活塞环斜端面全自动磨床的设计
2016-11-23胡荣丽冯文杰李秀阳原海波
胡荣丽 冯文杰 李秀阳 原海波
(重庆理工大学机械工程学院,重庆 400054)
活塞环斜端面全自动磨床的设计
胡荣丽 冯文杰 李秀阳 原海波
(重庆理工大学机械工程学院,重庆 400054)
主要阐述了梯形活塞环斜端面全自动磨床的设计,该设计具有工件自动上下料、复合加工、自动对刀、自动理料的特点, 大大提高了梯形活塞环的加工效率和精度。
活塞环斜端面;磨床;自动化
活塞环在发动机中的工作环境十分复杂和恶劣,它不但承受着燃烧室燃料燃烧所产生的高温,也承受着上下往复运动所产生的机械负荷。如果活塞环在加工中存在尺寸误差或者瑕疵,将会严重影响其工作甚至损坏发动机。
活塞环的斜端面可将环槽中的积碳排出,有效防止环结胶卡死,向上运动能有效布油,向下运动能有效刮油。活塞环斜端面是一种应用于高速、大功率、高负荷发动机上的优秀结构。其尺寸参数如图1,材料为球墨铸铁,硬度100~112 HRB,表面粗糙度Ra≤0.4 μm ,斜端面平面度≤0.003 mm ,要求活塞环在上下料和加工的过程中外圆和端面都不得有擦伤的痕迹。

1 设计思路
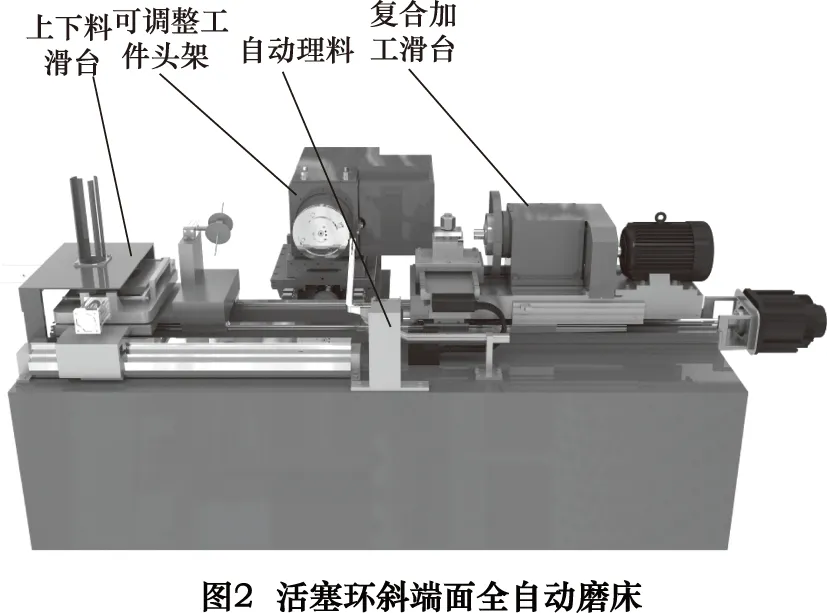
活塞环是一种生产量大、质量要求高的产品,为此我们设计了如图2所示的活塞环斜端面全自动磨床,该机床主要由上下料滑台、工件头架、自动理料装置和复合加工滑台4大部件组成。
活塞环属于薄壁小型零件,目前我国大部分此类零件的加工都存在上下料繁琐、加工精度差的不足。为此在此设计中,我们将上料、夹装、下料、理料全自动化,最大限度地减少人为因素造成的误差,同时大大降低劳动强度,提高了加工效率。
首先,由推料气缸带动分料收圆推杆将工件分料收圆并定于V形定位槽内,然后送料气缸推动送料滑台,同时,头架位移伺服电动机带动工件头架滑台朝纵导轨方向移动。当送料滑台的上料板上的活塞环(工件)移动至与工件头架上的工件定位装置相对应时,通过推拉气缸带动支撑板转动,使上料板翻转后工件能够与工件头架上定位盘上的定位孔正对。此时,上料翻转气缸推动上料板翻转,当工件与定位盘上的定位孔正对后,上料推环气缸启动,将工件推入定位盘上的定位孔内。同时,电磁吸盘通电,将工件紧紧吸附在定位盘上,从而实现将工件安装到工件头架上并定位。之后,上料板复位,送料气缸带动送料滑台回到初始位置。
再次,位移伺服电动机带动滚珠丝杠副推动复合加工滑台移动,直至加工滑台上的刀头与工件的内侧面位置相对应,这时,直线电动机推动刀头,直至刀头与工件内侧面接触,通过工件头架带动工件转动,实现车削加工。车削过程中,头架驱动电动机带动轴管转动,轴管带动定位盘及工件转动,同时,头架位移伺服电动机带动工件头架滑台微量移动,从而完成工件斜端面的车削加工。车削加工完成后,位移伺服电动机通过滚珠丝杠副继续推动复合加工滑台移动,直至砂轮与工件端面接触后,通过磨削电动机带动砂轮转动,同时由于工件头架带动工件转动,从而实现工件斜端面的磨削加工。加工完成后,复合加工滑台回位。
最后,送料滑台重新上料后朝复合加工台方向移动,当下料杆与工件正对时,下料推环气缸通过下料推爪将工件推出,套入下料杆上。然后,通过下料旋转气缸带动下料杆转动,当下料杆套有工件的一端进入导向杆上的通槽时,工件滑入导向杆,并通过导向杆的导向移动至理料杆和存料杆上。此时,理料杆在理料电动机的带动下转动,使工件的缺口与理料杆正对,进而使工件从理料杆上落下,仅套在存料杆上,并沿存料杆移动至存料杆的另一端,实现工件的理料。而同时,上料板上的工件在送料滑台的带动下,其位置与工件头架的工件定位装置相对应。
重复上述过程,实现工件斜端面的连续自动加工。
2 自动上下料滑台
