桑皮纤维十字绣底布的设计与开发
2016-11-23李闪闪
李闪闪 马 倩 王 可
盐城工业职业技术学院 纺织服装学院(中国)
桑皮纤维十字绣底布的设计与开发
李闪闪 马 倩 王 可
盐城工业职业技术学院 纺织服装学院(中国)
从十字绣底布原料选择、纱线性能测试、组织结构设计及生产工艺方面介绍了一款桑皮纤维十字绣底布的设计与开发,并对其进行物理性能和抗菌性能测试。研究结果表明,所开发的桑皮纤维十字绣底布性能良好,能满足十字绣应用的要求。
桑皮纤维; 十字绣底布; 设计; 开发
十字绣是一种古老的民族刺绣,是采用专用的绣线和十字格布,利用经纬交织搭十字的方法,对照专用的坐标图案进行绣花的一种刺绣方法[1]25。传统十字绣底布采用的原料主要有棉、涤/棉及亚麻等,其中亚麻因其独特的颜色和手感,在十字绣底布的应用中占很大的比例[1]26,[2]39。桑皮纤维是一种新型生态环保型生物基纤维,属韧皮纤维的一种,其原材料为桑树废弃枝条。桑皮纤维既具有棉纤维的特征,又包含麻纤维的优点,同时桑皮纤维中含有的黄酮类和酚类物质还具有抗菌抑菌性能[3]55。目前,有关将桑皮纤维应用于十字绣底布的报道较少。本文对桑皮纤维应用于十字绣底布进行设计与开发,研究旨在为开发具有保健功能的十字绣底布提供参考。
1 原料选择及性能测试
十字绣底布布面应较为厚重,外观宜粗犷硬挺,因此常采用线密度较大的纱线,如27.8 tex×2双股线、24.3 tex×2双股线,48.6 tex单纱、16.2 tex×3三线等在织机上织制而成。本文参照前人研究[3]56提取桑皮纤维,将其与棉纤维混合,按照文献[4]的方法制备桑皮纤维与棉纤维质量比为55/45、线密度为28 tex的混纺纱,然后将纱线并线合股为28 tex×2双股线,并对双股线的拉伸性能、耐磨性能、毛羽指数及抗菌抑菌性能进行测试。
采用YGB021A型单纱强力仪测试双股线的断裂强度、断裂强度CV、断裂伸长率及断裂伸长率CV。试验设置:上下夹头的隔距为500 mm,预加张力为0.5 cN/tex,拉伸速度为500 mm/min。采用YG 173型纱线毛羽测试仪测试双股线的毛羽指数。试验设置:片段长度为10 m,引纱张力为0.5 cN/tex,测试速度为30 m/min。采用Y 731型抱合力机测试仪测试双股线的耐磨性能,试验设置:89.6往复/min。按照GB/T 20944—2007《纺织品抗菌性能的评价 第1部分:琼脂平皿扩散法》测试双股线对大肠埃希菌[CMCC(B)44102]和金黄色葡萄球菌[CMCC(B)26003]的抑菌率。
测试结果如表1所示。

表1 桑皮纤维/棉混纺28 tex×2双股线的性能测试结果
按照常规十字绣底布生产和使用情况,结合表1的测试数据可知,该桑皮纤维/棉混纺双股线完全满足织造及应用的各项指标要求,且该混纺双股线具有一定的抗菌抑菌性能。
2 组织设计
