蓄热式加热炉点火控制系统
2016-11-23王景存
梅 镖,王景存,张 梁
(武汉科技大学 信息科学与工程学院,武汉 430081)
蓄热式加热炉点火控制系统
梅镖,王景存,张梁
(武汉科技大学信息科学与工程学院,武汉430081)
针对硅钢退火工序中传统加热工艺的能源利用率低、污染程度高、组网复杂、监测灵活性差等问题,在充分研究蓄热式加热炉及配套的点火控制器工作原理的基础上,设计了一套可以远程监测和管理的点火控制系统;利用PT100温度传感器采集烟道温度数据,单片机C8051F060作为数据处理核心,将多台点火控制器与上位机进行组网通信,通过数码管和按键进行人机交互,配合温度检测和煤气阀门控制电路,实现控制烧嘴合理运行;结果表明,各个点火控制器能够实时与上位机通讯,吹扫、交替点火、正常燃烧等步骤能够正常进行,减少了报警状态下的人工干预,降低了劳动强度;本系统成本较低,可拓展性强,易于安装和维护,已经投入实际生产中,并取得良好的效果。
蓄热式加热炉;温度传感器;单片机;组网通信
0 引言
随着煤炭等不可再生能源的减少,加之雾霾天气的频繁出现,人们都意识到节约能源、保护环境已刻不容缓,而钢铁作为耗能巨大的行业之一,能否做到节能减排将对整个生态环境产生重大影响。蓄热式加热炉利用余热回收装置,交替切换空气与烟气,使之流经蓄热体,充分的利用高温烟气的物理热,提高了整个设备的热量利用率、节约了能源(一般为20%~80%),同时减少了CO2和NOX的排放。本控制系统利用网络对整个硅钢轧制过程温度的监控,通过软件对每台点火控制器的状态、排烟温度,交替点火时间的调节,使操作人员能够远程实时修改相关参数,从而实现燃料的充分利用。
1 系统组成及原理
对于单台点火控制器而言,其控制系统由温度检测电路,控制电路,通信电路组成,他们在物理上相互独立,在控制逻辑上相互关联[1]。整个点火控制系统组成框图如图1所示。
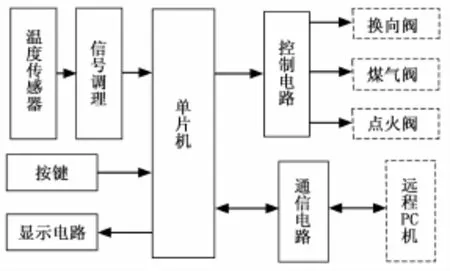
图1 系统组成框图
温度传感器PT100对排烟道的温度进行检测,经过调理电路把输出的模拟信号进行放大,转换成数字信号传送给单片机进行处理,单片机通过对温度信号的分析,合理的控制煤气阀、点火阀、换向阀的动作,有条不紊的执行加热工艺流程的各个步骤。如此同时PT100把采集到的温度实时地显示在显示面板上,通过按键对点火控制器进行复位、烘炉、修改参数等操作。若点火控制器挂在RS485总线上通信,则能与远程PC机通信。
2 硬件设计
2.1温度检测模块
在本系统中,点火控制器的温度数据由传感器PT100采集调理和模数转换后由串口将数据传输到终端节点[2]。为了减小整个系统检测环境中导线电阻引起的测量误差,本设计采用三线制接法,即在热电阻元件的一端接两根引线,另一端接一根引线,具体电路图如图2所示。
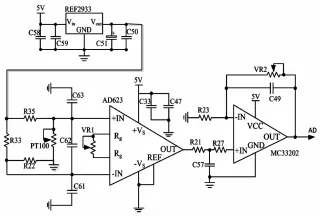
图2 三线制接法桥式测温电路
其中,R33、R35、R22、PT100组成电桥,R33=R35 =R22=R。考虑到PT100传感器的电流过大使其发热引起非线性失真,电桥电压不宜太高,设计采用的电桥电压Vbrg= 3.3 V。电桥输出压差为:

令ΔR=RPT100-R,则有:

由于ΔR是PT100的阻值变化量,当度较低时,ΔR相对于R较小,故电桥输出电压近似为:

