乳化液对线切割加工黄铜性能影响的实验
2016-11-23邵甄胰林阳军
彭 丽 樊 越 邵甄胰 程 明 林阳军
(成都工业学院,四川 成都 611730)
乳化液对线切割加工黄铜性能影响的实验
彭 丽 樊 越 邵甄胰 程 明 林阳军
(成都工业学院,四川 成都 611730)
从线切割加工黄铜存在的主要问题:切割颗粒大,电蚀物粘附钼丝,表面粗糙度差,特别是加工薄件时问题尤为突出,从乳化液pH值进行切割实验,经过不同pH值切割实验对比 ,实验证明pH值在8.80~8.41之间时电蚀物粘附钼丝改善明显,此时表面粗糙度有所改善。从而得出结论:切割黄铜薄件与乳化液pH值相关。此结论不仅对加工黄铜具有前所未有的改善,对加工有色金属具有非常重要的意义。
线切割加工;乳化液;黄铜;pH值;电蚀物;粘附;表面粗糙度
在现代工业生产中,线切割机因为轮廓加工所需的余量少,精度较高,机械加工中广泛使用。对加工贵金属材料更能有效地节约资源,充分利用很少余量加工出所需精密零件,特别是在加工航空雷达方面的零件尤为突出。但贵金属材料具有其特殊的理化性能,因而线切割加工时存在着较突出的问题。如:电蚀物颗粒大、电蚀物易粘附在电极丝上、造成堵塞乳化液冷却不畅等。随着加工时间的延长,将影响电极丝的放电性能,短路、断丝时常发生,加工不稳,工件的表面质量严重受损,加工工件精度无法保证。然而在国内外学术研究中,很少有对线切割加工贵金属、有色金属遇到问题时的解决办法,几乎是空白。解决的方法:常常通过改变脉宽、脉间、功效管等来改变加工条件,而冷却液、加工温度在一般生产中并不重视。为了进一步提高线切割加工效率,我们主要针对乳化液对线切割加工黄铜性能影响进行研究。
在切割过程中,冷却液的作用主要为降低切割时的钼丝及工件的温度,润滑和冲洗切割留下的电蚀物。在对不同厂家及多种乳化液进行测试,发现高速走丝线切割机乳化液全部呈碱性,而且为了追求加工效率碱性越来越强pH值接近10~11。本文通过在不同pH值下进行薄件黄铜的切割对比实验,观察切割的现象、过程及结果,对存在的问题进行探索与实践。
1 线切割加工特点
电火花线切割机(wire cut electrical discharge machining简称WEDM),是电加工范畴,1943年由前苏联拉扎林科夫妇研究开关触点受火花放电腐蚀损坏的现象和原因,发现电火花的瞬时高温可以使局部的金属熔化、气化而被蚀除掉,从而开创和发明了电火花加工方法。线切割机也是1960年发明于前苏联,我国是第一个用于工业生产的国家。其基本物理原理是由正离子和电子在场中积累,很快形成一个被电离的导电通道。在这个阶段,两板间形成电流,导致粒子间发生无数次碰撞,形成一个等离子区,并很快升高到8 000~12 000 ℃的高温,在两导体表面瞬间熔化一些材料,同时,由于电极和电介液的汽化,形成一个气泡,此时它的压力规律上升直到非常高。而电流中断,温度突然降低,引起气泡内向爆炸,产生的动力把溶化的物质抛出弹坑,而被腐蚀的材料在电介液中重新凝结成小的球体,并被电介液排走。通过NC控制的监测和管控,伺服机构执行,使这种放电现象均匀一致,从而达到加工物被加工,使其成合乎要求的尺寸大小及形状精度的产品零件。
电火花线切割机按走丝速度可分为高速往复走丝电火花线切割机(reciprocating type high speed wire cut electrical discharge machining俗称“快走丝”)和低速单向走丝电火花线切割机(low speed one-way walk wire cut electrical discharge machining俗称"慢走丝")和立式自旋转电火花线切割机(vertical wire electrical discharge machining machine tool with rotation wire)三类。
