回转窑灰口铸铁件不锈钢焊条冷焊工艺研究
2016-11-29刘欣巩涛
刘欣,巩涛
(中冶宝钢技术服务有限公司,上海 200941)
回转窑灰口铸铁件不锈钢焊条冷焊工艺研究
刘欣,巩涛
(中冶宝钢技术服务有限公司,上海 200941)
本文主要针对宝钢湛江钢铁回转窑上灰口铸铁件的不锈钢焊条冷焊焊接工艺进行了研究。首先对损坏设备材质和焊接性能进行了分析,据此对焊接方法进行了论证,最终制定了适合回转窑灰口铸铁件的不锈钢焊条冷焊焊接工艺,并通过现场实践验证是合理的。
回转窑;灰口铸铁;不锈钢焊条;冷焊;焊接工艺
0 引言
宝钢湛江钢铁回转窑在安装过程中,由于施工碰撞导致部分设备发生损坏,如加油泵主轴轴套断裂等(如图1示)。由于临近回转窑投产日期,如重新进行设备采购则存在成本高、周期长等问题,为不影响按期投产,检修方受委托对设备本体进行焊接修复,由于设备铭牌上无材质标记,也无其他途径获取,因此首先需要对设备材质进行辨识后再制定相应的焊接工艺。

图1 断裂的轴套
1 设备材质判定
灰口铸铁(HT)的断口一般呈暗灰色,其中的碳通常以片状石墨形态存在,分布于不同的基础上,与基体结合力弱,因此抗拉强度、硬度均较低,且塑性几乎为零。通过观察设备断口晶粒大小、光泽程度,并进行锉削试验、听敲击声等方法,判定该设备材质为灰口铸铁。
2 灰口铸铁焊接性能分析
灰口铸铁的化学成分、性能特点见表1、2。
由于铸铁焊接性能较差,因此在焊后易出现白口组织和裂纹,而且现场无加热设备,故须对设备断裂部位进行修复,就必须制定合理的焊接工艺,以保证灰口铸铁焊接质量。
3 灰口铸铁焊接方法论证
(1)为改善铸铁零件的焊补质量,常用的焊接方法有冷焊法、热焊法[1]:①冷焊法即在焊前不预热焊件,焊接过程中也不辅助加热,其特点是可以改善劳动条件,提高生产率,降低成本,还可以减少因焊件预热时受热不均匀而产生的变形和氧化。但其缺点是,焊接后因焊缝和热影响区的冷却速度大,极易形成白口组织,而且因焊件受热不均匀常积聚较大的内应力造成裂纹。②热焊法即在焊前将焊件焊接区域全部或局部加热到600℃左右,在焊接过程中保持一定温度,焊后缓冷的焊接方法。其优点是利于消除白口组织,减少应力防止产生裂纹,但缺点是工艺复杂成本高,作业时间长且劳动条件差。

