浮式液化天然气用印刷板路换热器研究和应用进展
2016-11-24王康硕丁国良
王康硕 任 滔 丁国良 马 南
(1上海交通大学制冷与低温工程研究所 上海 200240; 2上海科凌能源科技有限公司 上海 200240)
浮式液化天然气用印刷板路换热器研究和应用进展
王康硕1任 滔1丁国良1马 南2
(1上海交通大学制冷与低温工程研究所 上海 200240; 2上海科凌能源科技有限公司 上海 200240)
印刷板路式换热器凭借其紧凑、高效、可靠的特点能够满足海上浮式天然气液化的主低温换热器的需求,近几年逐渐成为海上浮式天然气液化的主低温换热器的首选。本文对近几年印刷板路式换热器的研究进展进行了综述,包括印刷板路式换热器的基本原理、基于扩散焊接的制造工艺、传热和流动特性、换热器机械特性等;总结了印刷板路式换热器在海上浮式液化天然气中的应用现状以及亟需攻克的关键技术,包括热力设计、制造工艺、检测技术。
海上浮式液化天然气;扩散焊接;传热;压降;印刷板路式换热器
海上天然气液化已逐渐成为我国能源领域重要的发展方向。海上天然气开发工艺有两种,包括近浅海开发工艺和深海浮式LNG开发工艺,如图1所示。近浅海开发工艺过程为天然气在海上开采并通过海下管路运输至岸上,在岸上进行液化、储存并运输至LNG船,如图1(a)所示;深海浮式LNG开采的工艺为天然气在海上开采后,用浮式LNG船就地液化,然后卸载到LNG运输船,如图1(b)所示。我国的海上天然气资源主要集中在南海的深远海,如南海的“荔湾3-1”深水天然气田,因此海上浮式LNG液化技术成为亟需解决的技术。
海上浮式LNG液化的工作空间狭小,海况环境恶劣,这就要求液化装置的主换热器结构紧凑、耐低温、高压、泄漏少、高效等。
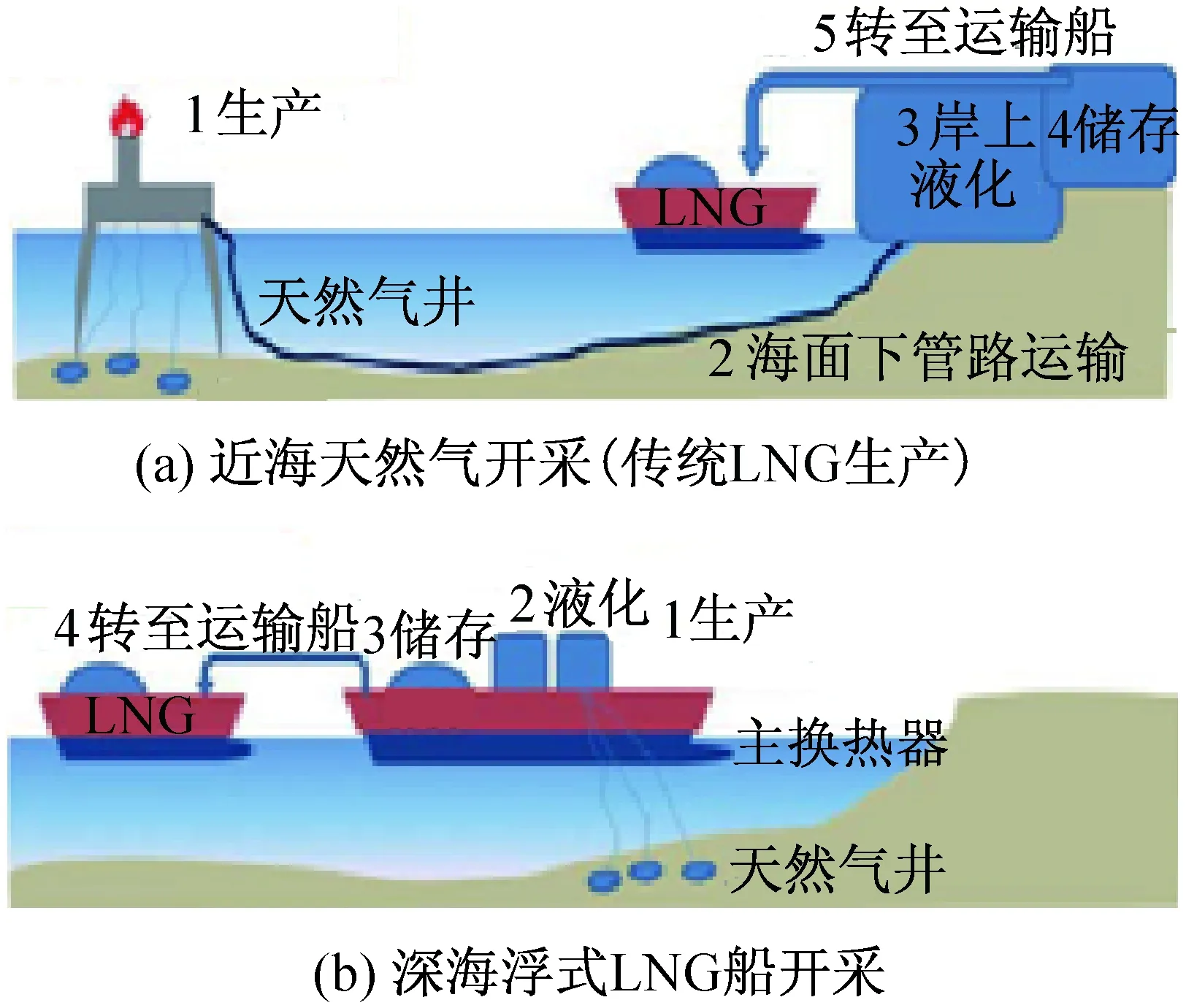
图1 海上天然气采气过程[5]Fig.1 Offshore gas extraction process[5]
PCHE(printed circuit heat exchanger)具有传热面积密度高、耐高压和低温等优点,近年来逐渐成为海上天然气液化装置的主低温换热器的首选。PCHE的传热面积密度高达2500 m2/m3,而一般传热面积密度大于700 m2/m3[1]可认定为紧凑式换热器,常用的大型绕管式换热器和列管式换热器的传热面积密度分别仅为120 m2/m3和160 m2/m3[1]。PCHE最大耐压可达60 MPa、最低温度低于-200 ℃、效率高达98%,便于实现模块化[2-4]。
