板料拉弯结构弯曲模的凹模圆角半径分析
2016-12-12施于庆
施于庆
(浙江科技学院 机械与汽车工程学院,杭州 310023)
板料拉弯结构弯曲模的凹模圆角半径分析
施于庆
(浙江科技学院 机械与汽车工程学院,杭州 310023)
拉弯结构的模具设计有助于减小U形件弯曲后的回弹,但模具的凹模圆角半径设计会对抑制回弹的效果产生影响。通过拉弯时板料受力情况分析计算得出:凹模圆角半径大于凸模圆角半径,U形件有向内侧回弹趋势;凹模圆角半径小于凸模圆角半径,U形件有向外侧回弹趋势;而凹模圆角半径等于凸模圆角半径,则控制回弹的效果最理想。
拉弯模具;凹模圆角半径;分析计算;回弹
U形件的板料弯曲是一个大挠度的非线性塑性成形过程,板料在压制过程中产生复杂的应力应变后引起的回弹是板料弯曲难以解决的问题之一[1]。拉弯工艺或拉弯结构的模具设计能改善板料弯曲过程中的受力情况,可抑制弯曲后产生的回弹或将回弹控制在一个可控范围内,达到产品设计要求[2]。减小回弹的方法一般有补偿法和修正法,前者是预先估计一个回弹量,在模具设计时就考虑回弹量大小;后者是减少板料与模具的接触面积来实现减小回弹[3]。但在实际生产中,这两种方法的效果并不理想。变压边力在弯曲过程加载变化的压边力,有助于改善受力情况,但还是要与拉弯结构配合使用,而且这种方法实现起来成本比较高[4]。U形件弯曲时,在模具上增加类似于拉深结构上的压料圈,通过在压料圈上加载压力在板料上下平面上产生切向摩擦力,使板料在流经凹模圆角产生拉弯作用并被拉进凹模模腔里成形,是一种比较理想结构设计。压料圈上加载的压边力产生切向摩擦力,使得板料内外层都产生拉应力,尽量抵消内层的压应力,如果压边力减小,就会使得弯曲结束后板料内部抵消变形抗力的抗弯内力矩减小,而抵消变形抗力的抗弯内力矩就是产生回弹的主要因素之一。凸模圆角半径和凹模圆角半径设计的大小会对应力中性层位置产生不同偏移值,板料受到内外层压力和拉力对应力中性层就有不同的弯曲力矩,使弯曲结束后板料内部抵消变形抗力的抗弯内力矩不同,进而影响回弹量的大小。
1 板料弯曲时应力分析和计算
图1所示的是板料的U形件不加压边圈的弯曲,图2是板料弯曲的受力状态。

