机电设备安装焊接质量控制策略分析
2016-12-03刘彩辉福建省工业设备安装有限公司福建福州350001
刘彩辉(福建省工业设备安装有限公司,福建福州350001)
机电设备安装焊接质量控制策略分析
刘彩辉(福建省工业设备安装有限公司,福建福州350001)
本文首先探讨分析机电设备安装焊接的要求,指出存在的问题,主要包括思想认识不够、焊接过程中存在不少问题、焊接质量不高等几个方面。接着提出了机电设备安装焊接质量控制策略,介绍了相关产品和焊接方法,并分析安装焊接技术的效果与效益。希望通过这样的探讨分析,能引起人们对这一问题的关注,能对机电设备安装焊接发挥指导作用。
机电设备;安装焊接;质量控制策略
引言
工程建设和施工中,需要运用大量的机械设备,这些设备在施工中发挥着重要作用。但是,设备在应用中的损耗比较大,因而常常需要对其进行维修。并加强机电设备安装焊接质量控制,运用有效的焊接技术,进而显著提高焊接质量和焊接效益,确保设备生产效益,促进机电设备生产效率提高,使其在实际应用中更好发挥作用。
1 机电设备安装焊接的要求
(1)严格执行机电设备安装焊接标准。相关规范标准是机电设备安装焊接的规范和依据,目前机电设备安装焊接在保证安全生产方面,应该严格执行安装标准、国家标准,落实质量控制流程(如图1所示)。进而有效规范设备安装,确保各项活动有序进行,充分发挥焊接规范标准的规范和指引作用。并重视焊接标准的执行和落实,预防事故发生,为提高机电设备安装焊接水平奠定基础。
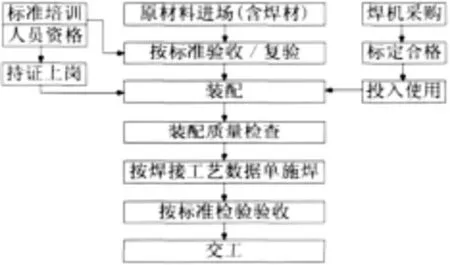
图1 机电设备安装焊接质量控制流程图
(2)落实机电设备安装焊接技术规范。实际工作中,一直比较重视技术规范标准的制定和落实,包括安装焊接操作的安全标准、技术管理规定、用电安全管理规定等。[1]并严格执行这些规范标准,利用这些要求指导机电设备安装焊接的各项工作。
(3)提高机电设备安装焊接工作人员素质。无论哪些焊接规范标准,都离不开工作人员的严格落实和执行,这样才能促进其作用有效发挥。执行规范标准时不得任意降低标准,严禁随意改变各种规范要求,防止标准执行出现偏差,保障机电设备安装焊接各项工作发挥作用,提高焊接水平和技术管理效果。
2 机电设备安装焊接质量控制存在的问题
焊接过程中,由于受到多方面因素影响,现阶段,机电设备安装焊接中,焊接工作仍然存在不少问题。总的来说,这些问题表现在以下方面:
(1)机电设备安装焊接的思想认识不够。就目前来看,安装焊接工作中,为保证机电设备安全和正常工作,每个月相关部门都会对设备进行检修。对出现磨损的配件,如果经过更换之后还能使用的话,就在检修中进行更换。被更换下来的配件,如果具有修复价值,往往被送往检修车间通过安装焊接进行修复。但是,有些设备的体积比较大,由于其体积比较大,无法对其进行拆卸和更换,只能在现场进行维修。但是这样往往导致检修比较困难,难以对设备进行全面的检修。从而影响设备性能的发挥,一些工作人员对安装焊接的认识程度不够,制约工作水平提升。
(2)安装焊接过程存在不少问题。机电设备安装焊接存在的另外一个问题表现在,安装焊接过程中。在进行焊接修复的时候,焊件往往会受到局部不均匀的加热和冷却。这样一来,焊件容易产生应力,并发生变形现象。在安装焊接过程中,有时还会受到工作环境的影响,出现夹渣、裂纹等现象。[2]此外,机电设备安装焊接前的准备工作不足,对焊接构件预热不够,焊后热处理没有落到实处,往往容易产生气孔、裂纹等现象。
(3)安装焊接质量控制不到位。除了安装焊接过程中出现的问题之外,当焊接工作完成之后,也会出现种种问题。比如,机电设备安装焊接过程中存在问题的焊件进入工作时,很快出现裂纹,有的裂纹还会很快扩展,难以正常工作,往往需要重新修复,进行再次焊接。这样不仅会增加安装焊接成本,往往还会浪费时间,甚至影响整个施工作业的顺利进行。因此,为保证焊接质量,有必要根据实际情况采取有针对性的措施,加强对焊接技术的应用管理,提高焊接质量控制效果。
3 机电设备安装焊接质量控制的策略
针对机电设备安装焊接存在的问题,为应对这些问题,提高安装焊接工作水平,下面将进行探讨分析:
3.1机电设备产品分析
(1)机电设备产品焊接工作量。在机电设备安装焊接中,某工程采用刮板输送机和液压支架,以一套200m左右的中型综采生产线为例。刮板输送机和液压支架的重量大约是3500t,而结构件的比重超过了总重量的70%,液压件的比重大约占到20%,整个安装焊接工作任务量大,焊材消耗量超过100t。焊接工艺选择上,以富氩气体保护焊为主导,这样能够显著提高焊材融化效率,进而提高焊接质量。
