
(抚顺化工机械设备制造有限公司,辽宁抚顺113122)
介绍WZM1-315C全自动氩弧焊机的用途、结构和操作程序。该焊机主要由龙门式焊机操作架、特殊设计的焊机机头、IGBT逆变控制直流脉冲电源、基于PLC的控制系统四部分组成,具有结构紧凑、功能完善、工作可靠、焊接质量好等特点。采用WZM1-315C全自动氩弧焊机对换热器中不同结构、不同材质的管-管板接头进行焊接工艺研究,获得了合理的焊接工艺参数,提高了生产效率,满足了炼油系统长周期安全运行的需求。
WZM-315C全自动氩弧焊机;换热器;管-管板接头;焊接工艺
0 前言
管壳式换热器在电力、冶金、石油和化工等行业中应用广泛,每台换热器的管-管板焊接接头数量少则几十个,多则数千个,传统的手工钨极氩弧焊已经不能满足需求,而换热管与管板的焊接是换热器制造的关键工序之一,因此发展高效率、高质量的焊接技术势在必行。本研究采用WZM1-315C全自动氩弧焊机,针对不同结构、不同材质的管-管板接头进行焊接工艺研究,获得了合理的焊接工艺参数,可以用于指导实际生产。
1 WZM1-315C全自动氩弧焊机
1.1用途
WZM1-315C全自动氩弧焊机由武汉星光石油化工设备有限公司生产,是为我国电站锅炉、石油、化工、原子能、造船和轻工业中热交换器生产而研制的专用设备,主要用于管-管板焊接。本设备适用于碳钢、不锈钢、钛合金、铜合金等金属的全位置焊接。
1.2焊机结构
焊机由焊机操作架、焊机机头、焊接电源、控制系统四部分组成,如图1所示。
图1 WZM1-315C全自动氩弧焊机
1.2.1焊机操作架
焊机操作架采用龙门式结构,可通过六轴精确定位。机头装在龙门架的横梁上,可沿横梁作水平方向移动,横梁可做垂直方向的升降运动。
1.2.2焊机机头
焊机机头由步进电机驱动旋转,能在水平面上做左右180°旋转,便于操作时钨极和焊丝的更换,工作可靠。
1.2.3焊接电源