慢走丝线切割是电火花线切割的一种,英文简写是(WEDM-LS)。是利用连续移动的细金属丝(称为电极丝)作电极,对工件进行脉冲火花放电蚀除金属、切割成型。它主要用于加工各种形状复杂和精密细小的工件。但成本很高,对于工作环境和乳化液要求都比较高。很多企业不宜普及。本文主要研究高速往复走丝电火花线切割机加工黄铜薄件的切割实验对比。
2 H62黄铜及线切割工作液
2.1 H62黄铜的特点
H62黄铜表示平均含铜量为62%的普通黄铜,其中,H是汉字“黄”的拼音字母的第一个字母,62是铜元素的平均含量;在普通黄铜的基础上加入其它元素的铜合金称特殊黄铜,仍以“H”表示,后面会跟其它添加元素的化学符号和平均成份,如H62为含铜量为60.5%~63.5%,余量为锌含量;而HAl59-3-2则表示其铜含量57%~60%,铝含量为2.5%~3.5%,镍含量为2%~3%,其余为锌含量。
H62具有良好的力学性能,热态下塑性好,冷态下塑性也可以,切削性好,易钎焊和焊接,耐蚀,但易产生腐蚀破裂。此外价格便宜,是应用广泛的一个普通黄铜品种。H62(即四六黄铜)。在室温下β相较α相硬得多,因而可用于承受较大载荷的零件。α+β两相黄铜可在600 ℃以上进行热加工。α+β两相黄铜显微组织:α为亮白色的固溶体,β是CuZn为基的有序固溶体。强电场对H62黄铜高温变形时的空洞有抑制作用。H62黄铜熔点较低906.0 ℃。
2.2 高速走丝线切割机乳化液的作用
高速走丝电火花线切割机加工的稳定前提首先必须保证切割过程中不断丝。然而断丝是随放电能量和切割厚度增加而加剧,即与电极丝在放电通道内所受到离子轰击、冷却状态及停留时间密切相关。在多年切割实践中还发现由于线切割机切割原理导致与切割材料也密切相关。
目前普遍使用含有机油5%左右的乳化液作为工作介质,切割完毕后出现两个现象:一是切出的工件粘附在余料基体上,一般需要用力甚至敲击才可以使其与余料基体脱离;二是工件表面覆盖着胶粘的甚至是粉末状的蚀出产物,需要煤油甚至汽油才能刷洗干净。这主要是放电通道内10 000 ℃以上的高温,是乳化液分解成胶体状或颗粒状的物质所致。这些物质粘附在切缝内,并主要在切缝的出口堆积,严重影响电蚀产物的排出,并阻挡新的乳化液介质进入切缝。
由于两极间不能维持不断更新工作介质,从而直接影响正常放电的延续,甚至在混有大量胶体物质的间隙内进行放电并产生电弧放电,从而使工件和电极丝表面得不到及时冷却,绝缘状态不正常,造成正常放电比例降低,切割速度降低,工件表面烧伤,换向条纹严重等一系列问题,同时损失电极丝的耐用度,严重时引起烧丝。因此乳化液对于极间通道冷却、消电离均有大的影响,粘稠状的产物会对电极丝起到“保温”的作用,工件越厚,运丝越慢,电极丝通过加工区域的时间越长,断丝的几率自然会增加。乳化液在极间放电时将分解成胶体或颗粒状物质是一种必然现象, 所以使用乳化液必然会大大限制切割工艺指标的提高,极间冷却状态恶化其最直接的结果是导致高速走丝必须以十分保守的放电能量换取不断丝的加工状况。目前使用乳化液为工作介质时一般平均切割电流都在3 A以内,在这种放电能量条件下是不可能获得较高切割效率的。
因此在使用乳化液作为工作介质的前提下,长时间以来对高频脉冲电源的改进及运丝系统的完善结构等措施对切割效率的提高均收效甚微,这就是高速走丝线切割的切割效率长期徘徊在很低水平的根本原因。线切割工作液一般要求有一定的绝缘性能、较好的洗涤性能、较好的冷却性能和对环境无污染,对人体无危害。工作液的配置也相当重要,太浓、太淡时,均会引起断丝和加工不稳定,影响所有切割工艺指标,一般浓度比例根据所使用工作液不同,都标有配比浓度比例范围。切割速度要求高或大厚度工件切割时,浓度适当低些,这样加工比较稳定,且不易断丝。但工作液浓度比也不能太低,否则将使工作液绝缘性能降低,电阻率减小,冷却能力增强,但降低了对工件的润滑作用,不利于排屑,也容易断丝。
2.3 加工黄铜的问题