最早用于浮式天然气液化的PCHE是由Heatric公司开发的,作为主低温换热器成功应用于年产150万吨浮式天然气液化装置[3-6],并且也扩展到其他领域,如布雷顿循环的高温氦-氦换热器[7];超临界CO2循环的热水装置[8]。
PCHE的开发需要掌握制造流程、结构设计以及热力特性。近年来,PCHE由于良好的热力特性逐渐成为国内外学术研究的热点,取得较多的研究成果。本文综述了PCHE的基本原理、制造工艺、传热流动特性的研究进展,以及国外将PCHE用于LNG船的主换热器的成果,总结了浮式天然气液化需要攻克的问题。
1 PCHE结构特点
PCHE是由多层经过化学腐蚀后的薄板经扩散连接后形成的换热器芯体和封头组成,如图2所示。图2(a)和(b)分别表示了单相和两相的PCHE外部形貌及流体的进出口方案;图2(c)所示为芯体结构包括若干层厚度约为1~2 mm的薄板及各层薄板对准后的芯体结构;图2(d)所示为每个薄板上通过化学腐蚀刻有流道。流道的形式根据使用的液体、热负荷和压降等的要求来确定,一般为Z字型、波纹或直型。流体通道一般为水力直径0.5~2 mm[9]的圆形、半圆形和长方形等。换热器根据设计和工艺需要一般有三类热交换形式:顺流、逆流或多通道交叉逆流[2]。
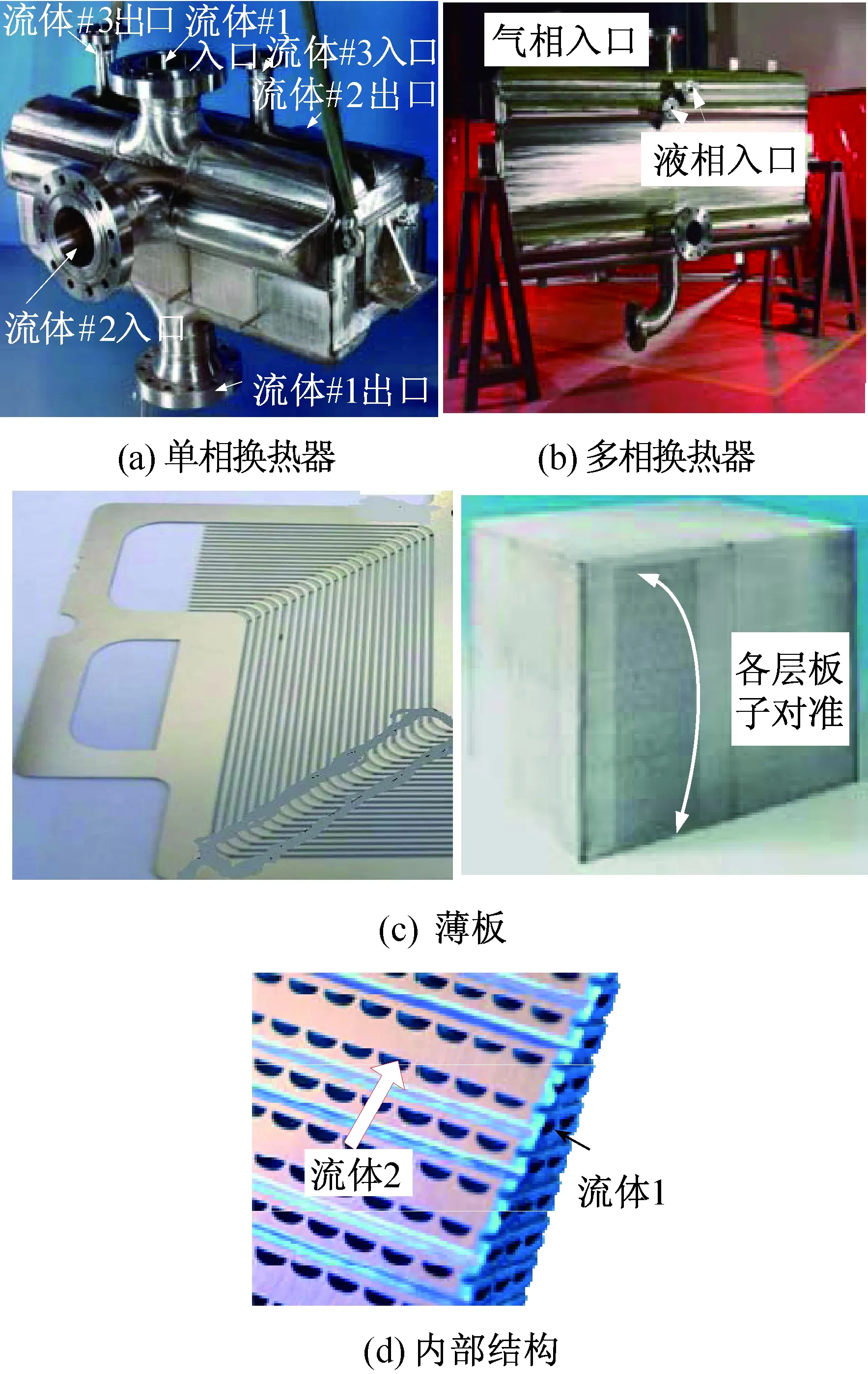
图2 PCHE示意图[2-4]Fig.2 PCHE schematic diagram[2-4]
PCHE的加工方法主要基于化学腐蚀、扩散连接两种技术,如图3所示。图3(a) 所示为化学腐蚀(蚀刻)的方法得到的常见Z型流道和直道型流道;图3(b)所示为在特定温度、压力下,将化学蚀刻得到的带有流体通道的板子扩散连接成换热器芯体。
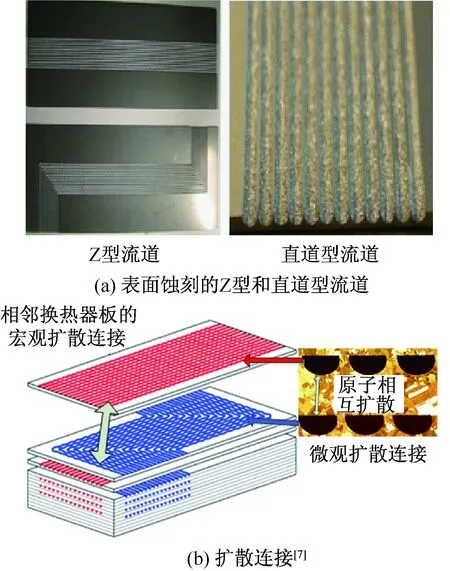
图3 化学蚀刻与扩散连接示意图Fig.3 The chemical etching and diffusion bonding diagram
PCHE的扩散连接技术能够保持原材料的强度。焊接过程中热交换器的核心没有铜焊或填料[10],焊接工艺的具体优点如下:
1) 连接相同的性能材料,由于界面不产生液相,界面结合强度与母材相当;
2) 可以连接具有复杂形状的零件,并能够实现严格的尺寸控制;
3) 由于零件上的等静压力高且均匀,可减少甚至消除连接区内的微小气孔;
4) 使复杂薄壁零件整体化,提高结构完整性。
2 制作工艺
PCHE的制作工艺可分为三步,包括化学腐蚀流道及板间对准、扩散连接、组装,如图4所示。具体的制造过程如下:
1) 通过化学腐蚀的方法来腐蚀板片换热流道。将流道腐蚀完毕后的所有换热器板按照流道介质的性质,冷热交替对齐重叠起来准备进行扩散连接。