采用中外合资唐山松下机器有限公司生产的IGBT逆变控制直流脉冲电源,电弧电流为脉冲波形,各参数均可单独设定,焊接时电流分八段:每段分基值和峰值,八段可设置一样的参数,也可设置不一样的参数。脉冲电流使得熔池易于控制,熔宽和熔深均匀一致,成形美观,焊接质量可靠。
1.2.4控制系统
采用西门子公司生产的可编程控制器(PLC),配以其生产厂家自主设计编写的软件,焊接参数通过触摸屏设置。整个焊接过程根据预先设定的程序和工艺规范自动进行,直接在触摸屏上显示,自动化程度高。而且该焊机具有81套程序存储,相应的参数设置简单,操作方便。
1.3焊接操作程序
焊接操作程序如图2所示。

图2 操作程序
1.4WZM1-315C全自动氩弧焊机焊接特点
1.4.1全位置焊接
管-管板接头在进行自动化焊接时必然有平焊、仰焊、上坡焊和下坡焊,即全位置焊接(见图3),焊接过程中熔池金属会受到重力、电弧吹力和表面张力的综合作用并随焊接位置的变化而不断改变,直接影响焊缝成形[1-8],这是管-管板接头自动焊工艺的难点之一。WZM1-315C全自动氩弧焊机能解决这个问题,因其采用直流正接的脉冲焊方式,焊接开始阶段焊接电流上升到设定值后,电流以脉冲的方式进行焊接,峰值电流阶段熔化金属,基值电流阶段维持电弧稳定燃烧,最后焊接电流下降到零,焊接工作结束。此设备焊接产品时,熔池深而窄,电弧稳定,热影响区小[9]。
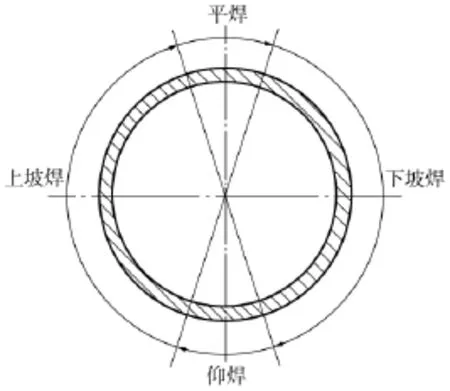
图3 管头全位置焊接
1.4.2重叠角焊接
管-管板接头自动焊工艺的另一个难点就是焊接电流的变化过程要与机头的运动相互配合。引弧成功后,进入电流上升阶段,同时启动机头旋转,进入正常焊接阶段,机头旋转一周后到达起弧位置。但由于最开始的一段焊缝是在电流上升阶段成形的,成形效果不理想,需继续焊接,此时进入电流下降阶段,利用电流下降阶段对电流上升阶段的焊缝进行补焊,改善成形,至此整个焊接过程结束,机头停止旋转。因此,使用WZM1-315C全自动氩弧焊机焊接管-管板接头时机头的旋转运动要大于一周,即形成一个重叠角(见图4),以保证焊缝成形良好。
