中大型船用螺旋桨拂配装置研发
2016-12-03欧海真揭斌
欧海真+揭斌

摘 要:本文针对螺旋桨传统的拂配工艺,为满足市场竞争,降低螺旋桨拂配成本,在传统拂配工艺的基础上,优化流程,研发出一套新拂配装置,着重对新型拂配装置的研发设计过程、实验过程、推广使用等方面做了一些介绍。
关键词:螺旋桨;现场拂配;修理工艺;研发
中图分类号:664.8 文献标识码:A
Abstract: This paper introduces the design, test and application of a special tool for ship propeller blue fit on site in order to reduce the blue fit cost and to improve the work efficiency.
Key words: Propeller; Blue fit on site; Repair technique; Research
1 引言
近几年,航运处于一个较为低迷的市场,现在许多船东根据航运市场的这一变化,不再只追求航运速度,越来越多关注到航行的经济性。因此许多船东在合理的设计范围内,将旧的超大超重螺旋桨更换成较小较轻的螺旋桨,从而达到保持船舶航速与降低运营成本之间的一个平衡。导致修船市场上出现了较多船舶更换新螺旋桨的项目。然而,在目前的国内修造船行业,螺旋桨换新工艺存在比较复杂、周期较长,成本高等问题。主要原因是中大型船舶螺旋桨的换新需要将新螺旋桨与旧尾轴进行拂配,拂配修理通常是将螺旋桨和尾轴拆卸并吊运回维修车间,再采用卧式或立式拂配工艺进行新螺旋桨与旧尾轴的拂配。为应对市场需求,革新工艺,现直接在干船坞内进行新螺旋桨与尾轴的现场拂配,大大缩短周期,降低成本,受到船厂与船东的欢迎。
2 螺旋桨的传统拂配工艺介绍
2.1 拂配技术规范
(1)拂配的技术要求锥孔在每25 mm×25 mm 面积上不少于2~4个接触点,理论接触面积应在75%以上;
(2)螺旋桨锥孔拂配好后须装上螺母检查平面接触情况,修拂螺旋桨平面达到平面间隙不大于0.05 mm标准;
(3)用0.03 mm塞尺检查锥体两端连接处,插入深度应不超过10 mm,宽度应不超过15 mm,达到上述工艺要求后,应报船检及船东检验认可;
(4)真键与尾轴键槽配合,两侧面应均匀接触,在80%周长上插不进0.05 mm塞尺。键底部与键槽底面应用色油检验,接触面积为键长的30%以上;
(5)真键与螺旋桨键槽配合,要求两侧面接触均匀,用0.08 mm塞尺检查,所插进的部分不超过接触长度的40%。安装后键顶与桨叶键槽顶部的间隙为0.50~0.90 mm。
