顶水焊工艺在蒲石河抽水蓄能电站灌浆孔封堵中的应用
2016-12-02温占营陶迎新李明凯
温占营,陶迎新,李明凯
(辽宁蒲石河抽水蓄能有限公司,辽宁省丹东市 118216)
顶水焊工艺在蒲石河抽水蓄能电站灌浆孔封堵中的应用
温占营,陶迎新,李明凯
(辽宁蒲石河抽水蓄能有限公司,辽宁省丹东市 118216)
本文简要介绍了电站地下厂房钢结构灌浆孔和混凝土浇注孔在地下水丰富造成的潮湿、渗水环境中实施封堵焊接施工,从焊接过程中减少或避免水环境的影响考虑,采用顶水焊施工工艺的过程和实施成果。
灌浆孔;混凝土浇注孔;封堵;顶水焊
0 引言
在地下水较丰富地方建设水电站地下厂房,引水、尾水系统的钢结构灌浆孔封堵焊接施工中受水因素影响较大,根据以前施工经验所采取的施工方式要么难以控制焊接质量,要么效率很低,需要一种新的施工工艺既保证质量,又提高效率。
1 顶水焊工艺设想提出
1.1 研究背景
蒲石河抽水蓄能电站在引水、尾水系统压力钢管段和钢衬段施工过程中,钢结构混凝土浇注孔和各种灌浆孔数量多,钢板厚,且地下水丰富,灌浆后仍有大量灌浆孔渗水甚至涌水。在此环境中对灌浆孔进行焊接封堵,焊接过程中局部受热,压力钢管外壁的混凝土潮湿气体受热膨胀后,顺着组对间隙浸入到焊缝的熔池中,形成密集的气孔群,会导致延迟裂纹的产生,直接影响焊接质量。在焊接过程中减少或避免水环境的影响,控制延迟裂纹的产生是难点和重点。
1.2 经验方法分析
根据以前的施工经验,灌浆孔封堵焊前出现渗水时,常规的堵漏方法是借助于设计垫圈、在丝堵上缠麻条或聚氯乙烯带、速凝水泥、及气体火焰驱水等。此外,对于混凝土浇筑孔和个别焊后渗水的劣质焊缝返修焊,用上述方法止水多半成为不可能,只能用气体火焰驱水。当止水无效甚至因焊件受热变形导致渗水量反倒增加时,则往往采取断续焊方法,使间隙逐渐缩小直至消失。这样,焊缝塑性必然很差。
也有将封堵焊分为两步:第一步加焊辅助堵板封水,第二步进入正式封堵焊。例如,有的工程用厚度5mm、中间带有M6螺孔的辅助堵板替换原垫圈,螺孔内插入塑料管,用胶泥密封,将水引出。对辅助堵板密封焊,拔出塑料管,旋入沉头螺钉止水,再正式封堵焊。还有其他类似方法,如在灌浆塞中间钻孔、最后再将其缝堵。显然,这类方法较麻烦,更不适于灌浆孔数量多的场合。
1.3 顶水焊施工工艺设想
通过查阅有关水电站压力钢管灌浆孔封堵的资料,结合工程实际现场情况,决定采用先有效封水,再实施结构焊接的方式。首次将专用于水下(海水或淡水)焊接的一般结构钢焊条TS202引用到水电工程建设中。焊条TS202低碳钢芯,钛钙型药皮,直流电源,有防水药皮。因熔敷金属塑性较低,故只用作打底、封水。其余层用J507RH高韧性超低氢焊条。这样实施既有效达到避免渗水对焊接效果的影响,又能保证焊缝的力学性能。
2 焊接试验评定
通过选用钢结构相同材质材料Q345D钢板,在模拟水环境下进行焊接工艺评定试验。
2.1 试板尺寸
试板长度为400mm。宽度、厚度和坡口形式如图1所示。
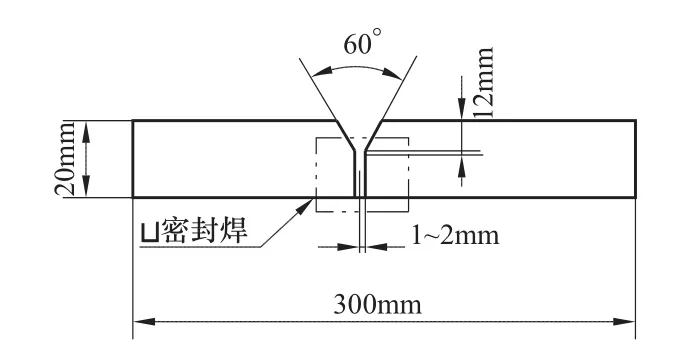
图1 试件尺寸
用扁钢围起对口(见假想线)、密封焊。注入水,没过坡口5mm深。
2.2 焊接材料
打底焊条用TS202、ϕ3.2。直流反接。电流110~150A;其余层用J507RH、ϕ3.2。直流反接。电流100~140A。焙烘350℃、1h。
2.3 试板装配焊接
(1)将试板刚性固定。试板装配后检查和记录相关尺寸。
(2)气体火焰预热60~80℃。
(3)用TS202焊条打底。焊缝两端各留约5mm不焊。打底焊厚度2.5~3mm。拖拉运条,连弧焊,划圈收弧。在焊接中预热不停顿。
(4)打底焊后、焊次层前,保持焊缝上无水,但焊缝下有水。清渣。
(5)紧接着用J507焊条焊3层。盖面层应分两道。
2.4 试样机械试验及合格标准
拉伸试验:断于母材(ASME要求),或抗拉强度≥470N/m2(DL/T5017 —2007《水电水利工程压力钢管制造安装及验收规范》要求)。
弯曲试验:弯轴直径40mm、冷弯角180°。拉伸面上任何方向不得有单条长度大于3mm的裂纹和缺欠,但棱角开裂一般不计。
在背弯时,当弯曲到90°后,对拉伸面进行检查。如果未开裂,则继续弯曲。每隔30°检查一次。
如果背弯不合格,则将两个备用背弯试样,按照API 1104美国石油学会标准要求(弯轴直径70mm、冷弯角180°),重新试验。
2.5 试样检查结果
焊接完成后对试样进行拉伸和弯曲试验,试验结果合格,可用于进一步的灌浆孔封堵施工,见表1和图2~图5。