(2)机电设备产品结构特点。刮板输送机的主要构成部件是中部槽,而中部槽由两个槽帮、中板以及底板焊接而成,一共由六条焊缝组成。并且这些焊缝是对称的,两两分布在同一个平面之内,这样有个好处,使得工装地位和焊接自动化比较容易实现。
3.2机电设备安装焊接方法选择
对于焊接方法,需要根据不同部位的实际情况采用不同的焊接方法。
(1)中部槽结构的焊接质量控制。中部槽具有结构简单、焊缝规则的特点,因此在焊接过程中,使用焊接机器人或者焊接专机,实现自动焊接。该焊接方法具有以下特点:大幅度提高熔敷速度和焊接效率,还可以保持较低的热输入量,使焊缝组织细化,从而减少焊接变形和焊接应力。此外,两个机器臂能同时施焊,显著的节省焊接时间,提高焊接效率。
(2)窄间隙焊接方法的质量控制措施。该方法将v型坡口转变为u型坡口,能节约焊材30%左右,气体保护熔化极电弧焊的焊接形式应用于外缸与缸底焊接,采用的是中低线能量。实现多层多道熔覆而不需清理的情况,使焊接的电能消耗显著降低,也就明显提高焊接效率。[3]与此同时,由于焊接热输入量的减少,使焊缝晶粒得以细化,提高焊缝的机械性能和抗疲劳性能,减少缸体漏液现象的发生,提高液压缸使用寿命。
(3)恰当选择焊接施工的工艺。对于立柱中缸,在加工工艺选择上,采用的是高压无缝钢管堆焊工艺,运用精车表面的工艺方案替代切削工艺,使加工量减少。此外,为实现工件旋转,并控制焊接速度,可以利用原有的卧式车床的旋转系统来实现这两个目的。运用车床拖板和持焊枪实现纵向进给,形成半自动焊接系统,减少工时,提高焊接效率。

图2 机电设备安装焊接施工示意图
3.3其它安装焊接质量控制措施
(1)落实机电设备安装焊接各项标准。安装焊接人员严格履行职责,以焊接规范要求为准,确保各项标准有效落实。包括安装焊接管理标准、焊接操作标准、安全管理和焊接质量控制标准等。都应该严格按要求落实,充分发挥对焊接的规范和约束作用,促进焊接水平提高。
(2)提高机电设备安装焊接人员素质。相关单位要重视引进素质高,基础知识扎实的焊接专业人才,加强焊接队伍建设,促进各项工作顺利开展。注重对焊接人员的培训,使他们严格遵循规范要求履行职责,加强对他们的职业道德教育、文化素质培训、工作人员协调和沟通,进而提高他们的责任心,更好完成机电设备安装焊接的各项工作。
(3)完善机电设备安装焊接各项措施。根据焊接工作需要,健全和完善各项设施,包括焊接施工设备,焊接安全防护设施,焊接人员安全保护设施等,预防焊接事故发生。使各项设施配置合理,重视对焊接施工的巡视和检查工作,有效保障设备安全,促进焊接生产水平提高。加强焊接过程的协调。[4]重视工作人员的协调和配合,做好施工材料、设备、人员的协调工作,最大限度降低损失,既保障焊接施工安全,也能促进机电设备安装焊接效益的最大化。
4 机电设备安装焊接质量控制的效果与效益
(1)机电设备安装焊接效果。通过某机械厂的试验对比,对于中部槽的焊接来说,落实机电设备安装焊接措施能显著提高焊接效率,其效率是普通手工焊接效率的六倍,既降低成本,又提高焊接效率,还能保证机电设备安装焊接质量。
(2)机电设备安装焊接效益。通过对某机械厂的立柱的实际数据的分析,以年产70000t立柱计算,加强机电设备安装焊接质量控制,每年能节省焊材35t,按照焊材的市场价格2万元/t来计算的话,每年可以节约成本70万元。
5 结束语
落实机电设备安装焊接质量控制措施具有重要的地位和作用,能显著提高产品质量,促进机电设备综合效益提高,实践中值得推广与运用。实际工作中要善于发现问题,解决问题,不断积累安装焊接经验,以进一步提高焊接水平,促进机电设备更好运营和发挥作用。
[1]张树勇.焊接质量控制浅论[J].一重技术,2005(6):19~21.
[2]杨志新,卢士先.煤矿机械维修中应用高效焊接技术的探讨[J].科技致富向导,2011(24):201.
[3]熊 文.大型工业设备安装工程中焊接质量控制的重要性分析探讨[J].广东建材,2009(7):259~261.
[4]段力权.关于煤矿机械维护维修的几个问题[J].山东煤炭科技,2011(3):56.
TU85
A
2095-2066(2016)31-0246-02
2016-10-23
