安全联锁紧急停车系统在醋酐生产工艺中的应用
2016-11-22徐勤梅
于 波 徐勤梅
(1.吉林化工学院信息与控制工程学院,吉林 吉林 132022;2.吉林化纤股份有限公司,吉林 吉林 132022)
安全联锁紧急停车系统在醋酐生产工艺中的应用
于 波1徐勤梅2
(1.吉林化工学院信息与控制工程学院,吉林 吉林 132022;2.吉林化纤股份有限公司,吉林 吉林 132022)
针对醋酐生产工艺和醋酐生产过程中存在的安全隐患,设计了一套醋酐生产工艺的安全联锁紧急停车系统。给出系统组成,并以醋酐生产工艺中的裂解工序为例,介绍了安全联锁控制逻辑和编程的实现。
紧急停车系统 安全联锁 醋酐生产工艺 裂解工序 控制逻辑
化工装置在原料、产品加工及生产过程等多方面存在易燃、易爆、高温、高压的潜在危险[1,2],因此,近年来化工企业对生产过程的安全性要求越来越高[3~7]。目前,化工生产过程一般用DCS进行过程连续测量、常规控制和操作控制管理,以保证生产装置的安全平稳运行[8];用紧急停车系统(Emergency Shutdown Device,ESD)监控生产装置的运行状况,对出现的异常工况迅速进行处理,使故障发生的可能性降到最低,保障操作人员和现场装置处于安全状态[9]。由于人在面临危险时的判断和操作是滞后的、不可靠的,人的反应速度远不能实现事故发生的同时切断危险源、远离事故现场爆炸源,因此设置独立于控制系统的安全联锁是十分必要的,是保障企业安全生产的重要准则[10]。
吉林化纤股份有限公司的醋酐生产工艺在设计建设阶段没有设置安全联锁ESD,为此,笔者针对该工艺及其存在的安全隐患,结合企业对装置安全性的要求,设计了一套安全联锁ESD,以期在事故发生时减少企业损失和人员伤亡。
1 醋酐生产工艺
在高温、负压、催化剂(磷酸三乙酯)的作用下,乙酸蒸气在裂化管内裂解生成乙烯酮和水,经冷凝、冷却分离后,乙烯酮用乙酸吸收,生成粗醋酐,再经精馏提纯制得成品醋酐。生产过程中产生的稀乙酸用乙酸乙酯萃取法回收,回收的乙酸供裂解使用。醋酐生产工艺分为裂解工序、乙烯酮吸收工序、精馏工序和稀乙酸回收工序4部分。生产过程中,如果有任意一道工序操作不正确,生产工艺条件发生变化,就会导致事故,造成设备损坏,危害人身安全。