2 管-管板接头焊接形式
WZM1-315C全自动氩弧焊机焊接管-管板接头时,常用的焊接形式主要有角焊缝、平焊缝、内缩焊缝及减应力槽四种,如表1所示。
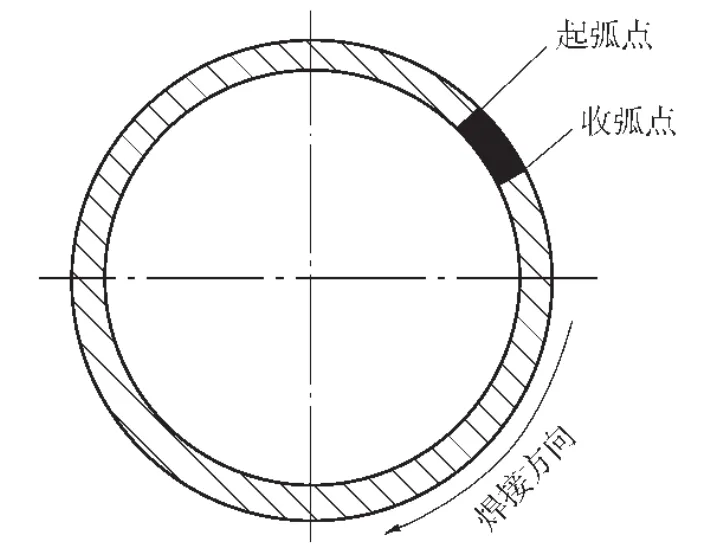
图4 重叠角焊接
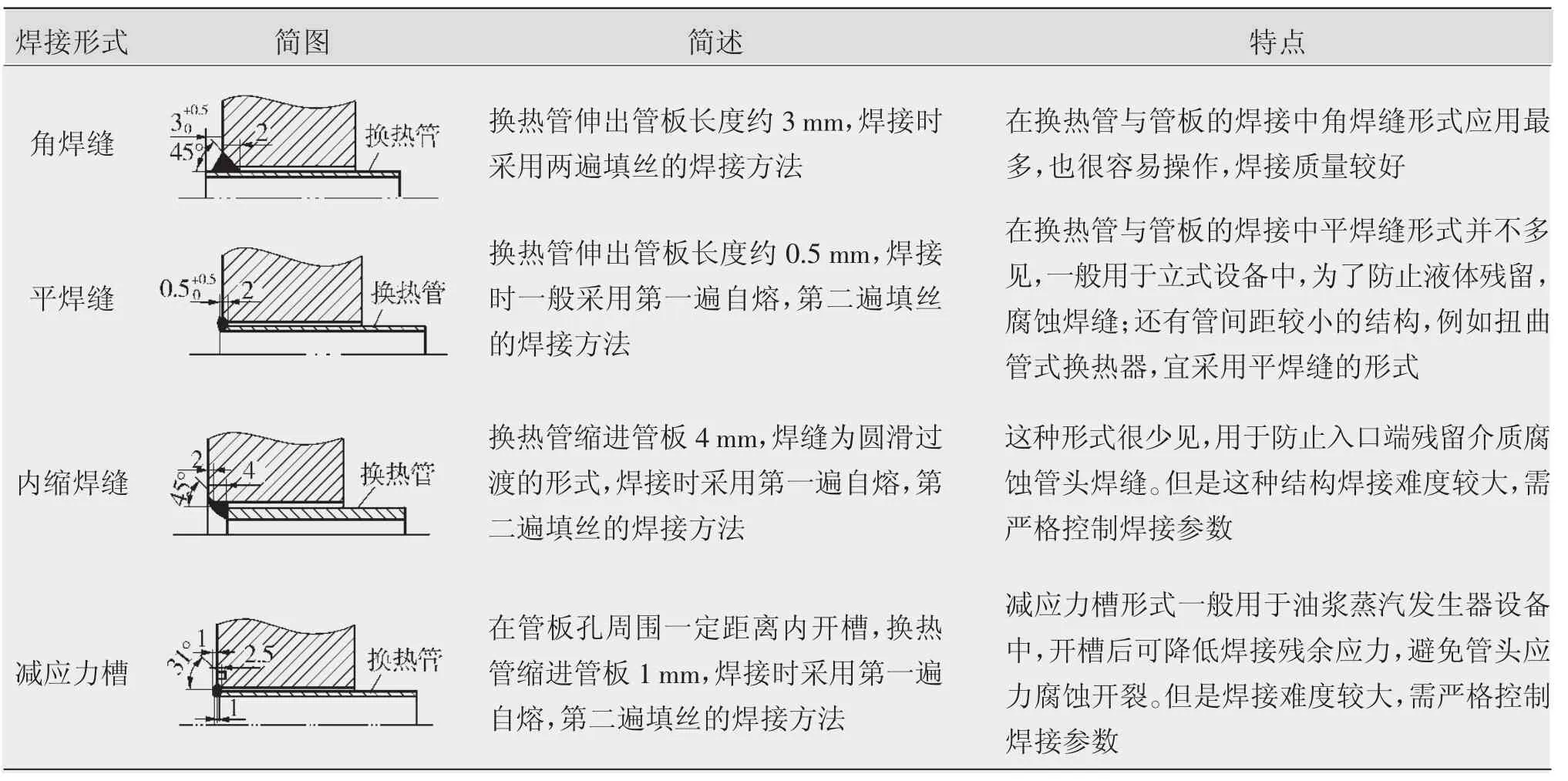
表1 管-管板接头焊接连接常用的结构形式
3 管-管板接头常用材料焊接注意事项
3.1碳素钢及低合金钢
碳素钢及低合金钢换热器生产过程中常用的换热管材质为10#碳素钢,管板材质为16MnⅢ低合金钢,焊接时要控制熔合比,需焊前清理,焊接过程中注意控制层间温度不大于250℃。
3.2不锈钢
不锈钢换热器生产过程中,换热管与管板常用材质为S30403,由于容易渗碳,所以需将工件单独放置,与碳素钢隔离。焊接时需采用小线能量、小电流、快速焊,控制好熔池温度,以防止氧化。焊接前注意清理,保护气体氩气的纯度在99.9%以上,焊接过程中注意控制层间温度不大于150℃。
3.3碳钢/低合金钢与不锈钢
制造过程中经常会遇到换热管材质为不锈钢,管板材质为低合金钢,即异种钢管头焊接,如换热管为S30408,管板为16MnⅢ,此种结构很容易出现裂纹缺陷,经过长期的实践,总结出以下几点:(1)在焊接前要将管板孔内杂质清理干净;(2)采用两遍填丝的焊接方法;(3)在保证焊透的情况下尽量降低熔合比,采用小电流、高电压、快速焊;(4)选用高Cr、Ni含量的E309型焊丝;焊接过程中注意控制层间温度不大于150℃。
3.4镍基材料、钛材