2) 相邻板之间的接触面通过扩散连接互熔,成为换热器芯体。
3) 进行整个换热器的组装,将封头和换热器芯体通过焊接固定在一起。
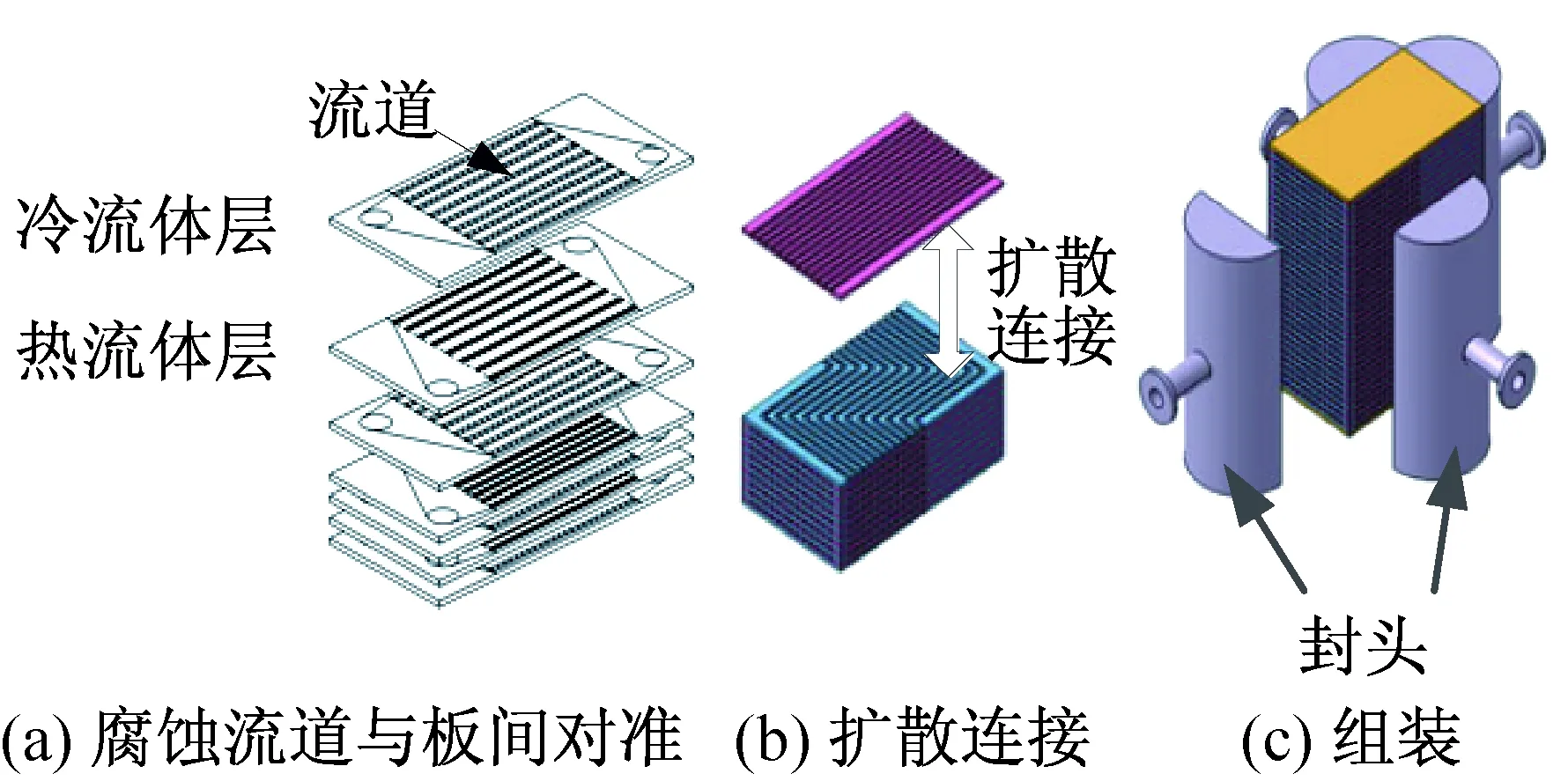
图4 PCHE制造过程Fig.4 Manufacturing process of PCHE
扩散连接是整个PCHE制造的关键,通过如图5所示的真空扩散焊炉来实现。焊接的实现过程[11]分为两步:1) 将被焊组件置于真空扩散焊炉中,通过石墨或钼制成的加热元件的热辐射将被焊组件的温度加热到设定的焊接温度;2) 利用真空扩散焊炉的上下压头对被焊组件产生设定的挤压力,促使工件蠕变,完成焊接过程。焊接温度、压力的设置与被焊组件的材料种类、尺寸有关。
扩散焊接的效果受焊接温度、焊接压力、保温时间和真空度决定[11-15]。焊接温度直接影响层板间的焊接结合率。扩散焊接的温度越高,结合率越高,一般温度取材料熔点温度的0.53~0.88之间为宜。焊接压力使接触界面产生足够的变形,保证接合面贴合良好,产生足够多的接触面积。焊接保温时间控制焊后的恢复、再结晶效果。真空度保证金属在加热过程中不易氧化,大多数金属材料的扩散焊采用10-1~10-3Pa的真空度。焊接参数对焊后实体的影响见表1。文献研究表明[14],保证70%左右的焊合率,可以整体上保证焊后实体块材的力学性能,分散局部热应力集中,控制宏观热变形。
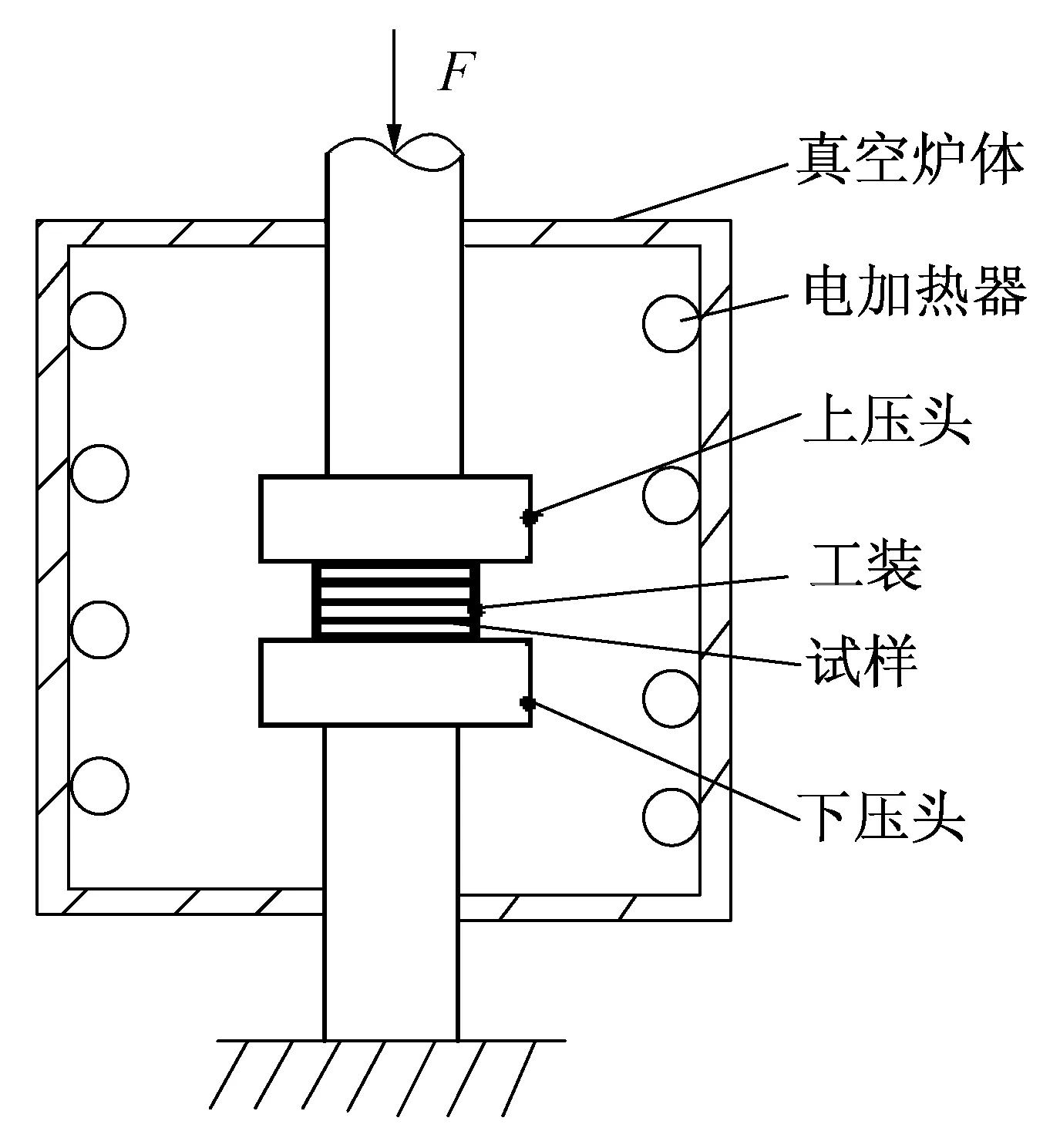
图5 真空扩散焊炉示意图Fig.5 Vacuum diffusion welding furnace
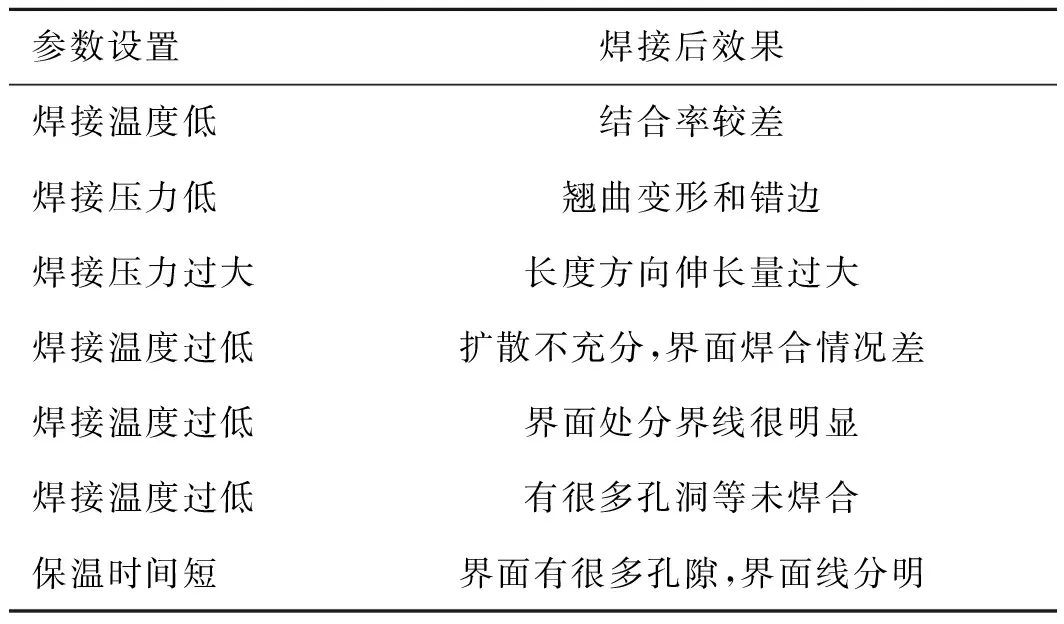
参数设置焊接后效果焊接温度低结合率较差焊接压力低翘曲变形和错边焊接压力过大长度方向伸长量过大焊接温度过低扩散不充分,界面焊合情况差焊接温度过低界面处分界线很明显焊接温度过低有很多孔洞等未焊合保温时间短界面有很多孔隙,界面线分明
已有文献上的焊接工艺研究主要集中在不锈钢、钛合金和铝合金等材料。以不锈钢304(0Cr18Ni9)薄板焊接为例,文献给出的方案[11]为:1) 1 h温度升至850 ℃、压力为1 MPa;2) 40 min温度不变、压力为2 MPa;3) 1 h温度降低至600 ℃、压力为1 MPa;4) 1.5 h温度降至0 ℃、压力为5 MPa。焊接工艺参数随着工件大小和结构变化而变化,需要多次反复实验才能确定。
用于天然气液化的大型PCHE的真空扩散焊接的难点为:
1) 最佳焊接温度、压力、时间的确定需要多次实验研究才能确定;