2 醋酐生产工艺存在的安全隐患
2.1裂解工序
裂解工序的流程如图1所示。加热过程先对预热器预热,温度达到120℃以上后,乙酸蒸气和水蒸气进入蒸发器,混合后去裂解炉(裂解一段管预热至400~600℃,二段管的反应温度690~755℃,裂解炉压力-25kPa)。裂解后的反应物在二段管的出口进入冷凝冷却器,冷却后的物料进入气液分离器,未冷凝的混合气(乙烯酮和废气,废气主要有二氧化碳、氢气、甲烷及一氧化碳等)进入吸收工序。未冷凝的混合气如果发生泄漏,则会有易燃易爆的危险。冷凝后的稀乙酸从气液分离器进入稀乙酸中间罐,然后去乙酸回收工序回收。裂解工序中利用煤气或天然气燃烧进行加热,如果煤气或天然气发生泄漏,也是很大的安全隐患。
针对裂解工序的特点,该工序需增加紧急停车联锁逻辑,即IL101。当裂解炉温度高于控制温度时,则联锁自动运行,关闭煤气发生炉的送气阀门HV101,同时打开煤气发生炉火炬燃烧释放阀HV102,并自动点燃火炬,将煤气发生炉产生的气体通过火炬燃烧排掉,这样可避免煤气返回而造成煤气发生炉爆炸,同时避免了煤气直接排入大气造成环境污染。
2.2乙烯酮吸收工序
乙烯酮吸收工序仅在废气回收时可能存在较大的安全隐患,因此废气回收的真空系统应考虑对废气进行安全检测和控制。
另外,由于整个工艺过程是真空操作,一旦真空系统出现问题,则整个工序将发生重大安全隐患。
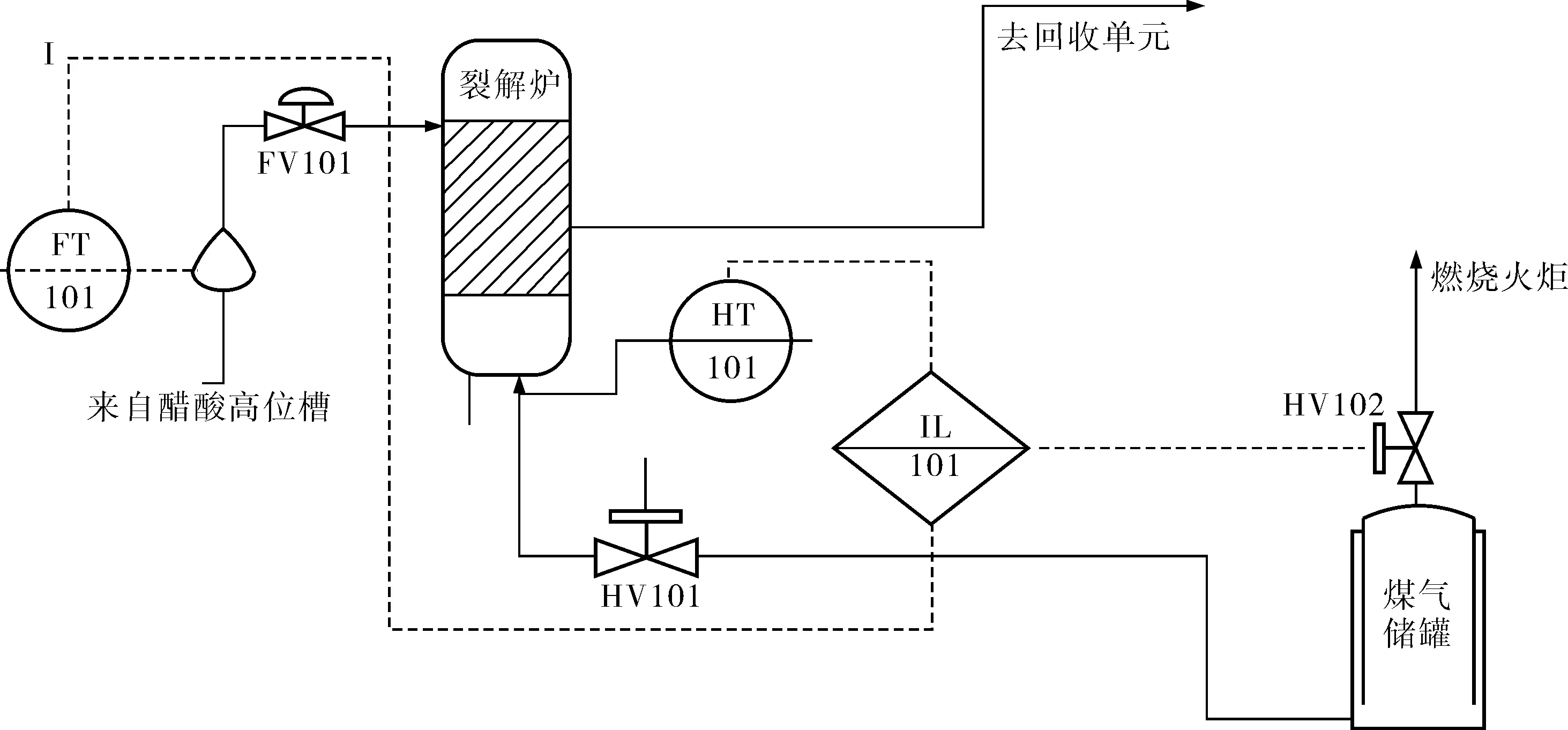
图1 裂解工序流程
3 安全联锁ESD
安全联锁ESD需充分考虑各工序存在的安全隐患,从整个工艺控制出发,全面杜绝由于意外和工艺异常而产生安全隐患[11,12]。
ESD由现场紧急停车设备、紧急停车报警和紧急停车事故检测部分组成[13]。现场紧急停车设备包括阀门、电机及继电气回路等。紧急停车报警包括消防控制中心的火灾报警、现场控制参数异常报警和设备运行异常报警。紧急停车事故检测即现场设备检测、压力/温度/流量检测、电动设备故障运行检测及过热检测等,这些数据为ESD提供检测信号和检测依据。
