某船尾轴密封装置的漏水原因分析及维修
2016-12-03王国壮彭乃东
王国壮+彭乃东
摘 要: 尾轴密封装置是船舶轴系的一个重要部件,能有效隔离海水、泥沙和微生物,并保持轴系的密封性。本文介绍了KWJS型密封装置的安装过程,并分析了其漏水原因。
关键词: 尾轴;密封装置;安装;漏水
中图分类号:U674.31 文献标识码:A
Abstract: Sealing device is an important part of ship shafting which is effective in isolation of lubricant, seawater and silt. In this paper, the installation procedures of KWJS sealing device are presented and the reasons for its leaking are analyzed.
Key words: Stern shaft; Sealing device; Installation; Leakage
1 引言
尾轴密封装置是船舶轴系的一个重要部件,不仅能保证尾轴在运转中有下沉、径向跳动及偏心转动、轴向窜动等情况时具有良好的密封性,而且能有效隔离海水、泥沙和微生物,防止海水灌入机舱,其工作性能的好坏,对船舶运转性能有着重要影响。
本文介绍是瑞典Roplan公司生产的KWJS型尾轴密封装置。该密封装置采用唇形密封与机械密封相结合的方式,能较大程度的提升装置的密封性能。
2 尾轴密封装置结构简介
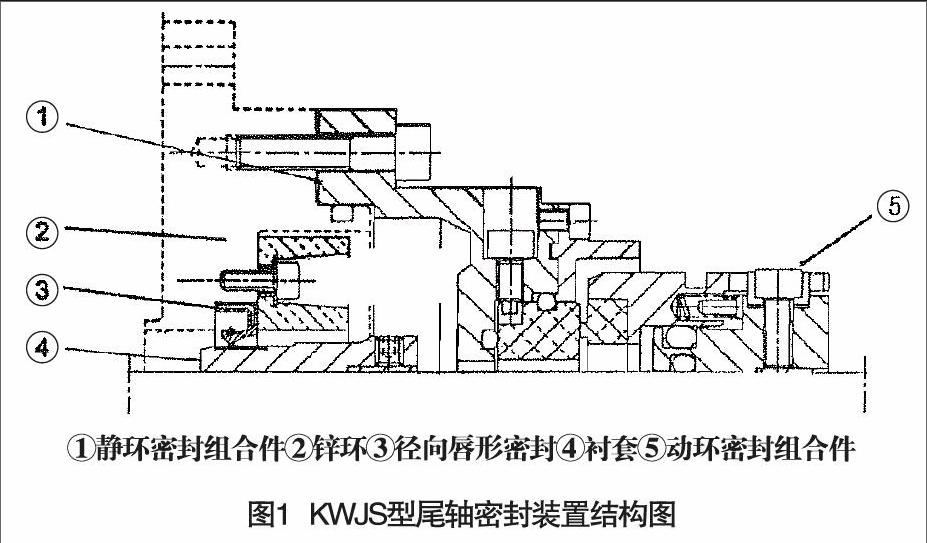
KWJS型尾轴密封装置见图1。
图1尾轴密封装置可分为静密封组合件,图1①(包括密封座、螺钉、密封座垫片、驱动销、O形圈和静环等),锌环,图1 ②,径向唇形密封,图1③,衬套图1 ④和动密封组合件,图1 ⑤(包括固定夹片、螺钉、旋转密封套筒、弹簧组、O形圈、对开环和动环等)共五大部分,其主密封副(动环与静环)靠弹簧组件和水压使它们紧密贴合,保持持续接触压力,形成严实的端面密封。密封面磨损时,弹簧组件产生的预紧力能够使其自动补偿。尾部设有唇形密封,图1 ③,能有效阻止海水、泥沙和微生物的进入。另外,密封装置还设有锌环,图1 ②,能起到牺牲阳极,防止腐蚀的作用。
3 尾轴密封装置的结构特点和工作原理
3.1 结构特点