2.2 立式拂配
将螺旋桨与尾轴拆出,锥孔小端端面向下平放固定在支架上,用门吊吊起尾轴法兰端,凭借尾轴自身重力作为动力进行拂配,不断进行着色试验。
立式拂配的缺点:
(1)大尾轴出舱要耗费大量时间和人手,严重影响船舶的生产节点;
(2)拂配期间长时间占用门吊,极大影响门吊使用效率;
(3)门吊吊钩位置距离地面近100 m,受风力、地面震动等外在因素影响,尾轴很难保持拂配过程中点对点位置不变,对拂配打磨造成很大困难。
2.3 卧式拂配(中小型螺旋桨)
图1所示将新螺旋桨吊放在拂配现场的沙池内。
采用卧式拂配法,一片桨叶(键槽位)朝下,两边固定好。螺旋桨垂直水平面,桨毂中心线用拉线法调整大端。尾轴放在平板小车上,采用拉线法确定轴的理论中心线与桨毂中心线重合。然后在砂箱中堆满细砂,再用角铁、大槽钢将螺旋桨固定。以预先固定稳妥的螺旋桨为基准,将拆出的尾轴吊回拂配工场,放置在有导向的电动车上,用水平仪校正尾轴轴心线到水平位置,并使它与螺旋桨锥孔中心线重合,重合后再用塞尺测量锥孔的大小端,做好调正后的测量记录,交由船东现场认可。用夹码与螺栓固定尾轴,推动电动车将尾轴锥体插入螺旋桨锥孔内,并同时做好轴与浆的有关标记,以便在拂配过程中检查轴与螺旋桨是否变动,确保拂配质量及进度要求。
卧式拂配的缺点:
(1)尾轴出舱要耗费不少时间和人手,增加不少额外工作量;
(2)大型螺旋桨不可能凭沙盒可以固定,难以调整中心线,此法只能适用中小型螺旋桨的拂配;
(3)电动平板车的行走路轨不够平整,拂配过程中会产生振动,且平板车也承受不了大型尾轴的重量。
通过以上分析,我们知道了传统拂配存在的缺点,已经无法满足当下航运市场修理要求,研发新的拂配装置就很有必要。针对传统的拂配方式存在的不足,我们研发了螺旋桨现场拂配装置。
3 螺旋桨现场拂配装置的设计
3.1 新型拂配装置功能要素分析
(1)装置有良好的活动性能,保证拂配中螺旋桨与尾轴的对中方便准确;
(2)良好的承重性能。大中型船舶的螺旋桨重量达上百吨,装置材料的选择恰当,在保证施工的同时也确保施工安全;
(3)设计结构简单,成本低廉。研究的拂配装置可以快速加工,节约了材料成本;
(4)省时省力,能够在现场进行螺旋桨拂配。卧式与立式在拂配过程中需要大量的人力配合,新装置要体现装置的优越性能,节约了人工成本。
3.2 新型复配装置的主要功能定位
要满足以上全部条件,螺旋桨现场拂配装置需要具备以下两个主要功能,一是水平方向的前后位移功能;二是垂直方向上的上下高度调节功能。确定了螺旋桨现场拂配装置需要设计的两个大的部分,一是工装的行走轨道部分;二是工装的上层支撑托架部分。轨道部分可以使螺旋桨与上层支撑托架,实现水平方向的前后位移功能,保证3螺旋桨与尾轴接触和脱离;上层托架首先保证了托架最后与螺旋桨牢固链接,其次实现了垂直方向上的上下高度调节功能,保证了拂配的需要。endprint