安全联锁ESD可以通过有TUV认证的继电器构成的控制回路实现紧急停车联锁,也可以通过具有认证的控制卡件结合软件编程逻辑控制实现[14]。由于醋酐生产工艺安全隐患点数较少,采用具有TUV认证的继电器联锁控制既能实现安全紧急控制又能降低成本,完成及时报警和快速切断功能。
裂解工序紧急停车控制过程为:当消防控制中心出现报警信号或现场监控的裂解工序出现温度火焰监控报警后DCS显示报警,当出现消防动作或整个醋酐生产工艺真空度急剧下降而醋酸入料量达到一定量时,ESD将停止现场有关设备,切断危险源;裂解工序的火焰监控器监测火焰的燃烧情况,一旦发生燃烧则全部熄火,执行紧急停车动作,打开煤气排放阀门,点燃火炬,关闭燃烧裂解阀门,打开裂解炉对空排放阀。裂解工序的ESD控制逻辑如图2所示。
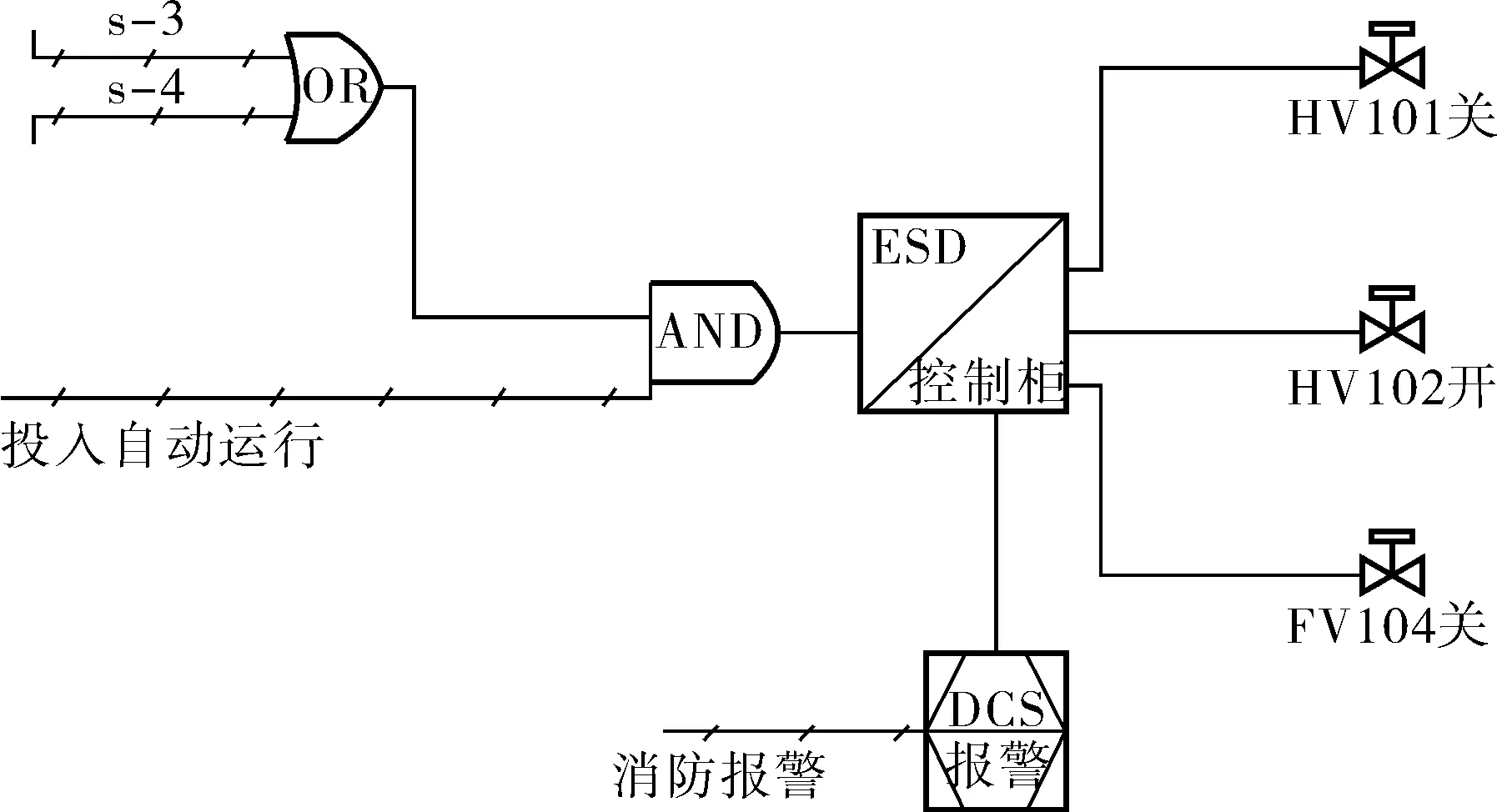
图2 裂解工序ESD控制逻辑
裂解工序控制逻辑的主程序如下:
--MAIN
PHASE ALARMA
STEP ST01
L001:IF (WASHA_SW.PV=STOP) THEN GOTO PHASE ALARMA
READ NN2 FROM 02FI06A01.PV
L002:IF (02TI2012.ALM=ON OR 02TI2011.ALM=ON
& OR 02TI2011B.ALM=ON OR 02HT101.ALM=ON
& AND“投入自动”.AO=ON) THEN GOTO L003
ELSE GOTO L001
L003:IF (NN2<=NN1) THEN GOTO L004
ELSE GOTO L001
L004:SET ALARMAFL.PVFL=ON
GOTO L001
END ALARMA
4 结束语
针对吉林化纤股份有限公司的醋酐生产工艺及其存在的安全隐患,笔者设计了一套安全联锁ESD。实际应用情况表明:该系统能够在危险未发生时进行准确的预测预防,在危险发生时能够及时报警、切断危险设备、控制灾害、减少损失,避免了重大事故的发生,为装置的安稳长优运行提供了安全保障。