2) 扩散焊接的工装需要精心设计,从而保证PCHE的整个焊接面上受压一致;
3) 上下压头需要较高的平整度,从而保证PCHE受压发生均匀的蠕变;
4) 焊后效果缺乏定量化的检测手段。
3 PCHE的传热特性
近年来研究者对PCHE进行了实验和仿真研究,得出了微通道结构的不同因素对PCHE传热特性的影响。
目前已有文献的研究集中于非可燃工质的单相传热特性的研究,包括超临界CO2、氦以及混合制冷剂;公开的文献尚无使用可燃的碳氢工质对PCHE的单相和两相传热特性进行研究。已有实验与仿真研究表明,PCHE在非可燃工质的传热特性与流道结构、流动状态、加热条件等因素有关,如表2所示。层流时,圆型、平板、六边形流道的Nu数是一个定值;矩形流道的Nu数随着长宽比的增大而增加;对于等腰三角形流道,Nu与顶角角度大小有关,最大的Nu出现在60°;对于椭圆形流道,Nu与长短轴比有关,恒热流时Nu随着长短轴比的增大而增加,恒温时Nu基本不随长短轴比变化而变化;对于波纹形流道,Nu与波纹的间距高度参数有关。湍流时,Nu与流道的结构形式有关[19]。
加热条件对PCHE中的微通道的换热有较大影响。如图6所示,以矩形流道为例,四周均换热、右侧绝热、上下侧换热、左侧换热、右下侧绝热下的Nu明显不同。
轴向导热能够明显降低PCHE传热性能。研究表明采用曲折流道可以克服PCHE中的轴向导热[5],在总传热面积不变的情况下,减小75%导热面积进而减小轴向导热损失。同时研究还表明低温下轴向导热对换热器性能的影响没有高温时的显著。
PCHE中的冷热流体布置夹角和换热器的放置方式对换热器的传热性能也有一定的影响。Lee S M等[20]的研究表明冷通道角度和热通道角度都为110°时,换热器效率最高。Kim I H等[21]研究表明在层流条件下换热器垂直放置比水平放置更好,原因是垂直放置方式的流体的均匀分布性比水平放置好。
4 阻力性能研究
研究表明,流道结构、传热模型、流动状态同样对PCHE的阻力性能产生影响。如表3所示,非可燃工质的PCHE在层流时,对于圆形、平板、六边形流道,摩擦因子f同Re数成反比;对于矩形流道,摩擦因子f随着长宽比的增加而增大;对于等腰三角形流道,摩擦因子f与顶角角度有关,在60°时,f最大;对于椭圆形流道,摩擦因子f随着长短轴比的增加而增大;波纹形流道的摩擦因子f与波纹间距与高度参数有关;对于湍流,摩擦因子f与流道的结构有关。
