有轨电车用槽型钢轨焊接接头焊后矫直作业系统
2016-12-10刘勇宋宏图
刘勇,宋宏图
(1.沈阳铁路局,辽宁沈阳110001;2.中国铁道科学研究院金属及化学研究所,北京100081)
有轨电车用槽型钢轨焊接接头焊后矫直作业系统
刘勇1,宋宏图2
(1.沈阳铁路局,辽宁沈阳110001;2.中国铁道科学研究院金属及化学研究所,北京100081)
我国在现代有轨电车用槽型钢轨焊接过程中创新地采用了移动闪光焊接,并发展出了多种成套的新装备。但槽型钢轨焊后出现了一定数量的弯曲接头,需要在焊后处理时进行矫直。本文重点介绍了WJZ-1型有轨电车用槽形钢轨焊接接头焊后矫直作业系统的功能特点、工作原理、性能指标和主要结构,并介绍了其应用情况。
有轨电车;槽型钢轨;闪光焊;热处理;焊后矫直
截止2015年末,现代有轨电车在上海、天津、广州、南京、沈阳、长春、大连、苏州、淮安等城市相继开通,总里程161 km,占城市轨道交通线路总长的4.5%,有轨电车的建设正处于快速发展阶段。中国城市轨道交通协会调查表明,各地规划的现代有轨电车2020年将达到约2 000 km,远景规划约8 000 km,在此巨大的建设规模下,需要配套的高效率、高质量的建设方式,提升我国现代有轨电车的整体水平。
1 槽型钢轨焊接现状
城市轨道交通用槽型钢轨断面较特殊,其焊接方式主要有闪光焊和铝热焊。通过这2种焊接方式焊接后的焊接接头作为整个轨道结构的重要组成部分,一起随钢轨埋设于地面之下,槽型钢轨轨面基本与地面平齐。焊接接头历来是整个焊接结构的薄弱环节,对无缝线路来说钢轨焊接接头也属于最易出现问题的地方。区别于欧美各国,近年来我国在发展现代有轨电车的过程中创新性地采用了移动闪光焊作为有轨电车线路焊接的主要方式。目前在开通现代有轨电车的城市中,苏州、广州、武汉、北京、淮安、青岛、南京均采用移动闪光焊作为线路的主要焊接手段,其线路质量和接头服役状态明显优于采用铝热焊的几条线路。
使用移动闪光焊进行轨道焊接主要分焊前准备、焊接和焊后处理3个过程。YHG-1200TH型槽型钢轨闪光焊机的使用已基本保证了钢轨焊接接头的内在质量,但由于国内各大钢厂槽型钢轨生产经验尚在积累过程中,槽型钢轨独特的断面和标准要求的宽泛造成了其母材的轧制质量存在一定问题。这些问题造成焊后出现了一定数量的弯曲接头,需要在焊后处理时进行矫直。传统的矫直设备主要针对标准型钢轨,无法对槽型钢轨进行矫直,为此研发了WJZ-1型有轨电车用槽型钢轨焊接接头焊后矫直作业系统。
2 功能特点和工作原理
2.1功能特点
1)可对现场接头进行矫直处理,适用范围包括位于承轨槽外的待换长轨上的焊接接头和已铺设于线路上的各种焊接接头。
2)使用矫直功能时,既可用于对新焊接头进行矫直,又可用于对钢轨硬弯进行矫直。
2.2工作原理
矫直设备整车采用工作舱式结构,作业时由轨道车等具有走行机构的铁路工程用车牵引。矫直系统采用液压矫直方式,使用压力和位移作为联合控制参量,达到精确控制的目标,解决现场对接头上下、左右4向矫直的难题。矫直过程采用三点弯曲法进行矫直,以U形卡口将钢轨进行固定,以弯曲最大点和其两侧各500 mm处构成矫直弯矩施加的3点,针对不同的接头弯曲状态,分别在垂向和横向施加矫直力,通过控制矫直力和矫直位移,形成合适的塑性变形,从而达到矫直目的。
3 主要技术参数
WJZ-1型有轨电车用槽型轨焊接接头焊后矫直作业系统主要技术参数见表1。