图1 U形件弯曲Fig.1 U-shape bending
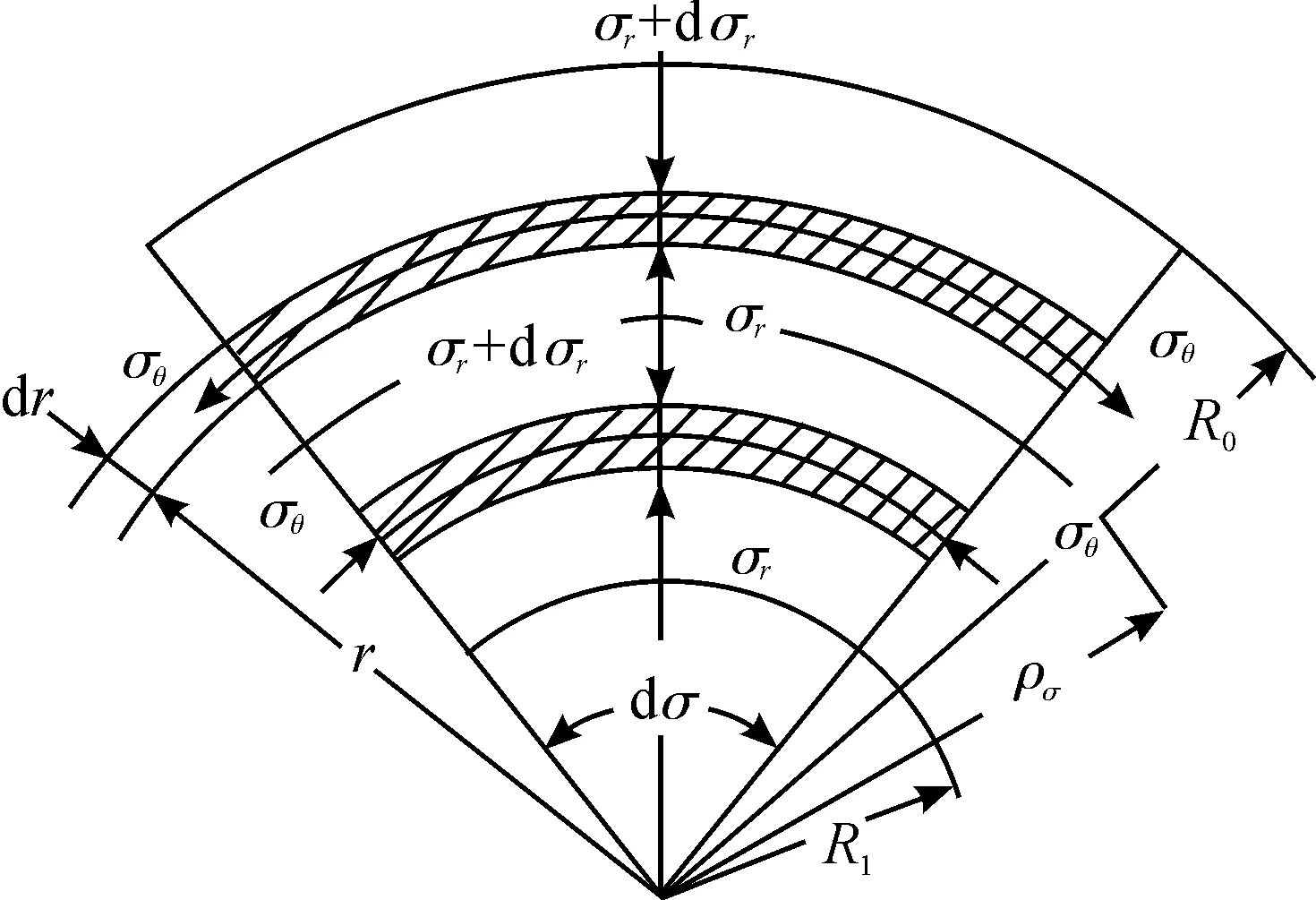
图2 宽板弯曲时的单元体上的作用力Fig.2 Press on unit during sheet-metal bending of wide plate
外层取单元体在厚度方向上的力学平衡方程为:



(1)
内层取单元体在厚度方向上的力学平衡方程为

(2)
板料冷弯曲产生加工硬化时,采用不同的实际应力-应变曲线进行分析将有不同的计算结果。为方便计算,不计中间弹性变形的影响,采用近似硬化直线作为简化模型。应力-应变关系式为
σ=σs0+K∈,
对外层金属r > ρε:当为平面应变状态时,塑性补充条件为

(3)
对内层金属r < ρε:当为平面应变状态时,塑性补充条件为

(4)
将式(3)和式(4)分别代入式(1)和式(2),不考虑径向和平面应变状态时的中间主应力,积分得
外层:

(5)
内层:

(6)

有硬化时的应力中性层,若考虑材料的加工硬化,由式(5)和式(6)可得


所以有

从而有




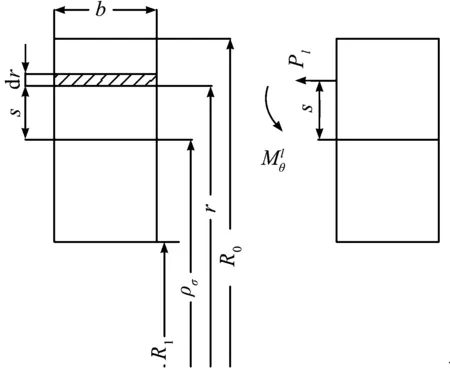
图3 板厚方向上的弯矩Fig.3 Bending moment on plate’s thickness direction