主密封即叶轮轴密封是一种机械密封,是为喷水推进装置的特殊环境而设计的。密封装置中相对转动表面(动、静环)是相互摩擦的。相互摩擦表面的材料一边是碳化硅,另一边是石墨。密封座材料则是不锈钢。冷却水是从推进泵装置中引来的,以保证密封座中经常充满水,在密封座内的水连接的后部有一唇形密封。采用复杂的机械密封形式是因为推进泵装置不工作时,保护套内的静压压住唇形密封圈以防止水进入;但当推进泵装置运转时保护套内是负压,为了避免空气进入而引发空泡,采取从主机水冷系统引来高压水进行水封(导叶体处引流作为备用)。具有相互摩擦面的机械密封即为防水封,此时即便有少量水从唇形密封圈内渗入也不会吸入空气。
该密封装置不但能防止吸入空气,而且水封中的水流还可以起散热的作用。因为叶轮轴转速较高,在叶轮轴转动时该密封装置中所有接触面相互摩擦,摩擦过程中会产生热量。为了使叶轮轴和密封装置都得到较好地冷却,该处采用水冷方式,将主机水冷系统(导叶体处引流作备用)的高压水通过冷却水管引入轴封,冷却水由于压力差作用将沿叶轮轴流回到进流管道,从而形成冷却水的循环。
3.2 工作原理
主密封是由动、静环两者之间的连续持续摩擦而产生密封效果,静环固定在密封座上,而动环则安装在密封套筒上随轴一起转动。尾轴与尾轴管水密封主要是借助固定在尾轴上的固定环,通过旋转密封套筒带动动密封件和固定在尾轴管密封座上的静密封件产生端面连续摩擦接触。弹簧组件上的弹簧压力保证了动环与静环的持续接触与自动补偿,从而实现了密封,防止进流管道内的水进入船舱。
唇形密封由氟橡胶制成,内部装有一根金属簧片,金属簧片能以一定预紧力作用在唇形密封上,使其以适当紧度贴合在衬套上,保证唇形密封与衬套间的密封性。
4 某船尾轴密封装置
每艘船有4套KWJS型尾轴密封装置分别安装在4套轴系的尾轴上,该种船的数量很多,按规定每船每间隔2年都要进坞或上排修理,每套密封装置则在抽出尾轴后,拆卸出舱进行维修。
5 密封装置的拆卸步骤
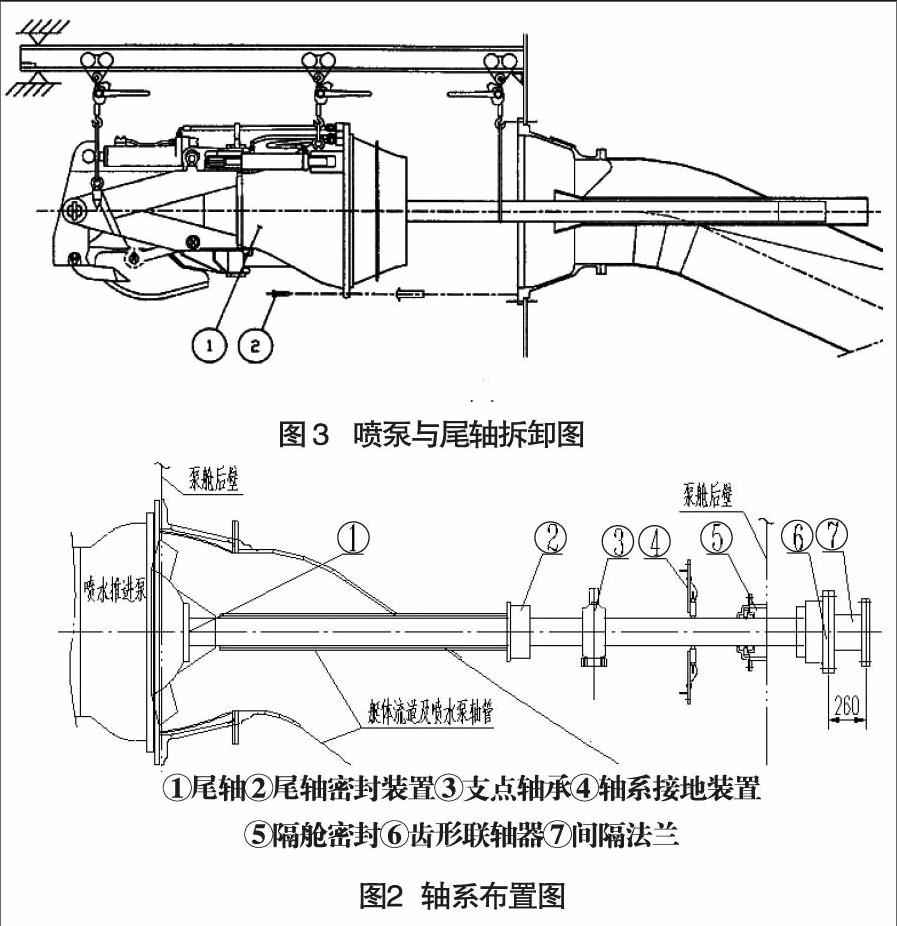
轴系布置图见图2。
(1)船上排后,拆下间隔法兰,图2 ⑦,然后拆卸齿形联轴器,图2 ⑥,齿形联轴器有法兰套筒、轴毂和锥形套组成,紧固在尾轴上的锥形套和轴毂需用液压油才能进行拆卸,拆卸后,用规定溶济清洗干净,锥形套外径与轴毂内径之间的表面上涂上一层合格润滑油;
(2)拆卸隔舱密封,图2 ⑤和轴系接地装置,图2 ④,拆卸支点轴承,图2 ③的底座上盖、内外圈、密封和轴承滚珠等零部件,对轴承的零部进行清洁保养;
(3)拆除尾轴密封装置,图2 ②的接水管,分别松开动、静环密封组合件上的紧固螺钉;
(4)关闭和滑油系统连通的油阀,由导叶体上的下连接口将油泄净。拆下接传送器的两根反馈软轴。拆下紧接在尾板法兰内侧的油管和水管。在喷水推进装置的吊环螺栓上系上索具和滑轮,拆下螺钉,图3 ②将组件图3 ①连同轴小心地移出。直至动、静环密封组合件能从尾轴图2 ①的前端退出为止,把拆出的动、静环密封组合件都送车间进行全面分解检修,见图3。