线切割工作液能否在提高加工效率和改善加工表面粗糙度的同时对特殊材料的加工进行改进? 如针对低熔点材料及黄铜, 该材料的特点是线切割加工易蚀除,电蚀物颗粒大,电蚀产物极易粘附于电极丝。往复走丝线切割机床使用的电极丝材料多为钼、钨或钨钼丝。王光君等研究了在钼粉上镀铜,采用化学镀方法对平均粒度为3 μm 的钼粉进行化学镀铜, 温度控制在55~75 ℃,pH 值控制在11.5~13 范围内。结果表明,钼粉上镀铜在温度一定、pH值为12 左右时效果最佳。还有很多关于钼粉和钨粉镀铜的研究都是在碱溶液和一定温度下进行的。如何控制线切割工作液碱性及温度就是线切割加工黄铜出现问题的主要因素。瞬时温度无法控制,只能从乳化液的酸碱性入手,对不同pH值下的切割对比试验进行探索与研究。
3 H62黄铜薄件切割实验
3.1 实验方法
按要求正常比例配制冷却液,并测出pH值、室内温度;切割材料铜板,厚度5 mm;切割形状15 mm× 15 mm 的正方形;在相同电参数情况下,用pH调节剂,在不同pH值工作液中进行切割实验对比,主要观察不同pH值工作液中切割黄铜薄件,电蚀物粘附钼丝的程度及粗糙度的变化。我们已经用长时间切割实验证明,电参数和工作液浓度有一定的变化,但不显著,也没解决根本问题。
选择脉宽8 μs、脉冲间隔1:15、功放管2只,适当的组合搭配,切割效率控制一致=20 mm2/min进行切割,并观察切割过程中的现象,钼丝在不同pH值切割后直径变化如表1。
每次切割前测量钼丝直径,切割完后测量钼丝的直径,切割三个样件后用煤油洗表面。
完成一组pH值后,向冷却液中加入pH调节剂,降低pH值,找到几组典型变化趋势进行比较。
使用线切割机型号:DK7745;生产厂家:成都无线电专用设备厂。
使用工作液型号:JR-1A复合型电火花线切割工作液(乳化膏);厂家:浙江佳润。
3.2 实验数据
表1 切割条件
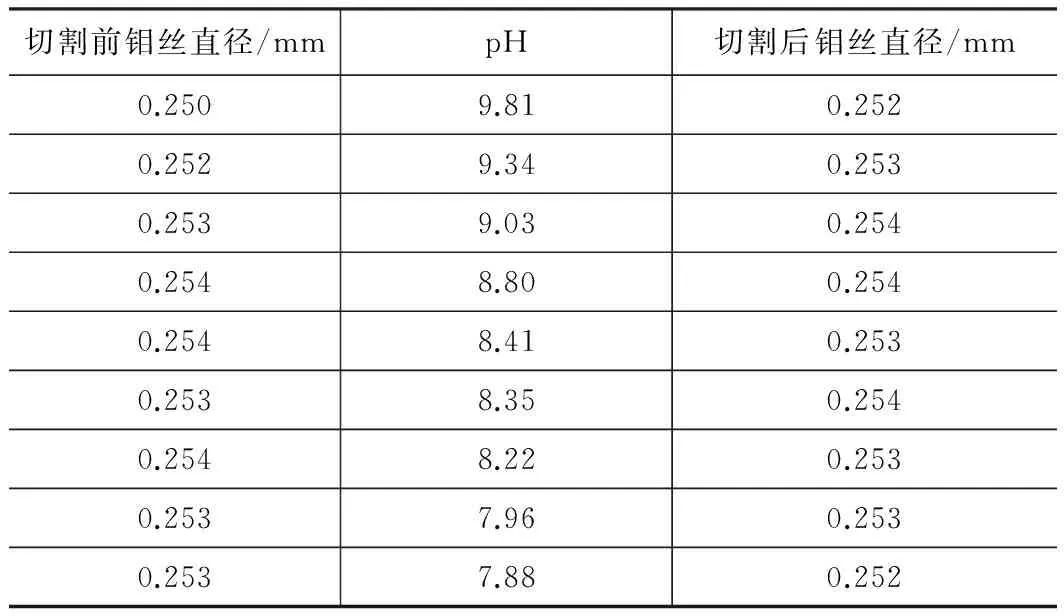
切割前钼丝直径/mmpH切割后钼丝直径/mm0.2509.810.2520.2529.340.2530.2539.030.2540.2548.800.2540.2548.410.2530.2538.350.2540.2548.220.2530.2537.960.2530.2537.880.252
实验数据见表1,不同pH的切割样件图及局部放大图见图1。
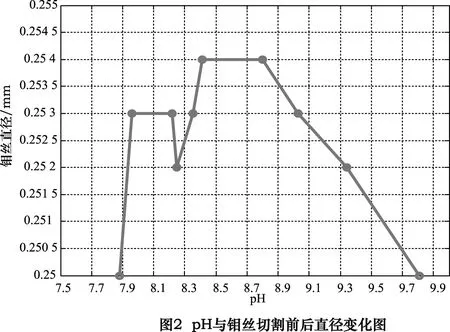
由切割数据发现,当pH等于8.8~8.41之间,钼丝直径没有变化,说明钼丝粘附电蚀物减少,而且钼丝颜色比较均匀,在切割过程中,我们能看到切割电蚀物铜屑随钼丝运动大部分被冷却液带出冲走,在清洗样件表面时,粘附在表面的铜屑很容易清洗掉,观察样件表面,颜色较前几组更明亮,更接近铜的本色,粗糙度明显变化,颗粒变细。

而当pH低于8,在pH等于7.96时切割过程中,发现冷却液变粘,加工效率下降,仅有少量铜屑能被带出,而且加工后铜件表面暗淡、无光。继续稀释工作液使pH之降至7.88时,切割缓慢,调整其他参数,使其切割效率达20 mm2/min左右,切割完后,观察冷却水箱,冷却液有很多团状漂浮物,而且样件清洗困难,无法完全清洗掉表面的电蚀物,表面发黑,氧化严重,说明随着工作液碱性降低,洗涤功能及冷却功能降低,切割效率也变低,此时严重影响切割。此时的冷却液也不能再继续加工。当pH等于7.96~7.88钼丝直径也无变化,当pH低于7.88时,几乎无法正常加工。不同pH下切割时钼丝直径变化如图2所示。
4 结语
从长时间的反复切割实验中我们不难发现,高速走丝线切割机工作液必须在碱性环境下才能正常切割,这个是早已证明并且已实现。对于切割黄铜仍然一样,但切割黄铜对工作液要求更高,不仅与pH值有关,而且加工时对pH值更加敏感,这是因为黄铜特殊理化性能决定,当在pH等于8.41~8.80时切割效率及切割表面质量最佳,此时电蚀物粘附钼丝几乎可以被工作液带走,钼丝直径切割前后没有变化。这一发现无疑可以使线切割机加工有色金属有了新的突破,填补了长期以来线切割加工有色金属的严重问题,电蚀物粘附钼丝,影响加工表面及切割效率等问题。