十字绣底布表面外观平整,同时包含均匀而细小的方正孔眼,一般采用透孔组织织造[2]41。本文设计的桑皮纤维十字绣底布经纬纱均采用混纺比为55/45的桑皮纤维/棉混纺28 tex×2双股线;规格为14 CT,即1 in(2.54 cm)内含14个格子;经纬密度为275根/10 cm×275根/10 cm;织物组织结构为5/5重平组织和平纹组织构成的透孔组织。桑皮纤维十字绣底布的上机图如图1所示。
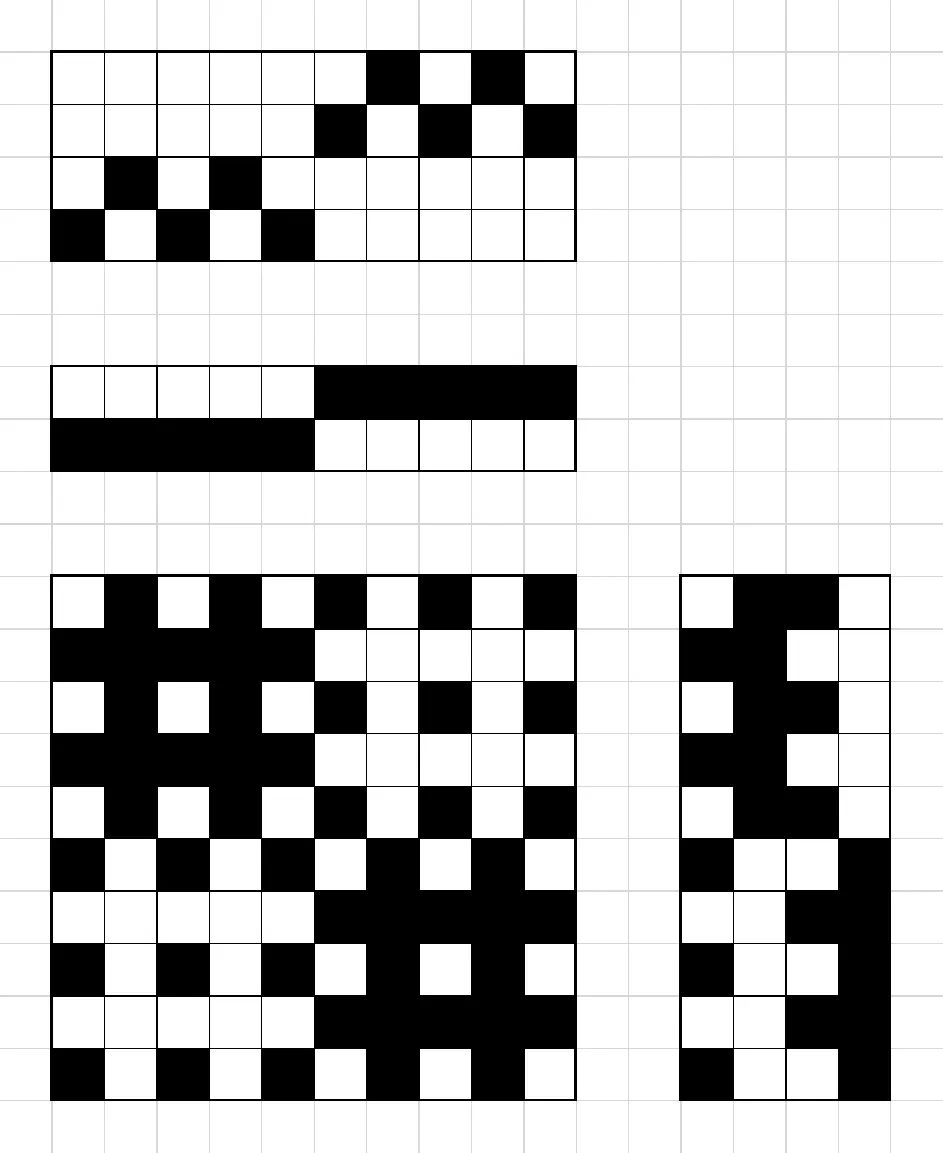
图1 上机图
3 制备工艺
桑皮纤维十字绣底布的制备工艺流程为
3.1 整经
由于采用的经纱为股线,经纱强度较高,不需经上浆工序,故选用GA 2180型分条整经机整经。整经工序采用“低速度、稍大张力”的配置,并分段分层配置张力垫圈质量,以确保片纱张力均匀。经轴卷绕需平整,以防止织造时布面不平产生凹凸不平的“大肚皮”现象。滚筒卷绕速度为500 m/min,倒轴速度为70 m/min。
3.2 穿经
纱线毛羽对十字绣底布的外观和手感具有重要的影响[2]39,为此,选用细薄型停经片,以尽量减少织造过程产生的毛羽。停经片采用(1、 2、 3、 4、 5、 6)顺穿穿法。地组织和边组织综丝穿入数均为1根,采用四页综照图穿法。钢筘选用筘号为110筘齿/10 cm,每筘穿入数为5入,采用隔一筘一穿的空筘穿法[2]41,以得到较明显的透孔效果。
3.3 织造
选用GA 747型挠性剑杆织机织造,采用“早开口、大张力、高后梁、弱打纬”的工艺配置。具体工艺参数:开口时间为285°,进剑时间为73°,退剑时间为285°,后梁高度为90 mm,停经架高度为56 mm。另外,废边与布边应保持20 mm的距离,以降低边纱张力,减少边纱断头[5]。
3.4 后整理
十字绣底布一般需要经过漂白或染色及印花等后整理工序[1]27。为充分发挥桑皮纤维的绿色环保优势,在后整理过程中应尽量选用环保型试剂,并严格控制各工序的工艺。常见的漂白剂有次氯酸钠、亚氯酸钠和过氧化氢等,由于次氯酸钠、亚氯酸钠等漂白剂在漂白时会产生可吸附有机卤化物(AOX),不但对机器设备的材质和劳动保护要求很高,还容易造成环境污染。采用过氧化氢进行汽蒸(或蒸煮)漂白时,漂白时间至少需1 h,会对纤维造成较大的损伤,且能耗较高;而采用过氧化氢进行冷轧堆漂白时,浸轧量、堆置时间、环境温度及洗涤条件的波动等均会对漂白效果有较大影响,漂白产品的品质很不稳定。过氧乙酸是一种对生态环境友好的环保型漂白剂,具有较高的氧化电位,可在温和的条件下进行漂白处理,其对杂质的氧化能力较过氧化氢强,织物上的残留物清洗、去除后织物所受损伤较小。考虑到上述因素,本文选用过氧乙酸对桑皮纤维十字绣底布进行漂白[6-7]。
具体工艺配方如下:
过氧乙酸用量 7 g/L
稳定剂焦磷酸钠用量 37 g/L
漂白温度 70 ℃
漂白时间 90 min
浴比 1∶30
pH值 5.5~6.5
在染色或印花工序,由于桑皮纤维和棉的主要成分均为纤维素纤维,因此选用活性染料[8]。染色工艺配方如下:
活性染料用量x%(染料相对织物质量的百分数)
元明粉用量 10~80 g/L
纯碱用量 5~20 g/L