3.3 新型现场拂配装置的结构设计
工装结构采用桁架结构形式,分上下两层平台。工装高度为5.3 m,长度和宽度均为4.721 m。工装结构设计载荷为120 t。首先利用软件对工装结构进行三维有限元建模。计算模型中共有410 个节点,334 个梁单元。
本次计算主要针对工装结构构件的在设计载荷120 t状态下的应力和应变水平。结果得出工装在拆装和起运螺旋桨重量120 t时,最大应力158 MPa,最大剪切应力73.1 Mpa,最大变形量为7.08 mm,结构所有梁单元应力、应变以及剪切应力小于许用值,满足结构强度要求。
3.4 新型拂配装置的模拟试验
在装置完成制作、调试后,需要对工装进行了模拟性重力试验,装置加生铁砝码约71 t,叉车施加5 t左右推力,经过现场测试,在承重75 t外力,在5 t推力下该工装在路轨上匀速行走,且没发生目光可见的不合理变形,完全满足承重要求。
4 新型螺旋桨拂配装置的应用验证
某轮是一艘隶属于日本某海运公司9 300 TEU的大型集装箱轮。该轮型长332 m,型宽45 m,其螺旋桨换新工程中,确定在不拉尾轴前提下,在坞内现场拂配和安装新螺旋桨。基于公司现有条件,螺旋桨现场卧式拂配,与尾轴出舱后再采用立式拂配的方法,成本可以节约30%,周期可以由原来的15天,缩短到7天。
4.1 确定拂配方案
拂配方案,通常三种:
第一种是固定尾轴,移动螺旋桨拂配法,适用于中小型船舶螺旋桨的拂配,特别是小型、细而长的尾轴,由于其尾轴刚性差,具有其它优越性;
第二种是固定螺旋桨,移动尾轴拂配法(平拂法),此方法适应于大型尾轴、螺旋桨的拂配;
第三种是固定螺旋桨,垂直吊移尾轴拂配法(立拂法),此适用于大型螺旋桨的拂配。其劳动强度比平拂法稍有减轻,但其缺点是拂刮锥孔小端和键槽位置的操作困难,拂配亦难于进行。
综合考虑某轮船长要求,使用第一种方法进行拂配。
4.2 拆除旧螺旋桨
(1)船舶进坞后搭架,现场定位焊接吊耳,右舷2个50 t,左舷前面1个50 t,后面1个80 t,靠船旁1个80 t,报验QC探伤合格后才能使用;
(2)先割去防护罩,在螺旋桨第一号叶(或A叶)向上时,测量尾轴下沉量,并记录;
(3)副叶(将军帽)做好记号后拆卸吊出;
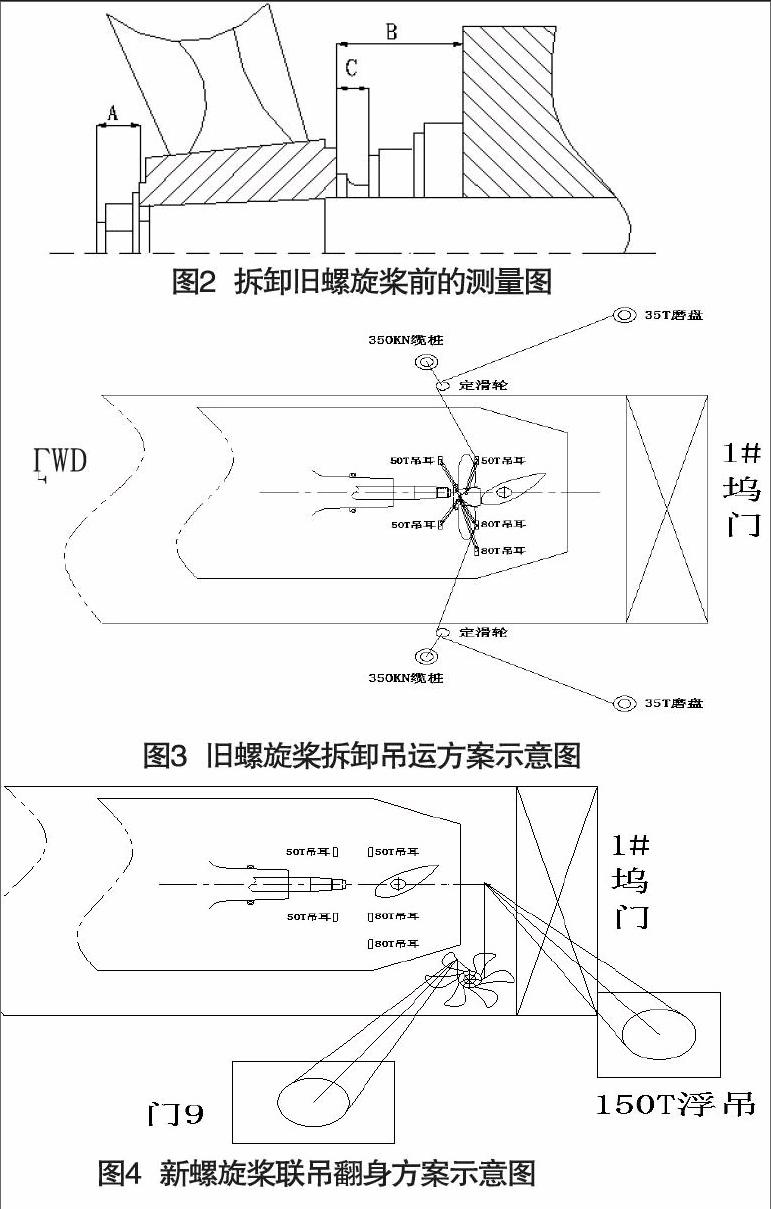
(4)在拆卸旧的螺旋桨之前,做好A叶对应的周向记号。并测量旧螺旋桨与尾轴配合的轴向尺寸A、B、C值(见图2所示);
(5)根据螺旋桨吊装位置方向需要,在现场把拂配专用螺栓孔方向尽可能盘车到正下;