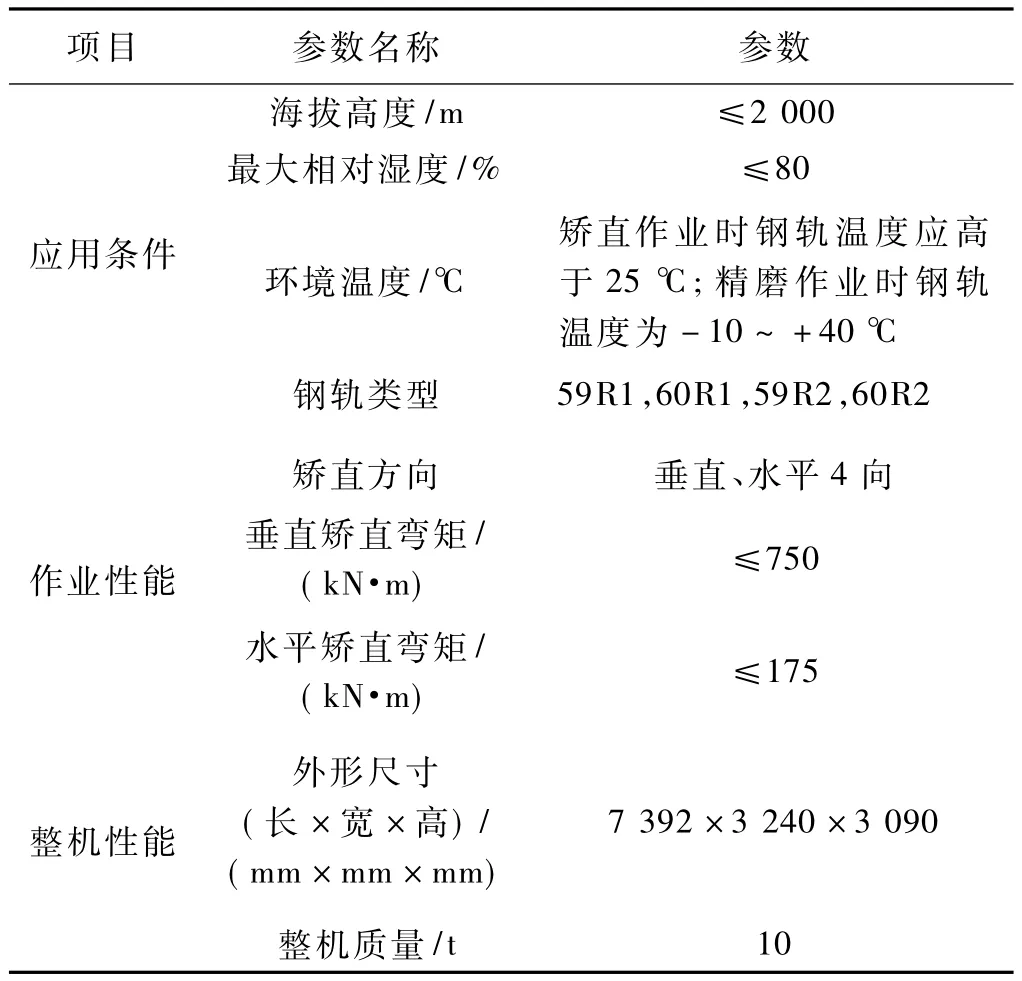
表1 系统主要技术参数
4 主要结构和系统组成
WJZ-1型有轨电车用槽型钢轨焊接接头焊后矫直作业系统(见图1)安装于舱室内,置于轨道平车上,由轨道车牵引,舱体通过集装箱箱角与平车连接。矫直装置可从平车一端伸出后进行作业。矫直舱分为工作舱和活动舱,工作时可将活动舱移到后部。系统包括矫直装置、电气系统、液压系统、起重机、舱体、平车等,核心是矫直装置和电气系统。
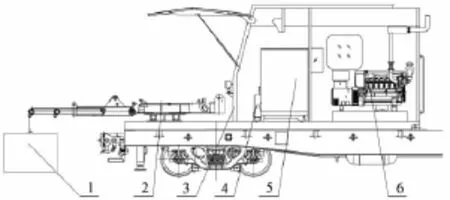
图1 系统主要结构示意
4.1矫直装置
矫直装置由双臂起重机挂载置于钢轨焊接接头部位,通过施加水平或垂直方向的双向压力,即可完成4向矫直。在操作的时候,操作人员可以通过电子显示屏控制压力大小,矫直变形可以通过激光位移传感器测量显示其结果。
钢轨矫直装置由主梁与辅梁构成,主梁右端顶部是用于垂直方向加载的垂直油缸。在垂直油缸下面的活塞杆下部连接着垂直运动钢轨卡具,垂直运动钢轨卡具随着活塞杆上下运动,带动垂直运动钢轨卡具及钢轨上下弯曲。辅梁左端右面是用于水平方向加载的水平油缸。在水平油缸的活塞杆端部连接着水平运动钢轨卡具,水平运动钢轨卡具随着活塞杆左右运动,带动水平运动钢轨卡具及钢轨左右弯曲。以钢轨焊接接头垂直方向出现了低接头为例,矫直时以一侧支点和接头部位为2个固定点,对垂直油缸进行正向加油,使得垂直油缸活塞杆向下运动,带动另一侧钢轨向下弯曲,并产生塑形变形,实现矫直。施加荷载的大小根据所需弯曲变形的大小来决定,变形大则施加的压力也大,变形小则施加的压力也相对较小。矫直装置主要结构见图2。
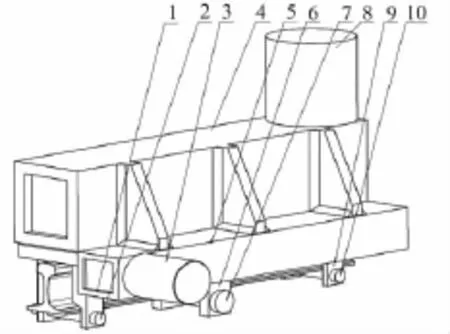
图2 矫直装置主要结构示意
完成钢轨固定后,对钢轨平直度进行测量,并根据测量结果对钢轨不平顺部位进行反向弯曲。对于钢轨水平方向的矫直也采用同样的方法。矫直装置的垂直和水平矫直最大行程为30 mm,其测量行程为±20 mm,测量精度为0.01 mm,可满足平直度测量和矫直要求。矫直装置机头约1 t,尺寸为1 200 mm×700 mm× 900 mm,由双臂起重机吊载。
4.2电气系统
矫直装置电气控制系统框图见图3。电气控制系统由电网或发电机提供的交流380~400 V三相电作为电源。该系统的电气控制柜是配电和控制的核心,将电源经保护和控制后分配给各起重机油泵电动机、机头油泵电动机、循环油泵电动机、冷却风扇、液压油加热器、工控机和直流开关电源,又将24 V的DC电源提供给控制面板、信号采集和处理系统,并控制各个阀门线圈,同时接压力传感器、位移传感器、压差开关等元器件提供的信号。矫直装置中的位移和压力通过传感器转换为电信号后直接进入PLC的CJ1WAD081-V1模拟量采集模块,再通过PLC的内部通讯转存到特定的存储区域,经CJ2M-CPU13模块转换成BCD编码,最终通过PLC与工控机间的RS232串行通讯转换成上位机软件所需的数据格式,并显示在界面中。液压油温度信号直接进入E5EZ型温度控制器的温度输入通道,实现对液压油温度的监测。此处单独形成一个闭环控制回路,不受其它控制回路的制约,能够在停机状态下单独开启油温控制系统,从而以最少的电能消耗来实现液压油温度的维持。
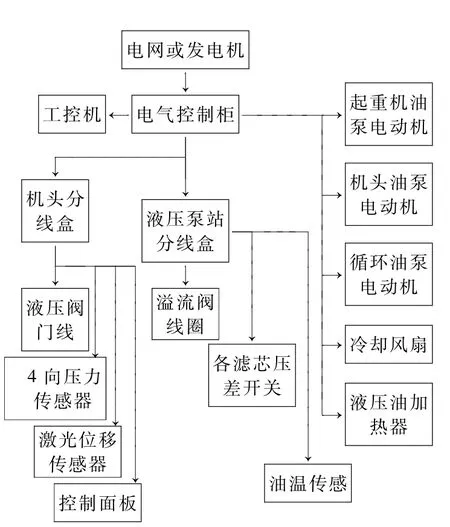