[1] 孙腾良.我国石油和化工装备制造业面临的问题及发展方向[J].化工机械,2011,38(1):1~6,10.
[2] 张伟东,孙苗毅.延迟焦化装置高压水泵联锁停车故障分析[J].化工机械,2012,39(2):248~250.
[3] 孟然.安全仪表系统在丁二烯抽提装置中的应用[J].石油化工自动化,2015,51(2):34~37.
[4] 兰天,柳永刚.安全仪表系统在氯乙酸项目中的设计与应用[J].石油化工自动化,2015,51(3):13~16.
[5] 林洪俊.石油化工安全仪表系统人机接口设计与研究[J].石油化工自动化,2015,51(5):13~18.
[6] 吴刚,宋江涛,董兴明.安全仪表系统与过程控制系统间的共用性及联系[J].石油化工自动化,2015,51(6): 76~78.
[7] 金斌.影响安全仪表系统联锁投用的原因探讨[J].石油化工自动化,2015,51(6): 79~80.
[8] 刘俊.化工装置应用ESD系统的浅见[J].内蒙古石油化工,2010,36(8):77.
[9] 韩小磊.紧急联锁关断系统在海洋采油平台中的应用[J].石油化工自动化,2015,51(3):68~70.
[10] 王晓蕾.苯胺装置紧急停车系统(ESD)的设计探讨[J].化学工业与工程技术,2013,34(1):40~43
[11] 秦仲雄.石油化工装置应用ESD浅见[J].石油化工自动化,2002,(6):14~19.
[12] 孙文州.对石化装置ESD工程设计的几点建议[J].石油化工自动化,2001,(2):3~5.
[13] 姜春梅,朱晓华,茹爱忠.催化裂化主风机组ESD控制系统设计[J].化工自动化及仪表,2013,40(10):1216~1220.
[14] 李伟.加氢装置中紧急放空环节气动切断阀的应用[J].石油化工自动化,2015,51(3):17~21.
TH862+.7
B
1000-3932(2016)03-0327-03
2015-12-24(修改稿)