一种带有出气槽的活塞的加工工艺改进试验
2016-11-23季超
季 超
(江苏森威集团有限责任公司,江苏 盐城 224100)
一种带有出气槽的活塞的加工工艺改进试验
季 超
(江苏森威集团有限责任公司,江苏 盐城 224100)
盘式制动器由于具有散热快、重量轻、构造简单、调整方便,特别是高负载时耐高温性能好,制动效果稳定,比鼓式制动器更容易在较短的时间内停车,因此越来越多的轿车采用盘式制动器。制动活塞为盘式制动器中需要精密锻造的零件。
工艺改进;制动活塞;一次成形;缺陷改善
图1所示为一种底部带有两个出气槽的制动活塞。由于制动活塞的市场需求量很大,现制造工艺为锻造成如图2所示的毛坯,后续采用机加铣削出气槽的方式来加工。铣削加工效率低,成本较高,不利于大批量生产,无法满足市场需求。
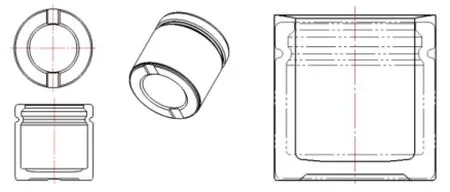
图1 一种底部带有两个出气槽的制动活塞图
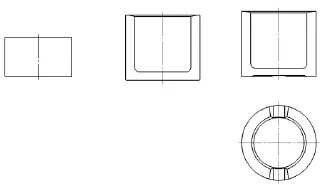
图2 锻造毛坯图
1 技术核心
本公司考虑采用冷挤压一次成形的方式来加工出带有出气槽的活塞,如图3所示,但由于该活塞的壁厚大于底厚,锻造后由于材料变形造成底部出现如图3中A虚线所示的塌角,从而造成槽部缺陷,因此如何解决这个槽部缺陷成为本工艺的加工难点。
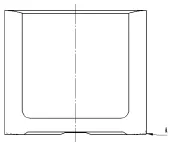
图3 冷挤压一次成形出的带有出气槽的活塞图

图4 据锻造变形缺陷重新设计的锻造毛坯图
本公司根据锻造过程中出现的变形缺陷,重新设计如图4所示的锻造毛坯,增加底厚以改善材料变形缺陷,多余的材料可在后序机加工车去。
2 工艺论述
具体锻造工艺流程见图5。
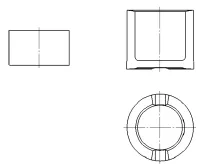
图5 具体锻造工艺流程
①下料:通过锯切下料或锻造下料;②抛丸:去除表面氧化皮等杂质提高外观质量;③表面处理:对活塞的毛坯表面进行磷化-皂化处理:形成润滑保护膜,从而避免工件内孔拉毛以及凹模、凸模的磨损;④锻造:冷挤出活塞毛坯,模具结构如图6所示;⑤抛丸:去除活塞毛坯表面的磷化-皂化膜,同时使毛坯表面达到一定的粗糙度要求。
冷挤压成形以正挤模具结构如图6所示。

图6 冷挤压成形以正挤模具结构图
图6中,4-下冲头装配在3-凹模中,具体成形过程为2-上冲头下行,将下料毛坯进行锻造成形,达到一定底厚后,7-退料滑块上行,带动5-退料销将成形后的毛坯顶出3-凹模腔,一次锻造成形结束。
3 结束语
经过工艺改进后,该活塞底部的两个出气槽无需再通过铣削来加工,可以通过冷挤压一次成形来完成,既提高了效率,又降低了成本。
[1]张应龙.模具制造技术[M].北京:化学工业出版社,2008.
[2]郝海滨.冲压模具简明设计手册[M].北京:化学工业出版社,2009.
[3]王邦杰.实用模具材料与热处理速查手册[M].北京:机械工业出版社,2013.
TS234
A
1671-3818(2016)10-0024-01