PCHE内部微通道的压降主要是由流体在微通道内形成局部的涡流、逆流造成的。图7所示为Tsuzuki N等[28]模拟的流道流场,图中流道弯角处存在逆流,尤其顶壁处的逆流最明显,引起的压降最大。采用S型、翼型等流线型等流道结构的PCHE在传热性能不变的条件下,能够消除逆流,压降明显小于传统Z型[23],压降最大降低1/20,如图8所示。
5 机械性能研究
PCHE具有优越的抗冷热冲击性能和机械性能,Pra F等[7]通过对PCHE进行冷热冲击实验验证了这一结论。冷热冲击实验方法分别为:在3 s内温度从510 ℃降低至180 ℃,然后120 s内将温度从180 ℃升至510 ℃。实验得出在冲击100次之后,PCHE换热器没有检测到泄漏,并且热力性能保持不变。研究者[7]认为PCHE可以在很严酷的环境下稳定工作,且换热器总效率达到95%,可用于高温反应器。
6 PCHE应用现状
PCHE在液化天然气中已经得到了较多应用。作为垄断PCHE设计制造技术的Heatric公司与马来西亚国家石油公司、巴西国家石油公司、壳牌公司在海上液化天然气方面进行了广泛的合作[2-4]。在相关合作中,Heatric公司为浮式液化天然气生产储卸装置(FLNG)提供PCHEs。
典型的应用案例[2-4]:Heatric为壳牌的世界上第一个浮动的天然气液化设施提供PCHEs,如图9所示。壳牌的前奏浮式液化天然气设施将停泊在离岸200公里的西北澳大利亚,水深250 m、长488 m、宽74 m,是世界上最大的浮离岸设施;Heatric在巴西获得八千万英镑的合同,为巴西国家石油和天然气公司的离岸油田供应高性能的PCHEs。
应用效果表明,PCHE的总效率达到95.4%,体积和面积密度分布在相同传热面积下分别是管壳式换热器的0.34倍、2.52倍,重量是常规管壳式换热器的15%。
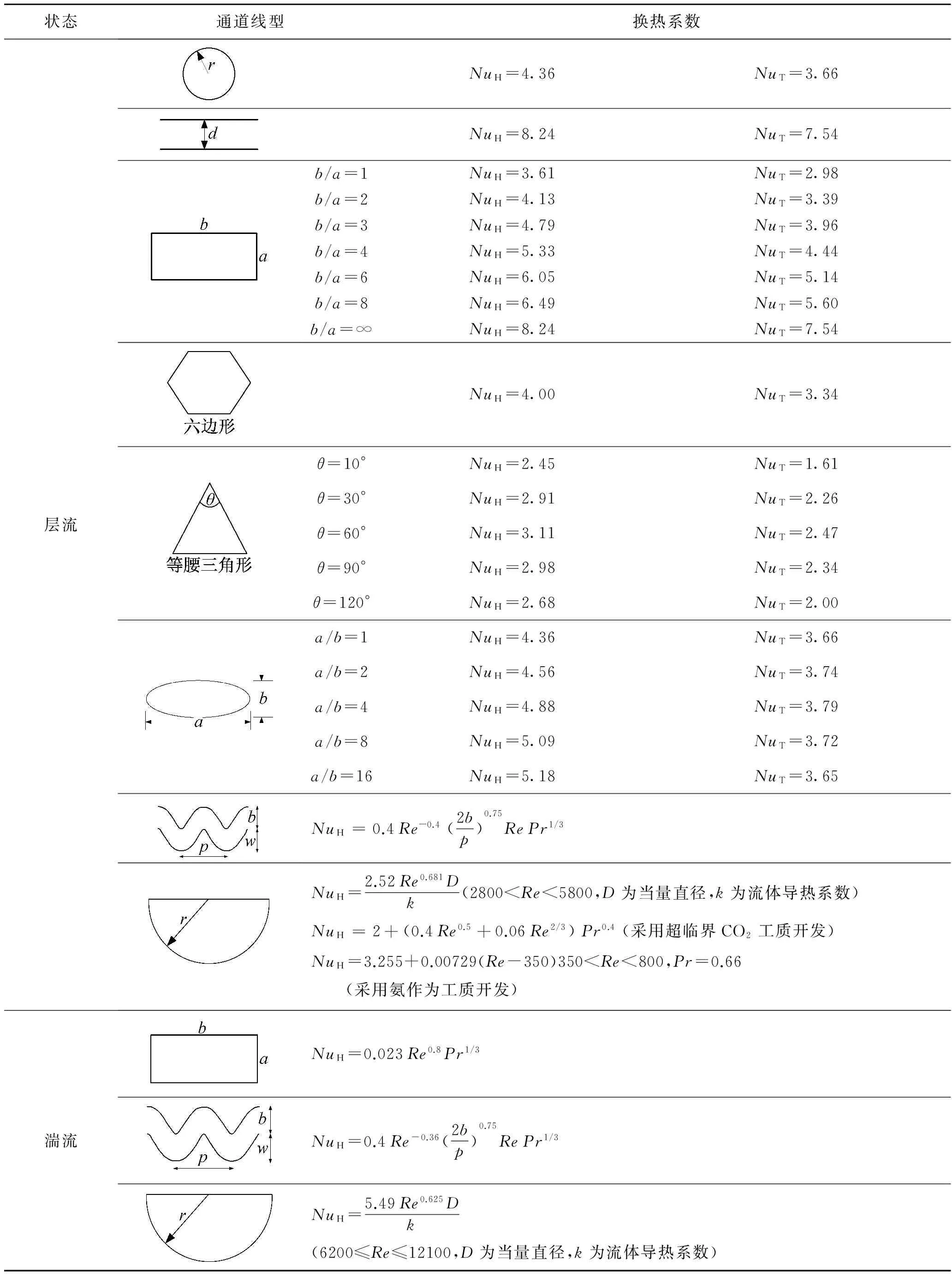
表2 PCHE传热性能总结[22-28]
注:下标H为恒热流密度,T为恒壁温。
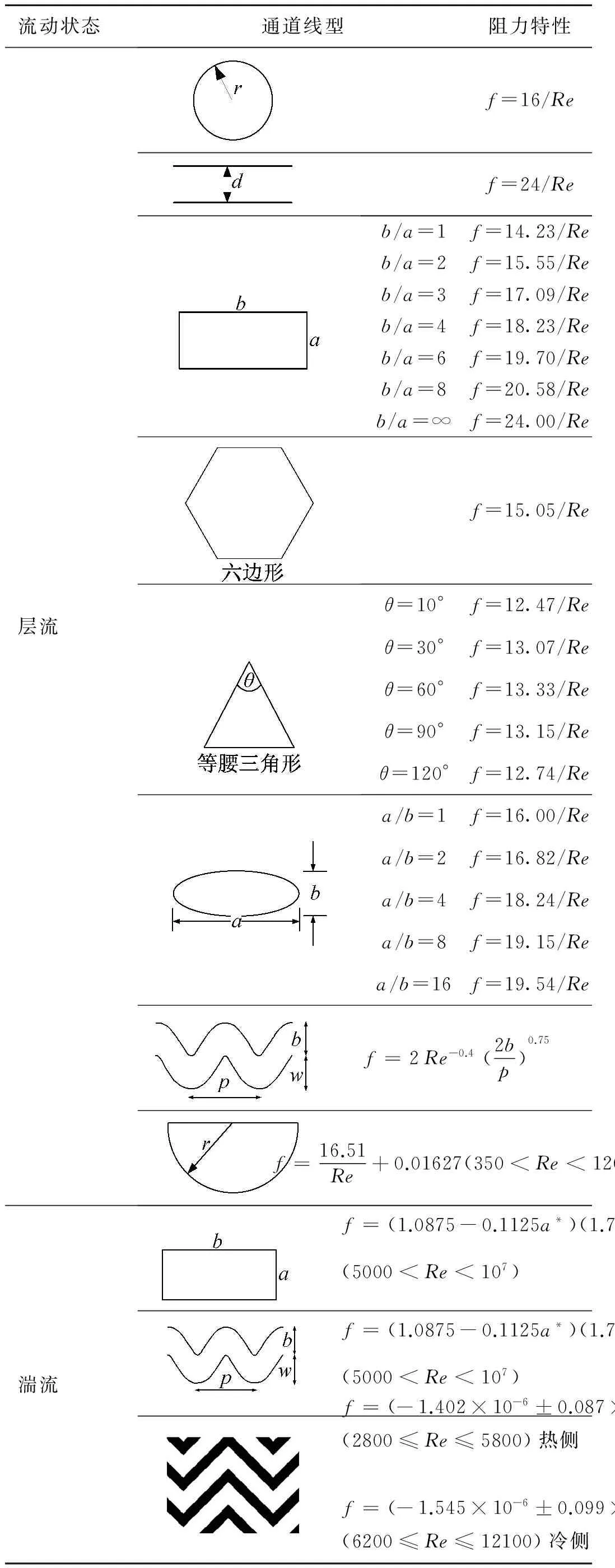
表3 PCHE阻力性能总结[22-27]
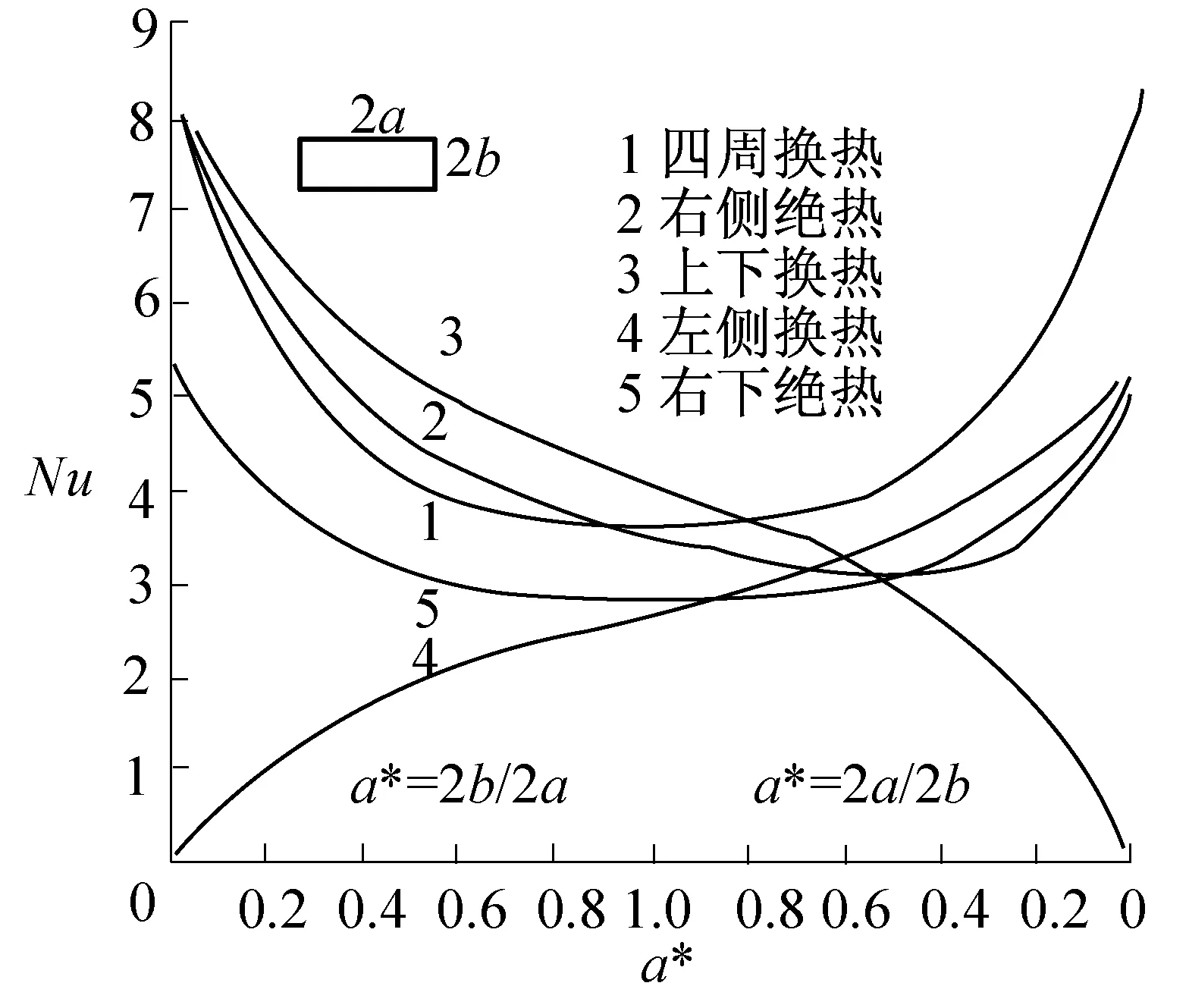
图6 矩形截面不同高宽比、加热条件的Nu[7]Fig.6 Nu of rectangular section with different height to width ratio, heating conditions[7]
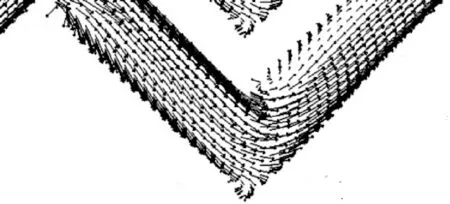
图7 Z型流道流体的速度矢量图[28]Fig.7 Velocity vector diagram of Z type flow channel fluid[28]