6 密封装置漏水原因分析和修理方案
6.1 原因分析
从密封装置的结构和工作原理可知,漏水的主要原因是主密封副的动、静环之间出现异常磨损,当然,“O型胶圈”的密封失效也会漏水,造成异常磨损的情况有:endprint
(1)弹簧组件预紧力不当,造成动、静环间接触不符合要求;
(2)从主机来的冷却水冷却效果不好,造成密封接触面温度过高;
(3)径向唇形密封密封不良,造成泥沙或微生物进入主密封副之间;
(4) 密封装置的垂直度和同轴度超过规定值。
6.2 检查发现的情况
(1) 主密封副配合面之间有严重拉痕且呈凹凸不平状;
(2)径向唇形密封和O型胶圈老化失效;
(3) 密封装置的垂直度和同轴度超过规定值;
(4) 弹簧组未发现有弹簧断裂、锈蚀等失效情况,其它各部位未发现异常。
6.3 修理方案
主密封副配合面之间有拉痕且呈凹凸不平状的,对动环、静环密封副磨损量不大的,零件可以修复使用,动环和静环的材料一边是碳化硅,另一边是石墨,因此,通常用研磨的方法修复,对研着色检查接触面无断开现象,但对磨损量较大或使用期二年的,则直接换新;还有径向唇形密封、锌环、O型胶圈和螺钉等不合格件换新。
7 密封装置的安装步骤
尾轴密封装置的安装检验过程,可以分为以下步骤:
(1)径向唇形密封的安装
在安装径向唇形密封时,需确保密封法兰内安装径向唇形密封的内腔是清洁的,没有毛刺和损坏。径向唇形密封的安装位置和方向,图1 ③所示。安装时应小心地将径向唇形密封充分推到内腔槽就位,否则冷却水流会明显减少,造成密封装置过早损坏。另外操作时必须尽量小心,否则可能导致径向唇形密封内的金属结构损坏,破坏其密封功能。因此,不能直接在径向唇形密封上过分用力。
(2)锌环的安装
将锌环放进密封法兰中,轻轻地预紧所有的螺钉,再将它们拧紧到额定力矩值8 Nm。
(3)衬套的安装
将衬套在轴上按规定尺寸(13,0±1,0 mm)推到预定位置,需确保对开环的对开缝隙不在紧定螺钉的下面,否则可能出现不能夹紧的情况,造成零件严重损坏。轻轻将各紧定螺钉预紧,然后再将它们拧紧到额定的力矩值20 Nm。安装时应保证A的值以防止径向唇形密封过分磨损,另外A值对保证衬套不碰密封法兰和密封座是很重要的。
(4)密封座的安装
安装密封座时,先将法兰垫圈安装到密封法兰上。然后在密封法兰的O型圈上轻轻涂一层适当的油膜(例如硅脂或油),并将O型圈安装在密封法兰上的O型圈槽内。再将法兰垫圈上的各孔与密封法兰上相应的孔对准,小心地将密封座在密封法兰上充分推到位,并超过O型圈,以确保水冲洗连接口正确就位。再安装螺栓和垫圈,轻轻预紧所有的螺栓,然后再将它们拧紧到额定力矩4 Nm。