图4 残留的和Fig.
2 拉弯结构模具的圆角半径对回弹的影响

图5 拉弯结构模具Fig.5 Die with stretch bending
拉弯结构模具在U形件弯曲过程中增加压边圈(图5),压边圈上加载压边力Fy,于是,在板料与压边圈、板料与凹模上平面产生切向摩擦力f,使得凹模圆角处垂直于应力中性层到板料与压边圈接触最外层的这个面产生拉力,垂直于应力中性层到板料与凹模接触最内层的这个面产生压力。分别有拉力对应力中性层的弯矩和压力对中性层的弯矩存在。施加在凹模圆角处的中性层这个拉力和压力产生弯矩旋向相同,可以互相叠加。同理,凸模圆角处的拉力和压力产生弯矩旋向相同,也可以互相叠加。但两者叠加后的弯矩旋向不同。弯曲结束后,抵消凸模圆角处叠加弯矩的残留弯矩使工件产生回弹,而抵消凹模圆角处叠加弯矩的残留弯矩抑制工件产生回弹。所以,拉弯结构模具的优势是比较显著的。但如果不同凸模圆角半径rp和凹模圆角半径rd的设计,还是会对抑制工件产生回弹作用有所影响。






式中:t为板料厚度。
1)凸模圆角半径和凹模圆角半径相等,即rp=rd时,由图6和图7所示拉弯过程中受力分析,可得凹模圆角半径上下弯矩

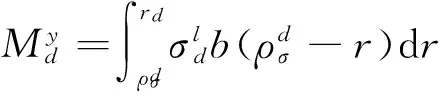
同理,凸模圆角半径内外弯矩
因此有


图6 拉弯过程中受力分析Fig.6 Pressure analysis in stretch bending
图7 拉弯过程中弯矩分析Fig.7 Analysis on bending moment in stretch bending
由于压边力Fy产生的切向摩擦力f存在,总可以使∑Mp和∑Md在数值上相等。设弯矩顺时针为负,逆时针为正,则
∑Md=-∑Mp。
(7)


(8)

(9)

(10)
两者的差值





因

2)凹模圆角半径大于凸模圆角半径,即rd>rp时,由计算可得

弯曲结束后,U形件有向内侧回弹的趋势。
3)凹模圆角半径小于凸模圆角半径,即rd 弯曲结束后,U形件有向外侧回弹的趋势。 某载重车纵梁材料16MnL,料厚为8 mm,U形件内圆角半径设计要求为12 mm,设模具中的凸模圆角半径和凹模圆角半径相等,rd=rp=12(mm),则: s1-t/2=4.51-4=0.51(mm)。 t/2-s1=4-3.49=0.51(mm)。 [1] 施于庆.抑制汽车纵梁弯曲回弹的弯曲模改进设计[J].浙江科技学院学报,2014,26(6):405. [2] 施于庆.冲压工艺及模具设计[M].杭州:浙江大学出版社,2012:132. [3] 王桂英.冲压工艺与模具设计[M].合肥:合肥工业大学出版社,2010:122. [4] 韩雄伟,李欣星,陈祖红.基于BP神经网络的铝合金板料弯曲回弹的研究[J].模具工业,2011,37(9):22. [5] 李尧.金属塑性成形原理[M].2版.北京:机械工业出版社,2013:144-146. Analysis on shoulder radius of die in sheet-metal bending die with stretch construction SHI Yuqing (School of Mechanical and Automobile Engineering, Zhejiang University of Science and Technology, Hangzhou 310023,China) The die construction with stretch bending is useful to reduce springing back after bending of U-shape. But springing back is affected by shoulder radius of die. Analysis on its load conditions in sheet-metal for U-shape is given. The calculation results show that when shoulder radius of die is larger than shoulder radius of punch, springing back of U-shape is inside; when shoulder radius of die is smaller than shoulder radius of punch, springing back of U-shape is outside;when shoulder radius of die is equal to shoulder radius of punch, result of controlling springing back is ideal. stretch bending die; shoulder radius of die; analysis and calculation; springing back 10.3969/j.issn.1671-8798.2016.05.002 2016-01-02 施于庆(1959— ),男,浙江省杭州人,教授,硕士,主要从事板料成形研究。 TG386.32 A 1671-8798(2016)05-0344-06

3 算 例





4 结 语