表1 检查结果汇总表Tab.1 Welding of pipelines and Related Facilities

图2 向试件坡口内注水

图3 打底焊边预热边焊接

图4 测量层间温度

图5 焊接接头力学试验试样
3 工程应用实施
3.1 压力钢管灌浆孔封堵焊接
如图6灌浆孔结构,进行焊接封堵。钢管材质为Q345D、厚度为34、44mm和54mm;封堵塞材质为16Mn。
用TS202、ϕ3.2mm防水焊条打底焊、封水。其余层采用J507RH、ϕ3.2mm或ϕ2.5mm焊条。
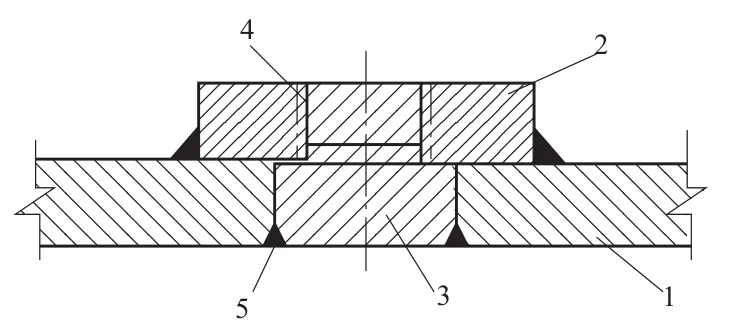
图6 灌浆孔结构图
(1)施焊准备:按要求装配好灌浆塞,准备除水用具。除水工作贯穿焊接作业始终。
(2)预热:预热用氧-乙炔火焰外焰,力求加热均匀。预热温度为60~80℃,焊接过程预热不间断。
(3)装配和定位焊:灌浆塞旋入后,若装配间隙超过3mm,则将灌浆塞拧出,用J507RH焊条在灌浆塞侧进行预堆边焊,将间隙缩小至约1mm。用TS202焊条在间隙小的部位定位焊。
(4)封堵焊:先用TS202焊条打底焊。打底焊清渣后,用J507RH焊条焊2~3层(焊层数视实际坡口状况而定)。
(5)紧急后热:焊接结束立即用气体火焰加热3min以上,接着将堵头上卡装用凸台割除,割除过程即后热的延续。
(6)修磨:将割除凸台的余茬连同焊缝一起修磨。修磨后进行检验。
3.2 闸门底板浇注混凝土孔封堵焊接
如图7所示,尾水事故闸门门槽底板总共有150个混凝土孔,用于底板安装焊接完成后,混凝土浇筑。混凝土固结灌浆后,用封堵板将混凝土孔焊接密封(见图8)。
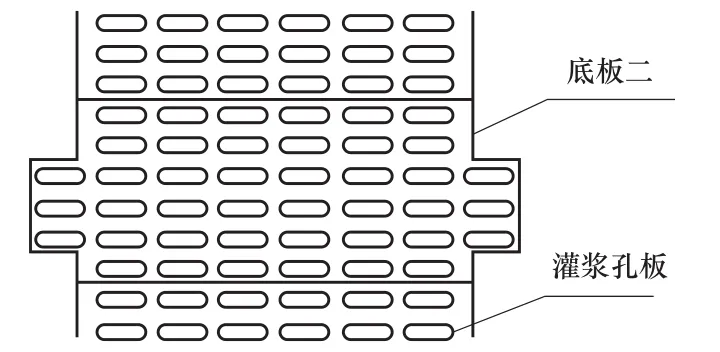
图7 尾水事故闸门门槽底板混凝土孔
尾水事故闸门底板材质为Q345D,板厚25mm,混凝土孔封堵板材质为Q345D,板厚为25mm。采用单边坡口形式。封堵板与混凝土孔的坡口形式如图8所示。
如图9所示,焊接过程中用TS202焊条进行定位焊和打底焊,焊接顺序为:先进行对1、2、3段焊缝焊接,最后对第4段焊缝封焊。除定位焊和打底焊按TS202焊条焊接工艺实施,其他焊接工作按正常焊接工艺实施。
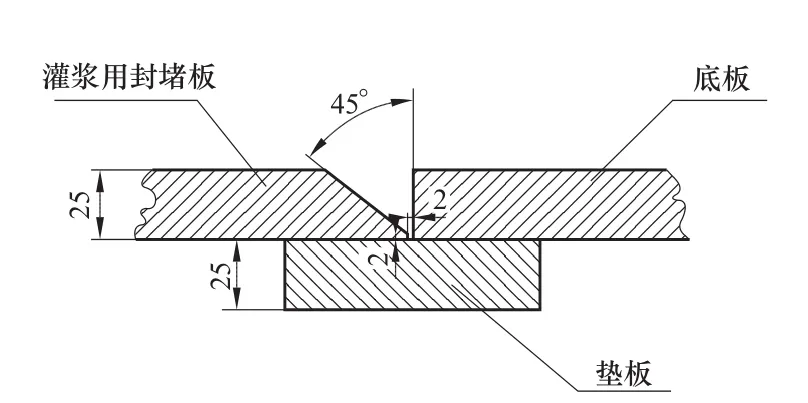
图8 封堵板与混凝土孔的坡口
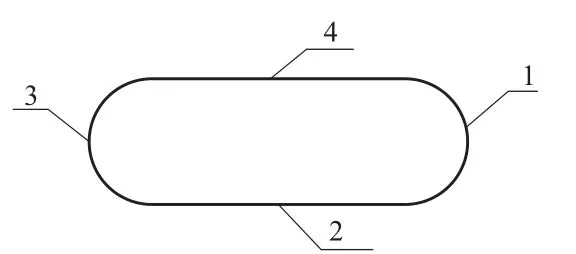
图9 焊接顺序示意图
4 实施成效