(5)机械密封的安装
在静环O型圈上薄薄地涂上一层适当的润滑剂(如硅脂或油)。将静环的后O型圈安装到密封座上,并将O型圈外径安装到静环的外径上。小心地将静环在密封座内充分推到位,将驱动销与静环内的驱动槽对准。将夹环安装在密封座内就位,并轻轻地预紧所有的六角螺钉,然后再将它们拧紧到额定力矩20 Nm。由于静环是用脆性材料制成的,因此在安装时不可过分用力,否则可能造成静环的永久损坏,导致泄漏。
从旋转密封套筒上将对开环拆下。在确保轴上没有毛刺和锐边的情况下,用适当的润滑剂使轴稍微润滑。在轴O型圈上用适当的润滑剂,例如硅脂或油,涂上一层油膜,并使旋转密封套筒在轴上滑动,直到动环碰到静环。这时候必须小心谨慎,以免密封面的碎裂或者出现豁口,从而造成泄漏。
将对开环安装到轴上,并将其充分地推到在旋转密封套筒下就位,需确保对开缝不在驱动螺钉下。将驱动螺钉拧出一半长,在螺纹上涂上Loctite243。然后将驱动螺钉轻轻预紧到额定力矩20 Nm。
(6)密封装置的检验与调整
静态检验与调整:将冷却水供应接到密封座的进口,并将冷却水按规定定流量(150~300 l/hr)输送到密封上。冷却水温度应不超过60 ℃,施加的水压应不超过0.5 MPa。
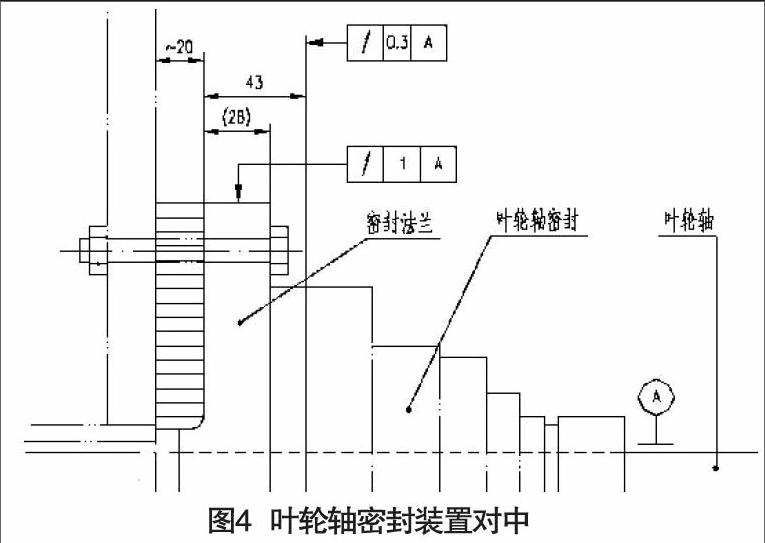
当船舶已经下水后,需以尾轴为基准,按规定值校核尾轴密封装置的垂直度和同轴度(图4所示)。如果垂直度大于规定值,必须进行调整。如需进行垂直度调整,则应确保冷却水停止供应。将螺栓从密封/管子法兰上轻轻松开,但并不完全拆下,并用设定螺钉来调整此垂直度直到规定值。调整完毕后,设定螺钉应锁定在所达到的位置上,并使锁紧螺母按力矩30 Nm拧紧。螺栓按30 Nm拧到密封/管子法兰上,最后,重新向密封装置供应冷却水。
动态检验:结合航行试验进行,检验标准是密封副滴漏水不大于20 ml/min(滴水不能成线条)以及磨擦副表面温度≤55 ℃。
8 结语
该KWJS型尾轴密封装置是专门为某类船设计的,本文阐述该型密封装置漏水原因分析和维修,旨在提高大家对该型密封装置的总体认识和了解,以便从业人员更有效地做好该型密封装置的管理、维护和维修保障工作,保证船舶的正常航行安全。
参考文献
[1]张骜.船舶动力装置「M」.哈尔滨工程大学出版社.2007.
[2]罗尔斯—罗伊斯公司随机资料《喷水推进装置说明书和服务手册》第三册翻译本,中国船舶工业集团公司第七O八研究所译,2004.endprint
