汽车车灯激光焊接的应用研究
2016-12-06潘明清邓亮周一汛薛梦萍
潘明清,邓亮,周一汛,薛梦萍
(常州星宇车灯股份有限公司,江苏常州 213000)
汽车车灯激光焊接的应用研究
潘明清,邓亮,周一汛,薛梦萍
(常州星宇车灯股份有限公司,江苏常州 213000)
汽车车灯的焊接质量直接影响车灯及整车外观。目前车灯的焊接方式有多种,激光焊接技术在汽车金属件焊接已应用成熟,如车身激光焊接已大规模应用,但在车灯焊接领域方兴未艾。对比了几种常用的车灯连接方式及各自的优劣势,开发了一种新式车灯激光焊接技术,并做了相应的试验验证。试验结果证明:激光焊接效率高,质量可靠,外观美观,具有良好的应用前景。
车灯;激光焊接;应用研究
0 引言
车灯作为汽车重要的零部件之一,其外观直接影响整车观感。而车灯的焊接质量对车灯外观有着重要影响。因此车灯焊接质量要求相当高。激光具有方向性好、单色性好、相干性好和光脉冲可以极窄的特点[1]。近年来随着汽车智能化进程加速推进,以激光技术为代表的先进制造技术也在不断推动汽车制造业的更新换代,同时对汽车塑料零件之间的焊接连接技术和焊接质量也提出更高的要求,这些变化为激光焊接技术在汽车塑料焊接领域的应用提供了契机[2]。
1 车灯材料连接工艺
车灯的材料以塑料为主,传统的车灯灯罩与壳体连接方式有粘胶粘接、热板焊接、振动摩擦焊接等几种方式[3-4]。
粘胶粘接采用热熔胶,经过加热融化后经熔胶头进入到灯体的灌胶槽,完成灌胶后进行灯罩和灯体压合冷却。热熔胶起到密封和粘接作用,其耐热性和粘接强度较低,遇到气温变化大时,热熔胶会松弛或膨胀,导致局部漏气,影响整灯的气密要求。这种连接方式可靠性差,对环境要求较高。
热板焊接一般使用热封机操作,分别对被焊接的灯罩和壳体连接面加热,封口部位受热变为粘流状态,在连接面上形成一层熔化层,加压使之粘接,冷却后具有一定强度和密封性能。热板焊接同类热塑性塑料,效果较好。但是对于不同类型的塑料焊接,两塑料之间温度有差异,需要分别加热,给热板的制造和加工带来困难。
振动摩擦焊的原理是利用振动摩擦焊机产生高频振动,使上下工件的熔接部位因局部摩擦产生高热熔化后结合。摩擦焊加工时间短、功效高,缺点焊后外观上有少量溢出熔料,需要去除溢边,有一定噪声。
超音波焊接是利用超音波换能器把高频电能转换为高频率机械振动能,灯罩和灯榖在加压的条件下,接触面发生摩擦产生热量,熔着筋熔融接合。超音波熔接适用于熔着面积较小、结构规则和热塑性高的制品,并且要求熔着面精度较高。一般用于小灯,如侧标识灯。
2 车灯激光焊接原理
塑料激光焊接的基本原理是:两种塑料在低压力下被夹紧在一起,近红外线激光NIR(波长810~1 064 nm)穿过一个制品(近红外线激光透射),然后被另外一个制品吸收(近红外线激光吸收)。吸收激光能量的制品将光能转化为热能,在塑料的接触面熔化,同时热也传导到透射近红外激光制品表面,形成熔化区。在夹紧力的作用下,两零件熔化紧密接触。在材料热膨胀产生的内力和夹紧外力的共同作用下,熔化区域产生分子混合,在快冷过程中形成焊缝[5]。激光焊接的特点是被焊接工件变形极小,几乎没有连接间隙,焊接深度/宽度比高,因此焊接质量比传统方法高。图1是塑料激光焊接原理示意图。

图1 塑料激光焊接原理图
车灯的灯罩和底壳是两种塑料材质。为了实现车灯的激光焊接,待焊的灯罩和壳体在特定波长下的光学吸收性不应相同。灯罩应尽可能透射激光,灯壳应具有高的吸收率。两零件的反射率应保持最小,因为随着反射量的增加,需要更多的能量产生焊接所需的热量。同时在焊接前需要确保焊筋表面没有凹坑、凸点等不良问题。
采用波长980 nm的红外激光,经过材料可焊性研究,壳体材料选用黑色的PC+ABS,灯罩材料选用透明的PMMA,透光率达到94.5%以上。
3 车灯焊接系统
车灯激光焊接系统包括PLC控制系统、机器人运动系统、激光系统、水冷系统,图2是激光焊接系统框图。PLC与各组件用Profibus总线连接,HMI与机器人用工业以太网互联。PLC控制器控制机器人带动机器手臂运动,激光器搭载在机器手臂上。激光系统由激光电源和激光器(包括光纤和激光头)组成。由于激光发热功率大,用水冷却系统散热。人机界面设置激光焊接的工艺参数,设定激光发出的功率、焊接时间、焊接速度、工件夹紧力等参数。环境温度保持在0~28 ℃,相对湿度小于55%。焊接工装用于对灯罩、壳体进行定位以及夹紧。工装一般选用4个旋转压头,旋转压头需要均匀地分布在灯具四周。旋转压头由旋转气缸驱动,相对的两个旋转气缸共用同一路气源,两者同步动作。