通过采用顶水焊焊接工艺进行蒲石河抽水蓄能电站钢结构的灌浆孔封堵,灌浆孔封堵焊缝的验收合格率100%。通过采用新工艺,按9300个焊孔测算节约工程费用196.85万元;按同样10组工人同时施工计算,测算节约时间271天。用该新工艺完成施工至今已5年多,经受了引水、尾水系统的充、排水试验和机组运的考验。
通过实践证明,顶水焊焊接工艺可用于水电站地下厂房钢结构三类焊缝带水封堵焊接头,包括压力钢管及尾水钢管预留灌浆孔与补充灌浆孔、闸门埋件浇筑混凝土孔与补充灌浆孔、尾水肘管预留灌浆孔,以及其他焊后渗水的三类劣质焊缝返修焊等,对其他同类型工程具有借鉴意义。
[1]郭熔.响洪甸蓄能电站闸门槽混凝土贯穿性漏水处理施工技术应用分析[J].水电与抽水蓄能.2016,2(2):50-55.
[2]夏智翼.胡云鹤.某抽水蓄能电站水毁面板修复灌浆施工[J].水电与抽水蓄能.2015,1(3):12-14.
[3]高苏杰.抽水蓄能的责任[J].水电与抽水蓄能.2015,1(1):1-7.
温占营(1984—),男,本科,工程师,主要研究方向:抽水蓄能电站建设管理、运维工作。E-mail:zhizaishuidian@126.com
陶迎新(1982—),男,本科,工程师,主要研究方向:抽水蓄能电站水机管理。
李明凯(1988—),男,本科,助理工程师,主要研究方向:抽水蓄能电站管理工作。
Welding in Water Environment about Holes of Steel Filling in Pushihe Pumped Storage Power Station
WEN Zhanying,TAO Yingxin,LI Mingkai
(Liaoning Pushihe Pumped Storage Co.,Ltd., Dandong 118216,China)
This article briefly describes,holes of steel Filling and holes of concrete pouring in moist and seepage environment caused by groundwater, in underground powerhouse,if closure in welding,we consider avoid the effects of water environment, process and outcome about adoption welding in water environment.
holes of steel Filling; holes of concrete pouring;closure; welding in water
重大项目:国家发展改革委标准蒲石河抽水蓄能电站(发改能源〔2005〕1407号)。