未来,材料是科学技术发展的基础。由于往复走丝线切割机床成本较低,加工范围广,不仅是贵金属,包括工程陶瓷材料和结构陶瓷材料,由于其具有轻质、高强、超硬、耐高温、耐磨、耐腐蚀、化学稳定性好等独特的优良性能,在航天航空、石油化工、仪器仪表等领域的应用广泛。怎样更有效地控制工作液的pH值既可以提高加工效率又可以减少电蚀物粘附钼丝仍然是以后探索的问题。
[1]崔崑.钢铁材料及有色金属材料[M].北京:机械工业出版社,1981.
[2]宋延民.微机数控线切割机床[M].北京:兵器工业出版社,1997.
[3]刘晋春,赵家齐,赵万生.特种加工[M].北京:机械工业出版社,2000.
[4]彭丽,刘世民.防锈铝合金的电火花线切割加工工艺[J].电加工与模具,2003(5):237.
[5]彭丽。薄件大直径内孔槽线切割加工的工艺改进[J].制造技术与机床,2010(10):103.
[6]王光君,王德志,吴壮志,等.钼粉上化学镀铜工艺研究[J].稀有金属材料与工程,2008(8):1491-1494.
[7]刘仁辉,刘红芳,黄志刚,等.铜及铜合金表面钝化处理研究现状[J].世界有色金属,2010(8):74-75.
[8]刘志东.高速走丝电火花线切割工作介质发展方向研究[J].新技术新工艺,2006(11):70-73.
[9]彭丽,白金平,程明,等.电火花线切割工作液的研究现状[J].电加工与模具,2014(6):60.
如果您想发表对本文的看法,请将文章编号填入读者意见调查表中的相应位置。
Experiments of impact of emulsion on WEDM processing brass performance
PENG Li, FAN Yue, SHAO Zhenyi, CHENG Ming, LIN Yangjun
(Chengdu Technological University, Chengdu 611730, CHN)
From the main problems of WEDM processing brass: cutting particles is large, electrical erosion adheres on molybdenum wire, surface roughness is bad, especially when processing thin plate problem is particularly prominent, from emulsion pH cutting experiments, through different pH cutting experiment contrast, experiments show pH value between 8.41~8.80 electric erosion adhering on molybdenum wire improves, meanwhile the surface roughness improves.Thus draw the conclusion: brass thin cutting is associated with emulsion pH value.This conclusion not only has unprecedented improvement on processing brass, but also has importance for processing non-ferrous.
WEDM processing; emulsion; brass; pH; electric erosion; adhesion on; surface roughness
TG661
B
10.19287/j.cnki.1005-2402.2016.11.019
彭丽,女,1964年生,高级实验师,研究方向为高速走丝线切割机加工有色金属工艺研究及质量控制,已发表论文24篇。
(编辑 汪 艺)
2016-09-03)
161126