在高温下镍基材料、钛材易与氧气、氢气反应,焊接时易产生气孔、裂纹等缺陷,焊接时,焊丝的加热端应始终有氩气保护。为加强保护效果可在侧面加一辅助输送保护气拖罩。焊接时注意焊前清理,保护气体(氩气)的纯度在99.99%以上,焊接时在保证焊透和熔合良好的前提下,尽量采用小的焊接线能量;严格控制层间温度小于100℃。在此以UNS N06625换热管与管板焊接接头为例来介绍。
常用换热管与管板材料及其焊材的化学成分如表2所示。
4 工艺试验
使用WZM1-315C全自动氩弧焊机对表2中4组材质进行管头焊接试验,组号对应的是上表的序号,每组包括平焊缝和角焊缝两种形式。管板规格300 mm×200 mm×20 mm,换热管规格19 mm×2 mm。
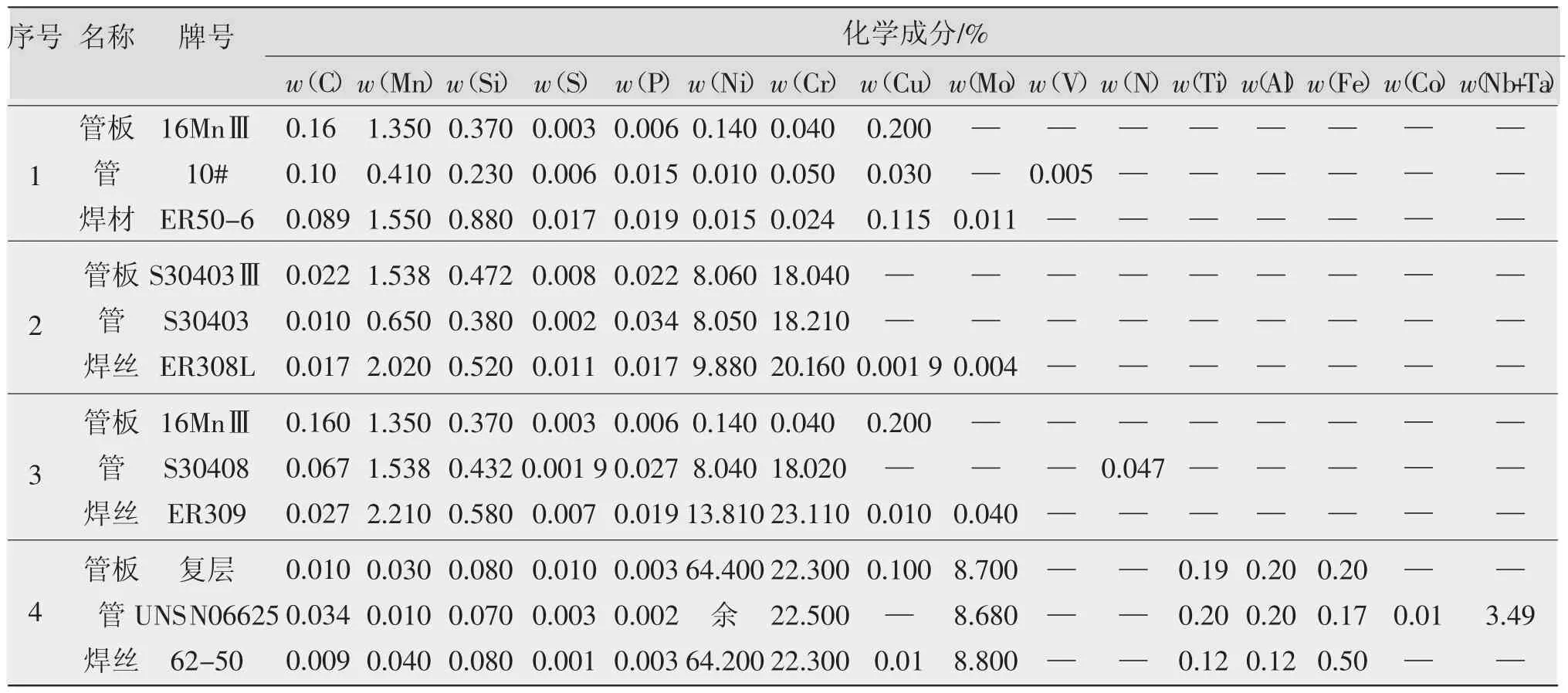
表2 材料化学成分
4.1坡口加工及组对定位
根据NB/T47014-2011《承压设备焊接工艺评定》附录D的要求制作焊评试板,试板管孔直径、允许偏差及管板孔中心距应符合GB/T 151《管壳式换热器》中的相关规定,管孔坡口采用机械加工方法加工,坡口45°,然后穿入换热管,清理坡口、管板面及管头的油污、锈蚀、水渍等杂物。用点焊方法对管板与管子进行固定,焊接位置为12点和6点方位,如图5所示。

图5 焊评试板
4.2管-管板接头的焊接
平焊缝选用第一遍自熔,第二遍填丝的焊接方法;角焊缝选用两遍填丝的焊接方法;由于第3组为异种钢焊接,焊接时平焊缝与角焊缝均选用两遍填丝的焊接方法。焊接时第二层的起弧位置要避开第一层的起弧位置;熄弧时,弧坑要填满,过渡要平滑,不应有明显的凸棱和凹陷。通过试验验证,最终获得了合理的焊接工艺参数,如表3所示。
5 焊后检测
5.1外观检测
焊接后对试件进行外观检测,检测结果为4组试件均无裂纹、咬边、气孔、夹渣等缺陷,焊肉饱满,成形良好,外观检查合格。
5.2渗透检测