由于工件是薄壁件且加工要求快速有效,所以进行自动上料装置的设计是非常必要的。如图3所示通过V形槽与分料收圆推杆将由料筒落下的工件收圆于工装夹具中并由上料滑台送至上料工位, 90°垂直翻转台旋转90°,斜度旋转台旋转工件斜面角度7°,使工件的轴线与工件头架的回转轴线重合,并由固定于翻转台上的上料推环气缸将工件推入工件头架中并由电磁吸盘吸紧。90°垂直翻转台和斜度旋转台的旋转运动都是通过气缸驱动,死挡定位,快捷可靠。工件加工完成后将上下料滑台送至下料工位,由旋转接料杆将由推爪推出的工件下料转移至理料机构进行整理,以便更便捷地进行下一道工序的加工。
3 复合加工滑台
采用先车后磨的加工工艺,不但减小了磨削量避免磨削烧伤,而且车削之后磨削切入面的形状能更好地延长砂轮的寿命。采用直线电动机驱动车刀,利用传感器测量车刀与工件之间的距离来调整头架的位置,从而减小了头架的定位误差,进一步提高了工件的加工精度。


4 可调整头架
由于活塞环型号种类很多,梯形活塞环端面的角度也各不相同。考虑到活塞环生产为同型号批量大规模生产,所以头架的角度调整设计为手动调节,在满足需求的前提下最大程度地降低成本。
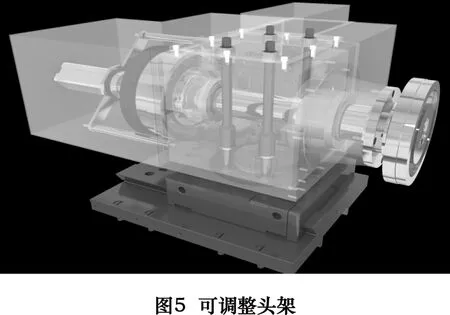
本设计通过滑台底座上的轴与头架箱体上的孔来实现头架的旋转和定位,并经4根拉紧螺栓来实现工件头架与底座之间的固定,从而适应不同角度斜端面的加工。
5 结语
本机床能够完成一组梯形活塞环的全自动上下料及数控加工,并有着较高的可靠性。将工件的上下料和检测、复合加工集于一体,大大提高了加工效率和加工精度。
[1]杨拥军.浅论活塞环立式内外圆仿形加工车床[J].内燃机与配件, 2014(4):15-16.
[2]永明,蒙岭聪.双端面磨床送料装置的改造[J].设备管理与维修, 1999(8):26.
[3]蒋立正,张苗,胡仲胜.轴承套圈专用车床高效自动送料装置[J].轴承, 2015(5):19-22.
[4]黄信兵,刘小娟.一种数控车床自动送料装置的设计研究[J].组合机床与自动化加工技术, 2013(5): 111-113,
[5]尚延伟,于海龙.开放式轴承快速上料装置的设计与开发[J].机电工程技术, 2015(3): 48-49.
[6]王其林,门兴,陈铁,等.回转式砂轮成型机芯圈冲压自动上料装置的研究与设计[J].中国科技纵横, 2015(7): 47-48.
如果您想发表对本文的看法,请将文章编号填入读者意见调查表中的相应位置。
Design of automatic piston ring inclined surface grinder
HU Rongli, FENG Wenjie, LI Xiuyang, YUAN Haibo
(Institute of Mechanical Engineering, Chongqing University of Technology, Chongqing 400054, CHN)
Describe an automatic piston ring inclined surface grinder design, this design has the features of automatic loading and unloading of the workpiece, composite processing, automatic tool, automatically organizing products.Greatly improve the processing efficiency and accuracy of the trapezoidal piston ring.
piston ring oblique end face; grinder;automatic
TG264
A
10.19287/j.cnki.1005-2402.2016.11.013
胡荣丽,女,1971年生,副教授,研究方向为机械设计与制造。
(编辑 汪 艺)
2016-04-05)
161120
