使用Simatic HMⅠ系统管理电气设备故障
2016-12-12于林
于林
(山西省太原重工矿山设备分公司,山西 太原 030024)
使用Simatic HMⅠ系统管理电气设备故障
于林
(山西省太原重工矿山设备分公司,山西 太原 030024)
电气设备在恶劣的工况下出现故障是在所难免的,如何让设备故障实时且简洁明了地显示在操作员的视线里,用以提醒故障出现的具体位置及处理方法,方便维修技术人员处理问题,提高设备的运行效率。WinCC flexible是德国西门子公司工业全集成自动化(TIA)的子产品,是一款面向机器自动化的HMI软件。HMI触摸屏设备可通过过程总线与PLC连接构成具有上位机控制的自动控制系统。HMI上可以实现的主要功能有:过程可视化、操作员对过程的控制、显示报警、归档过程值和报警、过程值和报警记录、过程和设备的参数管理。文章以HMI与PLC组成的单用户系统为基础,讲述如何将设备产生的故障设计为触摸屏上的报警系统,让故障及时地显示出来,并对触发的报警加以文本信息的解释,让设备维修变的得心应手。
设备故障;PLC;HMI触摸屏;报警系统
由复杂庞大的电气系统控制的大型机械设备,在恶劣的工作状况下运行,设备发生的故障随之增多。但其本身的成本高,为它配备的相应设备多,要想提高所有设备协同作业的生产率,就必须保证每一生产环节的连续性和高效率。如何保障恶劣工况下设备的高效率生产显得极为重要。以前的旧设备产生故障时没有智能提醒,只能通过技术人员层层分析才能处理,加大了故障处理的工作量。现今的设备配备了自动控制的上位机系统,使用HMI设备将会实时监控程序设计中的所有故障点,将运行中产生的问题清晰明了化,将有助于操作及维修人员及时找见发生问题的所在处,使故障处理时间降到最低,从而保证高生产率。
1 构建HMI设备与PLC连接的单用户系统
HMI设备可以通过Profibus过程总线与PLC连接构成单用户、多用户系统。多用户系统就是多台HMI设备通过过程总线连接至一个或多个PLC的多用户系统。如图1所示。

图1 左图为HMⅠ与PLC组成的单用户系统,右图为多用户系统
2 用PLC编程构建离散量及模拟量变量
用PLC将开关量关联点编程为开关量故障输出点,如使用断路器、接触器、热继电器的辅助点串联构成各电机运行监测点,若检测回路出现故障后,输入点输入到PLC模块时的位地址状态将发生改变,则可以使用程序将这些点编程为故障点输出,就可以在HMI上将这些故障点组态为离散量报警。
也可以对模拟量进行编程处理,如温度,流量,压力等。对模拟量的处理,本例通过调用FC105系统功能对温度模拟量进行测量,把模拟量的实际结果作为输出变量用来组态模拟量报警。若此变量超出所设置的区间,它将会触发HMI报警。图2为在PLC仿真器上测量温度实际值的梯形图,PIW266为模拟量输入值,MD100为输出的温度实际值。

图2 使用系统功能FC105测量模拟量值
3 组态报警系统
3.1 组态离散量报警
在WinCCflexible软件中,在项目菜单中选择新建,创建一个空项目,设备类型选择为Multi panels MP27710"Touch。在项目中选择通讯/连接,创建一个名称为连接_1,通讯驱动程序为SimaticS7 300/ 400,在参数属性中选择接口为IF1B,其他为默认值。新建变量,选择通讯/变量,打开变量编辑窗口。创建名称为故障信息,地址为MW10的变量;创建名称为温度,地址为MD100的变量。
打开报警管理/离散量报警,创建通风机电气故障、相序继电器故障,类别都为错误,触发变量为故障信息,触发器地址分别为M11.0及M11.1。同理,也可以将变频器所报的各类故障通过FC15系统功能输出到DB数据块,并对DB块内的故障位变量组态离散量报警。DB数据同样由CPU传送到HMI,这样便可以组建更多的有需要的离散量报警。离散量报警组态如图3所示。
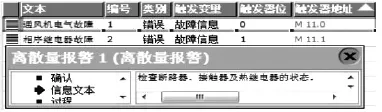
图3 离散量报警的组态
3.2 组态模拟量报警
打开报警管理/模拟量报警,在文本中输入润滑油温度过高,当前温度为
4 组态报警窗口
首先组态报警类别,报警类别可以将错误、诊断事件、警告及系统所产生的报警进行归类,还可以设置各种颜色来表示已激活的、已取消及确认的报警状态,方便操作员的观察。其次在模板中可以组态报警窗口,报警指示器;也可以在画面中组态报警视图,用以将出现的报警显示在画面程序中。如在模板中组态报警窗口及报警指示器。报警指示器可以显示报警的个数。在报警窗口中可以组态窗口中显示的报警条数、报警列文本的标题及需要显示的列文本等,也可以设置最新的报警的最先显示。报警窗口的作用是显示实时出现的报警信息文本及报警的提示信息,这样就可以将报警显示在设备窗口上,方便维修处理故障。
5 运行系统
用WinCC flexible simulator对程序仿真,并给相应的变量赋值后,出现的故障报警窗口,可以根据对应的故障来查看故障的信息文本,在信息文本中将会提示出现故障发生的具体位置及检查的主要对象。对排除了的故障需要确认的必须确认才能将其从报警窗口中去除,因为在程序中可以把极其重要的故障编程为影响系统整体运行的必要条件之一,如果不确认,则关键电气驱动柜无法启动,如变频器出现的故障信息,必须确认才能再次启动,保证了设备运行的可靠性及安全性。
将MP27710″Touch的IF1B口与S7300PLC的MPI口用DP总线相连,保存编译好程序后用适配器下载到Touch中,启动设备,当设备出现相应的故障后,可以通过触摸屏的显示来快速直接地排查出现的问题,保障设备的高效运行,实现设备运行过程的自动化。
6 结语
设备在运行中出现的故障都可以通过PLC编程,通过HMI设备管理报警。除了对系统故障的即时监控显示,还可以对报警分组,方便确认故障信息;还可以对报警进行记录,方便设计及维修人员统计常见故障,并对常见故障分析处理,改进设备设计中出现的缺陷,提高设备质量。
[1]廖常初,陈晓东.西门子人机界面(触摸屏)组态与应用技术[M].北京:机械工业出版社,2008.
[2]杨依领,谢龙汉.西门子S7-300PLC程序设计及应用[M].北京:清华大学出版社,2014.
[3]向晓汉,苏高峰.西门子PLC工业通信完全精通教程[M].北京:化学工业出版社,2013.
[4]王兆义.变频器应用与实训指导,北京:高等教育出版社,2005.
[5]罗利文,盛戈皞等.电气与电子测量技术[M].北京:电子工业出版社,2011.
TP273