可以看到,VD正比于PT100传感器的阻值变化量ΔR,说明温度较低时,PT100传感器的线性度良好,满足现场工业的要求。
其中PT100测得的微小电压信号经过AD623仪表放大器和MC33202运放进行信号调理放大后,可以实现0~400℃的温度信号到~4.5V的电压信号的线性转换,输出给C8051F060单片机的A/D转换器进行处理。
2.2控制模块
可控硅在220 V的交流回路中,当它导通时,回路接通,进而进行点火或电磁阀动作。双向可控硅(IAC)控制电路主要由光耦MOC3023、双向可控硅组成,如图3所示

图3 双向可控硅(IAC)控制电路
MOC3023为6引脚光隔离可控硅驱动芯片,其原理是利用低压控制高压。2脚接单片机的普通I/O口,当2脚为低电平时,1、2脚之间有正向24 V电压,4、6脚之间就能通过220 V交流电压,从而使双向可控硅的导通,接通220 V交流回路[3]。但是这种电路结构比较复杂,还需考虑到交流电的过零电压对可控硅的影响,需通过计算精确地选择电阻、电容的值,以调整好双向可控硅的过零触发电路。
2.3通信模块
通信电路必须有相应的对发送数据和接收数据的有序控制[4]。这里,我们选用差分总线收发芯片SN65ALS176完成上述控制功能,它是连接单片机异步串行口和RS485总线的桥梁,通过控制数据的流向,保证整个网路中通讯的有序进行。

图4 通信电路
如图4所示,本电路中,把来自单片机异步串行口发送端TXD的信号连接到D引脚,把来自R端的信号输出到单片机异步串行口接收端RXD。DE为发送驱动使能端,高电平使能,能将D引脚上的信号转换成差分信号由A、B两个引脚输出到RS485总线上;RE为接收使能端,低电平使能,能将来自A、B引脚上的差分信号处理后经R引脚输出。RTS是单片机的普通I/O口,将其同时与DE和RE使能端连接。这样,程序上就能通过对RTS的高低电平变化合理地控制SN65ALS176的收发状态,从而实现整个通信功能了。
3 软件设计
3.1加热工艺流程的控制
如图5所示,本控制系统加热工艺流程分为吹扫、交替点火、正常燃烧3个步骤。通过对A、B点火阀的控制,保证烧嘴的合理运行。上电后,程序会循环执行吹扫步骤。收到烘炉指令后,跳到交替点火步骤。
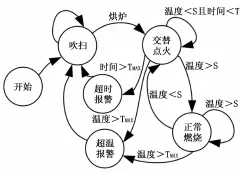
图5 加热各步骤之间的关系
点火在A、B两个通道内交替进行,每次执行完一个通道的点火过程后,都要做以下3个判断:首先判断交替点火的总时长是否超过了设定的循环点火时间
若超时,则显示超时报警,并回到吹扫步骤中,否则进入第二个判断。其次判断实时排烟温度是否超过设定的最大温度值。若超温,则显示超温报警,并返回到吹扫步骤中,否则进行第3个判断。最后判断实时排烟温度是否大于设定温度值,若大于,则进入正常燃烧步骤,否则回到交替点火步骤中继续执行。程序执行正常燃烧步骤时与上述过程类似,需要进行超温判断并将实时排烟温度与设定温度值比较[5]。不同的是,如果实时排烟温度大于设定温度值,则继续执行正常燃烧步骤;如果实时排烟温度小于设定温度值,则执行交替点火步骤。程序流程图如图6所示。
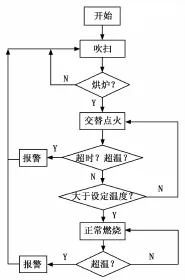
图6 加热工艺程序流程图
3.2通信电路的设计
将多台点火控制器挂在一条总线上,通过时分复用方式进行通信。上位机每隔1秒钟向总线上发送一包数据,数据包的格式如图7所示。