(6)后轴封的拆卸吊出;
(7)在所有吊耳上分别挂上相应吨位的完好滑轮组把旧螺旋桨拆卸吊出,磨盘使用完好的Φ27钢丝(见图3所示)。
4.3 新螺旋桨拂配施工
(1)利用150 t浮吊和100 t门吊把新螺旋桨翻身,按照旧螺旋桨移出的步骤反方向实施将新螺旋桨吊装到位(见图4所示);
(2)按尾轴中心线依次定位放置好垫板、路轨、下平台、固定支撑、活动支撑;
(3)对正A叶尾轴周向记号吊装新螺旋桨,与尾轴套贴;
(4)螺旋桨与固定支撑、活动支撑均用三支M48螺栓固定;
(5)调节新螺旋桨的锥孔中心(尾轴中心)与路轨平行,保证新螺旋桨的松出的前后移动都能使中心线与尾轴中心同心;
(6)拂配期间,通过原车叶液压螺母控制螺旋桨的松出和压贴。通过一前一后2个10 t葫芦实现螺旋桨和工装的长距离整体移动。
4.4 螺旋桨的安装
(1)清洁螺旋桨锥孔,尾轴锥体表面以及油顶螺母;
(2)螺旋桨(铜垫圈、O型胶圈等配件)装入尾轴,清洁螺母螺纹及尾轴螺纹,装上油顶及螺母,螺纹涂上MoS2或白油润滑剂,使其紧贴螺纹端面,要求在安装过程中要特别注意螺纹,防止碰伤或烧伤螺纹现象的发生;
(3)螺旋桨压紧前,装上百分表(要求检查百分表读数的准确精度,磁力表在尾轴上不得有任何震动),观察螺旋桨的位移,用点温计测量尾轴及螺旋桨的温度,计算螺旋桨压入量和轴向允许推进压力;
(4)压装螺旋桨时,按图纸设计方法或船东、船检要求压紧螺旋桨,压紧的过程中,油泵5 MPa开始记录。每隔5 MPa记录一次螺旋桨的压入量,达到螺旋桨指定压入位置,卸掉径向油压,等待10分钟后,再卸掉轴向油压,检查百分表是否变化或滑移,再测量轴头数,并做好相关的记录(整个压装过程由船东、船检确认)。
以往立式或卧式拂配,着色面积常常是刚好达到75%的基本要求,本次现场卧式拂配的着色面积轻松达到98%以上。新螺旋桨拂配工程的快速圆满完成,让某轮比原定坞期提前2天出坞,为公司创造巨大效益的同时也树立了良好的口碑。
5 总结
螺旋桨是将主机的旋转力矩转换成推力的装置,是目前使用的最广泛的推进装置。良好的拂配是保证螺旋桨稳定运行的首要条件之一。我们设计的螺旋桨拂配装置很好的解决了现场拂配中的问题,应用PDCA 循环的四个过程周而复始地解决问题,去除一些不合理的施工步骤,增加一些方便实用的、安全可靠的工艺方案和施工步骤。并对原有设计进行二次改良,实现真正万能拂配。
参考文献
[1]孙自力.船舶用螺旋桨原理及修理[M].哈尔滨工程大学出版社,2010.
[2]陈斯达.铜合金螺旋桨修理技术[J].中国修船.1996(05).
[3]张寿富.仲宪忠.船舶螺旋桨的修理及安装[J].江苏船舶.1997(02).endprint