图3 电气控制系统框图
5 结语
针对有轨电车施工中的迫切需要,研制了WJZ-1型有轨电车用槽型钢轨焊接接头焊后矫直作业系统,力图解决现场接头的热处理问题。经过现场使用证明,该系统完全达到了质量要求,作业效率和故障率均符合现场需要,成功地解决了有轨电车线路焊接接头的矫直难题。
[1]李京增,李金华,李力,等.苏州现代有轨电车槽型钢轨移动闪光焊接质量控制[J].铁道建筑,2015(5):147-150.
[2]宋宏图,丁韦,高振坤,等.钢轨焊接接头焊后热处理、矫直及外形精整综合系统研究[J].中国铁路,2012(10):51-53.
[3]詹新伟.33 kg/m槽型护轨的感应热处理研究[J].铁道建筑,2016(2):139-141,145.
[4]王平,陈嵘,陈小平.高速铁路道岔设计关键技术[J].西南交通大学学报,2010(1):28-33.
[5]梁旭,周清跃,张银花,等.高强耐磨热轧合金护轨的研制[J].铁道建筑,2013(12):113-117.
(责任审编 周彦彦)
Post-weld Straightening Operation System for Groove Rail Welding Joints Used in Tramway
LIU Yong1,SONG Hongtu2
(1.Shenyang Railway Bureau,Shenyang Liaoning 110001,China;2.Metals and Chemistry Research Institute,China Academy of Railway Sciences,Beijing 100081,China)
Mobile flash butt welding technology was used in groove rail welding process of modern tramway in China and multiple sets of new equipment were developed.There were a certain number of bending joints after groove rail welding,which should be straightened during post-weld heat treatment.Functional characteristics,working principle,performance index and main structure for post-weld straightening operation system of groove rail welding joints used in WJZ-1 tramway and its application were introduced in this paper.
Tramway;Groove rail;Flash butt welding;Heat treatment;Post-weld straightening
TG432
A
10.3969/j.issn.1003-1995.2016.11.30
1003-1995(2016)11-0114-03
2016-07-08;
2016-08-10
中国铁路总公司科技研究开发计划(2016G004-G)
刘勇(1971—),男,高级工程师,硕士。