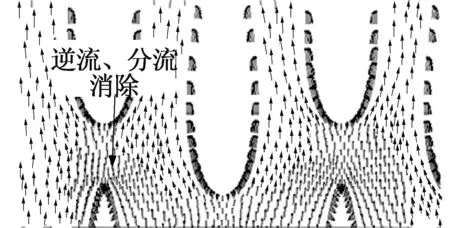
图8 翼型流道流体的速度矢量图[23]Fig.8 Velocity vector diagram of airfoil flow fluid[23]
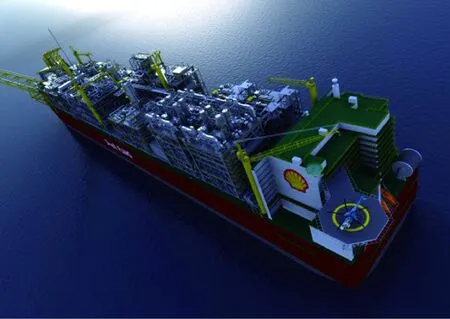
图9 FLNG装置[4]Fig.9 FLNG device[4]
7 PCHE在FLNG中应用需要攻克的关键技术
PCHE作为FLNG开采平台的主换热器的最佳选择之一,国内目前尚无成熟的技术方案。为了打破国外技术的垄断,掌握相关的关键核心技术,亟需加大PCHE用于浮式天然气开采技术的研发投入,增强相关企业与高校的产学研交流,早日掌握核心技术实现国产化。实现FLNG用的PCHE的国产化需要攻克以下几点关键技术:
1) 掌握PCHE的热力设计。热力设计的内容包括研究可燃工质的单相和两相的传热流动计算方法,设计性能优良的流道结构形式、尺寸,以及两(多)股流在各层的分液形式等,开发能够满足不同应用场合的PCHE的专用设计软件。
2) 掌握PCHE的制造工艺。PCHE制造工艺的内容:一是保证加工过程中换热器板的高平整度和表面粗糙度,使其不发生翘曲变形和破坏;二是研制专门的工装确保大面积板子对准;三是制作满足扩散焊接要求的大型焊接工装;四是摸索不同厚度、不同流道形式的换热器平板的扩散焊接压力、温度和保温时间等焊接工艺参数。
3) 掌握批量加工PCHE的检测技术。研究焊接前后换热器形貌尺寸变化率与换热器的耐压性能、传热流动性能的关系,摸索出定量评判扩散焊接效果的标准。
[1] 吴恩, 周帼彦, 涂善东. 紧凑式换热器性能比较及经济性分析[J]. 石油化工设备, 2006, 35(3): 43-47. (WU En, ZHOU Guoyan, TU Shandong. Performance comparison and economic analysis of compact heat exchangers[J].Petro-Chemical Equipment, 2006,35(3): 43-47.)
[2] Heatric PCHE Homepage[EB/OL]. (2015-01-01)[2015-08-28].http://www.heatric.com/hres/Heatric%20technical%20brochure.
[3] Heatric wins multi-million FLNG contract with JGC and Petronas[EB/OL].(2014-05-07) [2015-08-28].http://www.heatric.com/article8.html.
[4] Heatric Bags Prelude FLNG Job (Australia) [EB/OL].(2011-11-16)[2015-08-28].http://www.lngworldnews.com/heatric-bags-prelude-flng-job-australia/comment-page-1/.[5] Baek S, Hwang G, Jeong S, et al. Development of compact heat exchanger for LNG FPSO[C]//The Twenty-first International Offshore and Polar Engineering Conference. International Society of Offshore and Polar Engineers, 2011.
[6] 中国开始南海采气[EB/OL]. (2014-04-11)[2015-08-28].http://opinion.haiwainet.cn/n/2014/0411/c232601-20521308.html.
[7] Pra F, Tochon P, Mauget C, et al. Promising designs of compact heat exchangers for modular HTRs using the Brayton cycle[J]. Nuclear Engineering and Design, 2008, 238(11): 3160-3173.
[8] Nikitin K, Kato Y, Ngo L. Printed circuit heat exchanger thermal-hydraulic performance in supercritical CO2experimental loop[J]. International Journal of Refrigeration, 2006, 29(5): 807-814.
[9] Aquaro D, Pieve M. High temperature heat exchangers for power plants: performance of advanced metallic recuperators[J]. Applied Thermal Engineering, 2007, 27(2): 389-400.