4组试件经着色法渗透检测后无任何缺陷,Ⅰ级合格。
5.3宏观金相检测及熔深测量
5.3.1宏观金相检测
任取对角线位置的两个管接头切开,两切口互相垂直。切口一侧面应通过换热管中心线,该侧面即为金相检验面,共取8个,其中应包括一个取自接弧处。经检验,4组试件每个检验面均无裂纹、气孔及夹渣等缺陷。通过5倍放大镜观察,熔合区和焊缝清晰可见,无微型裂纹,管板焊接情况良好,如图6所示。
5.3.2焊缝厚度
对每个检验面进行焊缝厚度测量,经检测,试验结果满足NB/T47014-2011附录D的要求,具体结果如表4所示。
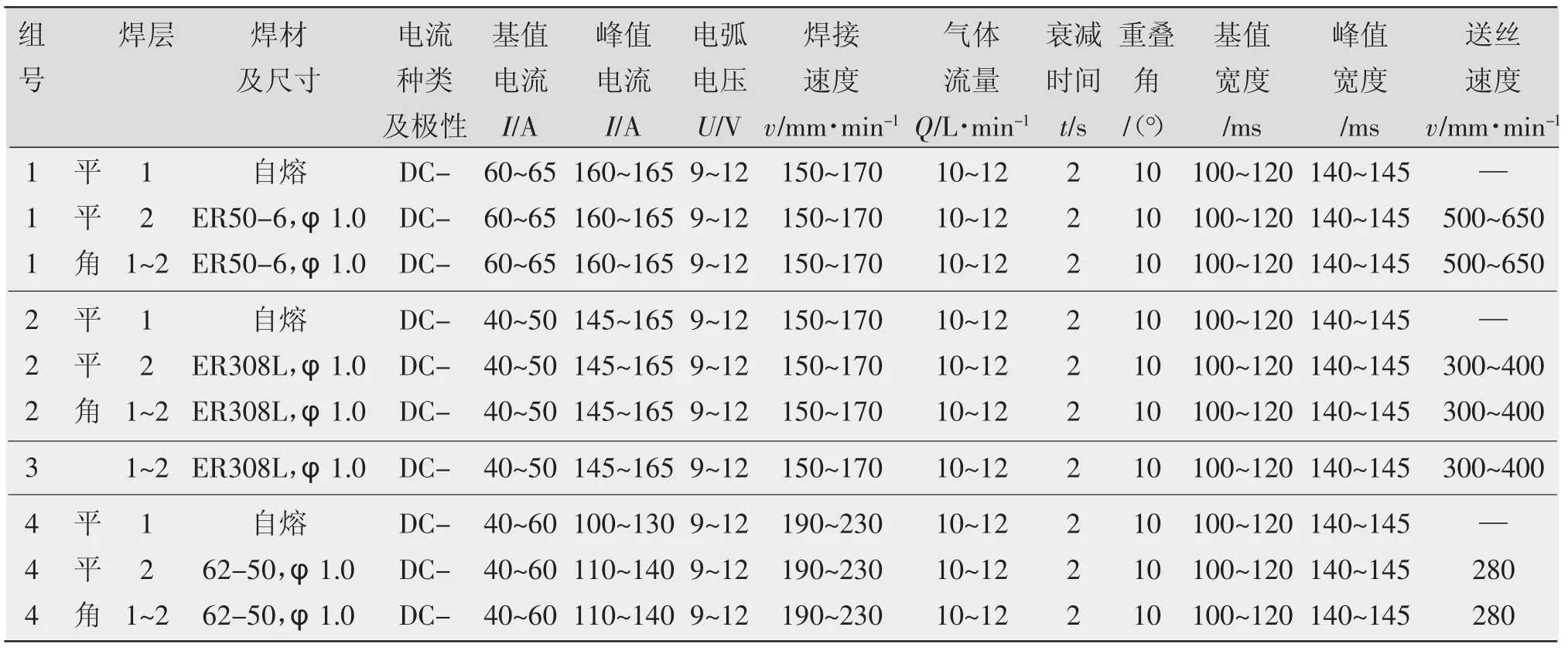
表3 管-管板接头焊接工艺参数
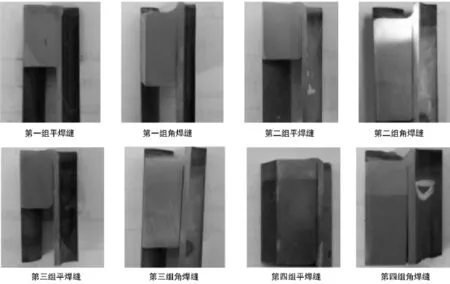
图6 各组试样宏观金相组织
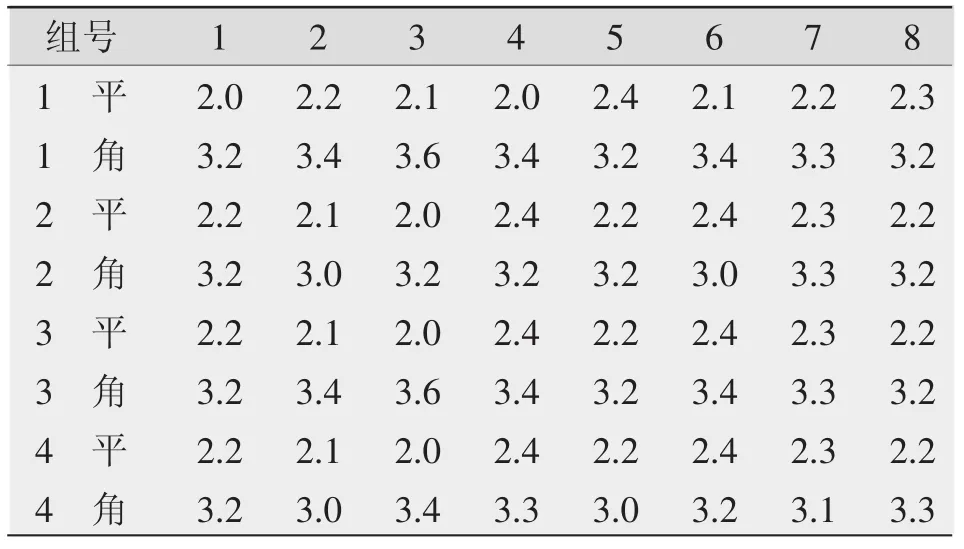
表4 剖切面与相应角焊缝厚度mm
6 结论
(1)采用WZM1-315C全自动氩弧焊机对不同结构、不同材料管-管板接头进行焊接试验,焊后检验合格,该设备可以保证焊接接头质量,能够满足生产要求。
(2)采用WZM1-315C全自动氩弧焊机焊接管-管板接头能够大大减轻工人的劳动强度,提高工作效率。由于是数控式自动操作,焊接参数可控,可以保证稳定的焊接质量,减少人为因素造成的缺陷。
(3)使用WZM1-315C全自动氩弧焊机将上述试验获得的焊接参数应用到实际产品焊接生产中,经过一个检修周期,未出现管头泄漏问题,足以验证该设备的可靠性。
[1]张忠厚,严冬,仇鹏.管-板全自动钨极氩弧焊接装置的研制及主要参数的计算[J].焊管,1999,22(5):35-37.
[2]李敏,黄禹,龚时华,等.WZM-315C全自动管-板焊机的研制[J].电焊机,2007,37(8):42-44.