图7 数据包格式一
其中:
第一个字节为数据包的开始字节0xfa。
第二个字节为同步信号0xf5,所有的点火控制器都调整到同一时间基准。
第三字节为通信地址号,每台点火控制器的通信地址号均不相同,范围1~36。
第4个字节为指令代码,0xf1表示复位,0xf2表示烘炉。
第五和第6个字节为循环点火时间,范围为10~9999分钟,两个字节均为百分制。
第七和第八个字节为设定温度值,范围为60~280℃,两个字节均为百分制。
第九个字节为通信校验位,旨在验证数据包的正确性。
如图8所示,当点火控制器接收到来自上位机的同步信号后,立即进行时间基准调整,使通信时间起点统一。当到达本机的时间片段时,也就是过了本机通信地址号*10 ms后,开始发送14个字节的数据包。发送完毕即完成此次通信。
4 试验结果与分析
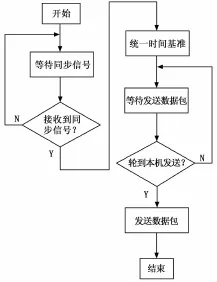
图8 发送程序流程图
经过多次的改进与优化,本系统已经投入使用。在稳定的状态下,记录点火控制器的运行状态,并对温度和通信性能进行测试,如表1~2所示。
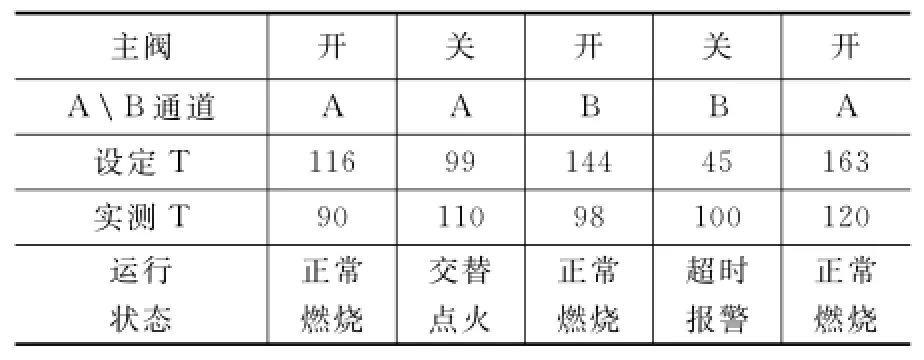
表1 运行状态下的温度测试

表2 通信性能测试(数据包)
5 结束语
本课题在充分研究蓄热式加热炉及配套的点火控制器工作原理的基础上,设计了符合硅钢加热工艺流程的点火控制器[6]。点火控制器以C8051F060单片机为数据处理和控制核心,采用PT100温度传感器对排烟温度进行检测,单片机根据排烟温度控制阀门的动作以达到控制烧嘴合理运行的目的。此外,通过数码管和按键进行人机交互,数码管显示实时排烟温度、报警状态、工作状态等信息,按键能够实时修改相关参数等设置。
[1]葛京鹏.蓄热式烟气冷凝余热回收装置实验研究[D].武汉:华中科技大学,2011.
[2]杨红光.蓄热式钢包烘烤器的设计及关键技术问题的研究[D].沈阳:东北大学,2008.
[3]李宏洲,赵博,武美玉等.蓄热式加热炉节能生产实践[J].河北企业,2013 (1):86-87.
[4]卢健儿,左希庆.基于PLC与组态王的轧钢蓄热式加热炉集散控制系统[J].电气时代,2007 (9):66-68.
[5]方帅领,王文胜.蓄热式燃烧节能技术在熔铅锅上的应用[J].有色冶金节能,2012 (4):32-33.
[6]汤燕.主变温度常见故障分析[J].科技信息,2010(33):I0355.
An Ignition Control System of Regenerative Heating Furnace
Mei Biao,Wang Jingcun,Zhang Liang
(College of Information Science and Engineering,Wuhan University of Science and Technology,Wuhan 430081,China)
For traditional heating process in silicon steel annealing process,such as low of energy efficiency,high of pollution degree,complex of networking,poor of monitoring flexibility.In the full study of regenerative heating furnace and the ignition controller on the basis of the principle of form a complete set,designing a set of remote monitoring and management of fire control system.Using PT100 temperature sensor to gather flue temperature data and microcomputer C8051F060 as the core of data processing,making more than one ignition controller network communication with PC,and interacting human through digital tube and buttons.Cooperate with temperature detection and gas valve control circuit,making control burner operate reasonable.Results show that various ignition controller can communicate with PC real-time.At the same time,proper steps such as purging,turning the ignition and normal combustion can run.Reducing manual intervention and the labor intensity.The system cost is low,expansible and easy to install and maintain,has devoted in the actual production,and achieved good effect.
regenerative heating furnace;temperature sensor;single chip microcomputer;network communication
1671-4598(2016)05-0093-03
10.16526/j.cnki.11-4762/tp.2016.05.027
TM930.9
A
2015-11-05;
2015-12-04。
梅镖(1989-),男,湖北省孝感市,硕士研究生,从事嵌入式系统及其应用方向的研究。
王景存(1963-),男,教授,从事嵌入式系统及其应用和计算机控制方向的研究。