匀染剂L-450用量 1.5~2.0 g/L
螯合分散剂20p用量 1.5~2.0 g/L
浴比 1∶30
染色工艺路线如图2所示。

图2 染色工艺路线
为降低上染和固色速率,保证匀染,元明粉需分2次加入,纯碱需分3次加入(图2)。
在印花工序,应选用双活性基活性染料,色浆工艺配方为
染料用量xg/L
海藻酸钠用量 35~50 g/L
尿素用量 100~200 g/L
防染盐S用量 10~15 g/L
纯碱用量 5~15 g/L
此外,在后整理各工序要确保织物的平整,以防止经纬纱歪斜产生“菱形”格子。
4 织物性能测试
对所开发的十字绣底布织物进行面密度、断裂强力、耐磨性及抗菌抑菌性能测试。其中,织物面密度采用Y802型八栏恒温烘箱和FA1004N型电子天平测量。织物断裂强度采用YG(B)026D-500型织物强力仪测试,试验条件:试样宽度为 50 mm,上下夹头隔距为100 mm,预加张力为2 N,拉伸速度为100 mm/min。织物耐磨性采用Y522型圆盘式织物平磨实验仪测试其磨损100转后的质量损失率,试验条件:加压2.45 N,炭化砂轮规格为中A-150。按照GB/T 20944—2007《纺织品抗菌性能的评价 第1部分:琼脂平皿扩散法》测试十字绣底布织物对大肠埃希菌[CMCC(B)44102]和金黄色葡萄球菌[CMCC(B)26003]的抑菌率。
测试结果如表2所示。
Design and development of cross-stitch embroidery fabric with mulberry fiber
LiShanshan,MaQian,WangKe
College of Textile and Clothing, Yancheng Vocational Institute of Industry Technology, Yancheng/China
A mulberry fiber cross-stitch embroidery fabric was designed and introduced from the aspects of the material choice,yarn property test, pattern design, and process technology. Physical and antibacterial properties of a mulberry fiber cross-stitch embroidery fabric were tested. The research results showed that the properties of the cross-stitch fabric was good,and it could meet the application requirement of the cross-stich.
mulberry fiber; cross-stitch embroidery fabric; design; development