图2 激光焊接系统框图
4 焊接效果验证
激光焊接的效果需要进行外观评价和可靠性试验验证。首先检验车灯焊接外观,如果焊缝无分解、无熔融气泡、无虚焊,则认为外观良好。进一步通过破坏性拉力试验检验焊缝结合的牢固程度。
截取灯具焊接的局部件,用万能材料试验机进行破坏性试验。图3、图4分别是拉力试验前后的状况图,用显微镜观察试验样件断裂的截面。
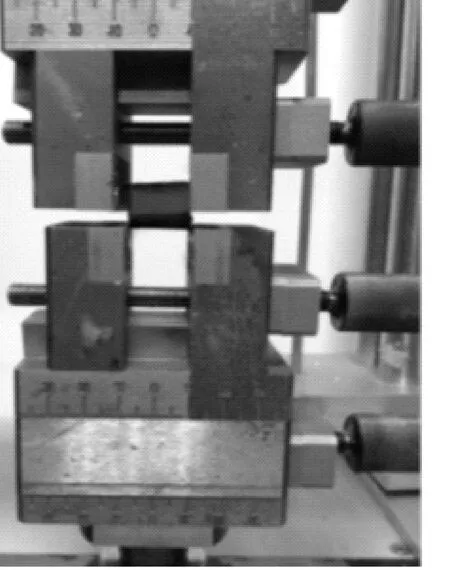
图3 拉力试验前状态

图4 拉力试验后状态
如果灯罩与壳体没有充分熔化,只是表面的剥离,则焊接质量不合格。如图5所示,破坏表面很光滑,没有凹凸不平的状态。

图5 不合格的焊接截面图
如果焊接破坏面清晰可见部分灯罩断裂残留以及大量基材残留,如图6所示,证明焊接强度大于单一PMMA强度,焊接质量可靠。

图6 合格的焊接截面图
根据试验结果评估焊接质量,进而调整焊接参数,不断优化工艺参数可以得到较为满意的焊接效果。
焊接过程表明采用激光焊接车灯有诸多优点:激光焊接速度快,聚焦好,焊接功率密度高,这使得焊接过程中材料熔化很快,焊接部位的热变形和热影响区很小;激光焊接材料范围广,既可以焊接同类材料,也能对异性材料施焊,效果良好;激光可焊接微小区域,激光束经聚焦后可获得很小的光斑,所以车灯焊筋的设计比普通焊接窄很多,焊接效果美观。
激光焊接也存在着一定的局限性:对被焊件加工质量要求高,零件变形过大则不适用,因为激光聚焦后光斑尺寸小,焊缝窄,若工件加工精度达不到要求,容易造成局部漏焊。对零件加工质量作严格管控,可以大大降低焊接偏差。
5 结论
汽车行业的金属激光焊接方式已经得到日益广泛的推广,而汽车塑料的激光焊接方式,尤其是对于有复杂曲面的车灯,激光焊接正作为一种新型专业化的焊接技术,以其优良的焊接质量、易于控制的特点逐渐成为行业关注的重点。随着激光焊接材料和焊接技术的不断深入,车灯激光焊接技术将会得到更加广泛的应用。
【1】刘会霞,张惠中,季进清,等.激光焊接塑料的方法及发展现状[J].激光技术,2008,32(2):166-170.
LIU H X,ZHANG H Z,JI J Q,et al.Methods and Present Status of Laser Welding of Plastics[J].Laser Technology,2008,32(2):166-170.
【2】刘彧.激光焊接技术在车灯领域的应用[J].科技创新与应用,2015(20):137.
【3】王子敬.车灯行业中常用的几种熔着技术[J].科技资讯,2013(9):98.
【4】陶永亮.汽车灯罩与灯体装配连接方式[J].汽车工程师,2012(11):55-58.
TAO Y L.Assembly Connecting Modes of Automotive Lamp Hood and Lamp Body[J].Auto Engineer,2012(11):55-58.
【5】谷钰,张丽杰,吕翘楚,等.热塑性塑料的光纤半导体激光透射焊接系统[J].光学精密工程,2015,43(10):42-46.
GU Y,ZHANG L J,LV Q C,et al.Fiber-optic Semiconductor Laser Transmission Welding System for Thermoplastics[J].Optic and Precision Engineering,2015,43(10):42-46.
Application Research of Laser Welding for Automotive Lighting
PAN Mingqing,DENG Liang, ZHOU Yixun, XUE Mengping
(Changzhou Xingyu Automoitve Lighting Systems Co., Ltd., Changzhou Jiangsu 213000, China)
The welding quality of lights influences the appearances of the automotive lamps and vehicles. At present, there are a variety of ways for light welding. Laser welding in automobile metal parts has been used maturely, such as car body. But in the field of lights welding, laser welding has less application. Several connecting methods of lights were introduced. The advantages and disadvantages of each method were contrasted. Laser welding as a new technology was developed on lights. The experiment proves that laser welding has high efficiency and reliable quality, beautiful appearance. This technology will have a more widely application on automotive lighting.
Automotive lighting; Laser welding; Application research
2016-07-29
潘明清(1978—),博士,高级工程师,主要从事智能装备制造、激光焊接工艺和生产技术研究工作。E-mail:panmingqing@xyl.cn。
10.19466/j.cnki.1674-1986.2016.10.014
U463.99
A
1674-1986(2016)10-058-03