[3]李晋.基于ARM CORTEX-M3的全数字化多功能管板焊接电源的研究[D].广州:华南理工大学,2009:65-80.
[4]王振民,白中启,孙雨,等.嵌入式数字化控制的核电建设用多功能逆变焊机[J].华南理工大学学报:自然科学版,2008,36(10):146-150.
[5]陈国余,董文宇.全位置自动管板焊系统在电建冷凝器制造中的应用[J].电焊机,2005,35(8):5-6.
[6]孙国辉,李春光.薄壁不锈钢换热管与管板焊接工艺[J].压力容器,2003,20(6):36-38.
[7]王天先.高压换热器管子管板自动脉冲钨极氩弧焊[J].电焊机,2007,37(8):64-68.
[8]白中启.基于ARM的嵌入式数字化管板焊接电源的研究[D].广州:华南理工大学,2008:3-15.
[9]王振民,张栋,李晋,等.换热器管板的全位置自动化焊接工艺[J].华南理工大学学报(自然科学版),2010,38(5):100-104.
Application of the WZM1-315C full automatic agron arc welding machine in the heat exchanger
DONG Yan,GAO Lei,WANG Dongli,WANG Na
(Fushun Chemical Equipment Manufacture Co.,Ltd.,Fushun 113122,China)
The WZM1-315C full automatic argon arc welding machine is introduced in this paper,including its use,structure and operating procedure.There are four major parts which include a welding machine operating frame with gantry structure,a special welding head,a IGTB inverter dc pulse power supply and a PLC control system.This machine is characterized with its compact structure,complete functions,high degree of reliability,and good welding quality.Tube-tube sheet joints welding process with different structure,different material of heat exchangers is researched by the WZM1-315C full automatic agron arc welding machine,and getting reasonable welding parameters,it can improve production efficiency and meet the need of the long-term safe operation of refining system.
WZM-315C full automatic agron arc welding machine;heat exchanger;tube-tube sheet joint;welding process
TG434.5
A
1001-2303(2016)03-0033-06
10.7512/j.issn.1001-2303.2016.03.07
2016-01-08
董研(1986—),女,辽宁沈阳人,工程师,学士,主要从事压力容器焊接方面的技术工作。
