六西格玛工具在提高密封套合格率中的应用
2016-12-08田欣华卢素花蔺海艳
田欣华 卢素花 蔺海艳
(沈阳黎明航空发动机(集团)有限责任公司,辽宁 沈阳 110043)
六西格玛工具在提高密封套合格率中的应用
田欣华 卢素花 蔺海艳
(沈阳黎明航空发动机(集团)有限责任公司,辽宁 沈阳 110043)
本文以密封套零件为载体,介绍了过程能力分析、测量系统分析、单因子方差分析、一般线形模型、控制图、双样本T实验等典型六西格玛工具在提高零件合格率中的应用。
六西格玛工具;单因子方差分析;一般线形模型;控制图
0.引言
1.现状调查
2.设定目标
将密封套零件合格率提高至95%。
3.原因分析
从人、机、料、法、环、测6个方面查找造成φ1990-0.029尺寸超差的原因,确定出4个可能的末端因素,分别是:测量系统误差、装夹方式、操作者经验和切削深度。
4.要因确认
4.1测量系统误差
由2名操作者和1名检验员每人对10个零件重复测量3次。利用软件对记录的数据进行测量系统分析,得出测量系统的误差占零件公差的16.62%,小于零件公差的30%,说明测量系统误差不是显著影响因素,测量数据可用。
4.2装夹方式单因子方差分析
经过分析,得出P值为0.000,P值小于0.05,说明装夹方式是影响尺寸不合格的显著因素,如图1所示。
4.3操作者单因子方差分析
经过分析,得出P值为0.081(图略),P值大于0.05,说明操作者不是显著影响因素。
4.4切削深度单因子方差分析
经过分析,得出P值为0.195(图略),P值大于0.05,说明切削深度不是显著影响因素。
4.5一般线性模型分析
通过一般线性模型分析,更加确定装夹方式是影响尺寸的显著因素,影响程度为69%,是关键的X,是项目的改进方向,如图2所示。
5.对策实施
一次装夹,完成内孔外圆大余量切削的这种装夹方式,使内应力得不到释放,导致零件在自由状态下变形是产生变异的因素。采取的改进措施是在精车内孔工步后,松压板,让零件释放应力,二次装夹,重新找正后再精车外圆。
6.效果验证
应用控制图对改进前后数据进行监控,如图3所示。
控制图显示,改进后尺寸分布更加集中,波动幅度变小,无异常趋势。
对改进前后收集的数据进行双样本T实验,得出P为0.000(图略),P值小于0.05,说明改进对合格率影响显著,改进效果显著。
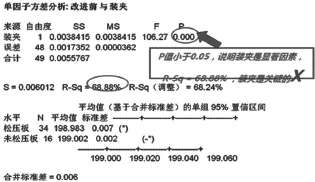
图1 装夹方式单因子方差分析图
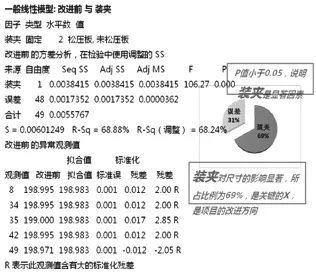
图2 一般线性模型分析图

图3 改进前后控制图
结论
应用过程能力分析、测量系统分析、单因子方差分析、一般线形模型、控制图、双样本T实验等典型六西格玛工具可以系统、有效地对连续型数据进行测量、分析、改进和控制,从而达到质量改进的预期效果。
[1]马林何桢.六西格玛管理(第二版)[M].北京:中国人民大学出版社,2007.
[2]全国质量专业技术人员职业资格考试办公室组织编写.质量专业理论与实务:中级.北京:中国人事出版社,2012.
F273
A