[10] Heatric technical brochure[N].Heatric Homepage , 2015-01-01(1).
[11] 李京龙, 孙福, 熊江涛, 等. 不锈钢分层实体扩散焊制造中的变形控制[J].铸造技术,2007, 27(11):1235-1237.(LI Jinglong, SUN Fu, XIONG Jiangtao, et al. Deformation control in stainless steel laminated object manufacturing by diffusion bonding[J].Foundry Technology, 2007,27(11): 1235-1237.)
[12] 唐榕, 王承章, 张吉峰. 新型高精密真空扩散焊炉的研制及应用[J]. 真空电子技术, 2012(1):60-63.(TANG Rong,WANG Chengzhang, ZHANG Jifeng. Development and application of high-precision vacuum diffusion welding furnace[J].Vacuum Electronics,2012(1): 60-63.)
[13] 王新民. 铝合金与不锈钢的扩散焊接技术[J]. 包头职业技术学院学报, 2003,4(1): 19-20. (WANG Xinmin. Diffusion welding technology of aluminum alloy and stainless steel[J].Journal of Baotou Vocational Technical College, 2003,4(1): 19-20.)
[14] 秦斌, 盛光敏, 周波. 铝合金与不锈钢的扩散焊接[J]. 中国有色金属学报,2004, 14(9): 1545-1550. (QIN Bin, SHENG Guangmin, ZHOU Bo. Diffusion welding of titanium alloy and stainless steel[J]. The Chinese Journal of Nonferrous Metals,2004, 14(9): 1545-1550.)
[15] 张赋升, 孙福, 王艳芳, 等. 用扩散焊进行多层不锈钢打印喷头的实体制造[J]. 热加工工艺, 2006, 35(7): 26-28. (ZHANG Fusheng, SUN Fu, WANG Yanfang, et al.Laminated object manufacturing for ink-jet printing head of multilayer stainless steel by diffusion bonding process[J].Hot Working Technology, 2006, 35(7): 26-28.)
[16] 林鹏, 吕涛, 蒋力培, 等. FeCrAl 合金真空扩散焊焊接工艺与性能[J]. 焊接技术, 2011, 40(1): 25-29. (LIN Peng, LÜ Tao, JIANG Lipei, et al. Welding process and properties of FeCrAl alloy vacuum diffusion bonding[J]. Welding Technology, 2011, 40(1): 25-29.)
[17] 赵杰, 吕涛, 金枫, 等. FeCrAl 合金材料真空扩散焊工艺实验研究[J]. 电焊机, 2009, 39(7): 27-29. (ZHAO Jie, LÜ Tao, JIN Feng, et al. Experimental study on vacuum diffusion bonding of FeCrAl alloy[J].Electric Welding Machine, 2009, 39(7): 27-29.)
[18] 李亚江,王娟,刘鹏.特种焊接技术及应用[M].北京:化学工业出版社,2004.
[19] Kandlikar S, Garimella S, Li D, et al. Heat transfer and fluid flow in minichannels and microchannels[M].UK:Elsevier, 2006:92-95.
[20] Lee S M, Kim K Y. A parametric study of the thermal-hydraulic performance of a zigzag printed circuit heat exchanger[J]. Heat Transfer Engineering, 2014, 35(13): 1192-1200.
[21] Kim I H, No H C, Lee J I, et al. Thermal hydraulic performance analysis of the printed circuit heat exchanger using a helium test facility and CFD simulations[J]. Nuclear Engineering and Design, 2009, 239(11): 2399-2408.
[22] Kim D E, Kim M H, Cha J E, et al. Numerical investigation on thermal-hydraulic performance of new printed circuit heat exchanger model[J]. Nuclear Engineering and Design, 2008, 238(12): 3269-3276.
[23] Hesselgreaves J E. Compact heat exchangers: selection, design and operation[M]. Kidlingto, UK:Gulf Professional Publishing, 2001.
[24] Kim I H, No H C. Thermal hydraulic performance analysis of a printed circuit heat exchanger using a helium-water test loop and numerical simulations[J]. Applied Thermal Engineering, 2011, 31(17): 4064-4073.
[25] Ngo T L, Kato Y, Nikitin K, et al. New printed circuit heat exchanger with S-shaped fins for hot water supplier[J]. Experimental Thermal and Fluid Science, 2006, 30(8): 811-819.
[26] Kim I H, No H C. Physical model development and optimal design of PCHE for intermediate heat exchangers in HTGRs[J]. Nuclear Engineering and Design, 2012, 243: 243-250.
[27] Kim I H, Sun X. CFD study and PCHE design for secondary heat exchangers with FLiNaK-Helium for SmAHTR[J]. Nuclear Engineering and Design, 2014, 270: 325-333.[28] Tsuzuki N, Kato Y, Ishiduka T. High performance printed circuit heat exchanger[J]. Applied Thermal Engineering, 2007, 27(10): 1702-1707.
About the corresponding author
Ding Guoliang, male, professor, Ph. D. supervisor, Institute of Refrigeration and Cryogenics, Shanghai Jiao Tong University,+86 21-34203278,E-mail:glding@sjtu.edu.cn. Research fields: simulation and optimization research for room air conditioner and utilization of new refrigerant.
Progress of Research and Application of Printed Circuit Heat Exchanger for Offshore LNG Platform
Wang Kangshuo1Ren Tao1Ding Guoliang1Ma Nan2
(1.Institute of Refrigeration and Cryogenics, Shanghai Jiao Tong University, Shanghai,200240, China;2.Shanghai Keling Energy Technology Co., Ltd., Shanghai, 200240, China)
Printed circuit heat exchanger with its compact, efficient, reliable characteristics can meet the requirements of the main cryogenic heat exchanger in the offshore floating natural gas liquefaction. In recent years, it has gradually become the first priority of main cryogenic heat exchangers of offshore floating natural gas liquefaction. In this paper, the progress of research and application of printed circuit heat exchanger in recent years, including the basic principle, manufacturing process based on diffusion welding, heat transfer and pressure drop characteristics, and mechanical behaviors, is reviewed; the application status of printed circuit heat exchanger in offshore LNG platform is summarized; and the key technologies that requires to be overcome in future applications in offshore LNG platform is proposed, including thermal design, manufacturing process, detection technology.
offshore floating liquefied natural gas; diffusion welding; heat transfer; pressure drop; printed circuit heat exchanger
0253- 4339(2016) 02- 0070- 08
10.3969/j.issn.0253- 4339.2016.02.070
2015年7月31日
TB61+1; TQ051.5; TE646
A
简介
丁国良,男,教授,博士生导师,上海交通大学制冷与低温工程研究所, (021) 34206378,E-mail:glding@sjtu.edu.cn。研究方向:制冷空调装置的仿真、优化与新工质应用。