表1 灰口铸铁的化学成分
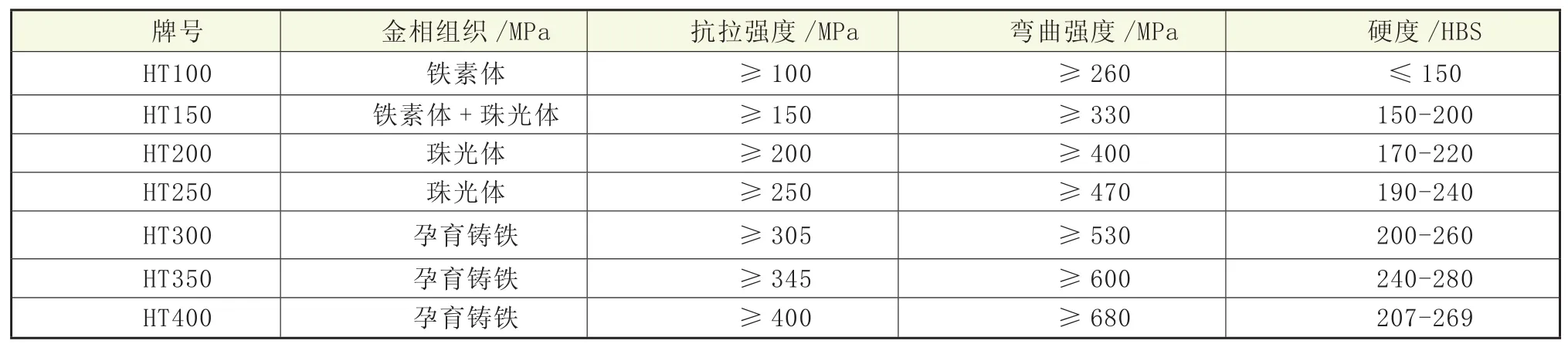
表2 灰口铸铁的力学性能
(2)由于现场实际条件限制,本案无法对设备进行加热,因此选择冷焊法,并需注意:①焊前应彻底清理焊件表面油污,坡口形状要便于焊补操作和减少焊件的熔化量。②采用小直径焊条时应配合小焊接电流,减小热影响区的宽度。③采用分段倒退焊法,可以降低拉应力。④短焊道焊接。一般每次焊10~40 mm,待焊缝充分冷却后再焊下一道。⑤在每焊完一段焊道后,用焊工锤沿焊缝向外锤击以消除应力。
4 灰口铸铁焊接工艺制定[2][3]
4.1缺陷检查
焊前须彻底检查铸件缺陷。本次损坏的设备除轴套的断口外,还存在裂纹,为了将隐蔽的裂纹全部找出,采取如下做法:第一,用5~10倍放大镜检查出裂纹扩展的最终点。第二,用火焰加热即热胀冷缩法将不明显的裂纹显示出来。
4.2焊前清理
由于设备上有油漆、油污、水分等杂物,必须在焊接前彻底清理干净,否则将严重影响焊接质量,为此需对坡口表面及两侧约30 mm以内的杂物进行彻底清理,使其露出金属光泽。
4.3钻止裂孔
止裂孔可以防止铸铁件在焊接中受热时裂纹继续向两端延伸扩展。本案根据铸铁件厚度,钻Ф 5 mm止裂孔,孔朝向焊缝一端扩成喇叭口状,有利于焊接熔合。
4.4焊接场地
选择室内施焊,严禁在通风处施焊。
4.5坡口型式
坡口开成V型,坡口角度50°~70°,可减少焊接应力和裂纹、避免焊道根部剥离。
4.6焊接材料选择
选择正确的焊接材料是确保焊接质量的关键。随着铸铁的材质不同,其内部的石墨存在形式和腐蚀渗透也不同。一般铸铁焊条价格较高,采购周期较长,而普低钢电焊条(E4315、E5015等)焊接的焊缝塑性较差,如工艺采取不当,焊缝易产生裂纹和剥离现象,且施工繁琐,效率低下[4]。于是采用现场储备的A102(E308)不锈钢焊条,其熔敷金属具有良好的抗裂性能及抗氧化性能,可交直流两用,具有良好的操作和工艺性能,为及时修复设备,决定采用此型号不锈钢焊条进行焊接,为保证焊缝熔合良好,应尽量采用小直径焊条施焊,本次采用Ф 2.5 mm焊条进行焊接。焊条使用前须进行250~350℃烘干,保温2 h后放入保温桶内备用。
4.7焊前低温预热
焊前预热能均衡焊接区域的温度,从而控制白口层,减小焊接应力,并可深度清理母材及坡口内的油污、水分等杂质,保证焊缝质量。预热时用火焰将坡口以及坡口两侧各100 mm范围内加热到150℃左右,预热要均匀,温度要匀速上升,不能集中在某一点或区域上升太快。
4.8焊接电流
当焊接电流过大时,焊接区域温度上升很快,导致热影响区增大,热应力明显增高,容易出现裂纹和剥离;而焊接电流过小,则会导致母材熔合不好,焊缝强度降低,也容易产生裂纹。因此铸铁焊接电流的选择很重要,必须严格掌握大小。
4.9手弧焊手法
手弧焊时的运条手法以直线划小圈为宜,焊道宜窄且呈直线,不宜宽且不宜用呈月牙或锯齿等两边摆动的运条法施焊。焊接时应采用中等弧长,不应采用长、短弧。对局部厚度较大处,用窄焊道、多层堆焊法,由底部开始,从两侧向上焊起,将坡口填满,这样能较好地控制和减少焊接应力。
4.10焊接温度控制
控制焊接温度,做到每段焊缝长度在40~60 mm内,待焊缝温度下降到50°~60℃后再焊下一道,不使电弧高温在某一焊接区域停留时间过长造成局部温度过高,才能达到减少焊接应力、焊缝剥离和裂纹的目的。
4.11焊接顺序
合理的焊接顺序能均衡焊接区域的温度,减少焊接应力,为此本案按照“先短后长”、“先里后外”、“分段退焊”和“分段跳焊”的顺序进行施焊。
4.12焊缝高度控制
铸铁焊接应严格控制不使焊缝高于母材的平面,否则就会因焊缝中间收缩而产生较大的应力,如果焊缝略低于或平于母材平面,有利于减少焊接应力。补焊中应填满弧坑,并严禁在焊缝以外因打火引弧而造成弧疤,从而造成焊接应力集中。
4.13焊后消应
作业中每焊完一段焊缝,应立即用焊工锤锤击焊肉,可使晶粒拉长、组织细密,消除部分焊接应力。
4.14焊接参数
经过现场进行焊接试验,焊接过程呈最佳状态时焊接参数如表3所示。

表3 灰口铸铁焊接参数
4.15焊接质量保证措施
(1)焊工必须持有高级以上的焊工操作证,现场经验丰富。(2)焊接所用电焊机等设备使用性能必须稳定,焊机及其他配件、焊条等必须有产品合格证,焊条使用过程中必须妥善保存。(3)焊接时必须严格执行制定的焊接工艺及参数,质量管理人员必须跟踪检查到位。
5 焊接效果检查
按照上述焊接工艺进行现场焊接所得到的焊缝及设备如图2、图3所示。
严格按照本焊接工艺进行焊接修补后的设备,经过近6个多月的生产过程的使用检验,所有焊缝均未发生二次断裂。
6 总结
通过对按照本焊接工艺进行施工所得到的回转窑灰口铸铁件焊接接头进行焊接效果检查可知,该焊缝具有良好的使用性能,证明本次灰口铸铁使用不锈钢焊条冷焊焊接工艺及其参数的设定是正确合理的,对类似灰口铸铁件的焊接有一定的借鉴意义。

图2 现场焊接焊缝

图3 焊接修复的设备之一
[1] 王云程,胡云岩.灰口铸铁焊接的现状及焊接方法的选择[J].汽车工艺与材料,1997,(11):18-19.
[2] 陈裕川.焊接工艺评定手册[M].北京:机械工业出版社,2000.
[3] 中国机械学会焊接分会:焊接手册[M].北京:机械工业出版社,1992.
[4] 王泽光.用普通低碳钢焊条补焊灰口铸铁[J].焊接技术,1999,(3):49.
TG422.1
A
1671-0711(2016)09(下)-0110-03