嘴棒压缩机成型夹块运动PLC程序改善及实施
2016-11-19章飞华
章飞华

【摘 要】介绍龙岩卷烟厂嘴棒压缩机成型夹块运动控制程序修改完善及思路,通过对嘴棒压缩机运行PLC程序中,在挤推运作程序中添加子程序,并通过STL指令进行嵌入,子程序触发夹块压紧与抬起动作,使嘴棒条在夹块运动作用下,进行成型操作,以保证棒条的在得到挤推超压的信号后,夹块抬起后顺利导出,在密闭空间不形成堵块现象,改善嘴棒压缩机工况。
【关键词】嘴棒压缩机 电磁阀 三菱PLC程序设计
嘴棒压缩机是烟厂生产过程中生产的废品嘴棒自动压缩设备,该设备通过新型光电传感器与及电磁阀驱
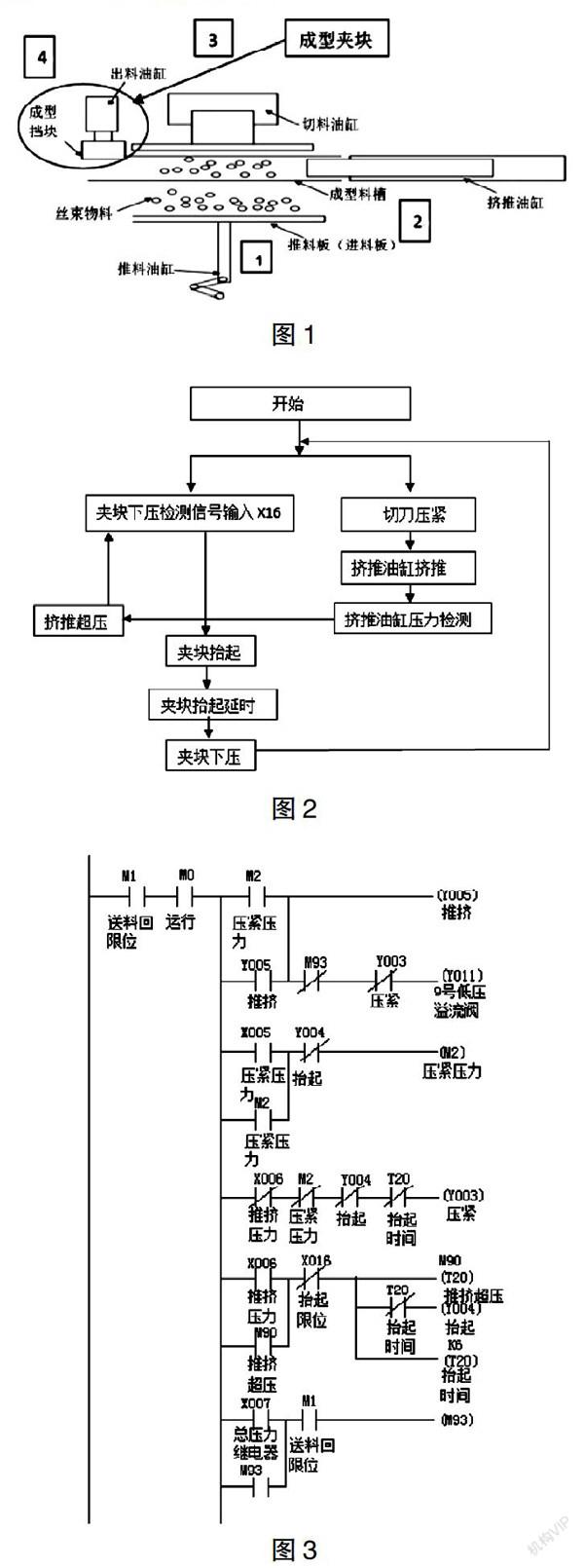
动液压系统,对嘴棒进行密闭式压缩,其核心部件是PLC,且带有通信功能,可实现自动生产,大大节省了人力物力,降低了生产成本和运输成本。其运行图如图1。
嘴棒压缩机运行过程:由1推料板进行推料,通过3切刀进行切断,后挤推油缸2进行挤推,在4进行成型出料。
1 系统描述
嘴棒压缩机采用FX1N-40MR三菱PLC,FX1N-40MR-001是三菱PLC中FX1N系列是一种卡片大小的PLC,它能用在以前常规PLC无法安装的地方,其输入点:24 输出点:16。
嘴棒压缩机在出料口,对挤压的棒条由挡块进行成型处理,由于重力作用,挡块长期处于不运动状态,底部出现积压层,会造成棒条堵塞,同时,挡块不运动造成,维修困难。故有必要对成型挡块进行改进,制作夹块上下运动系统,使夹块起到成型效果。
2 程序设计
(1)程序流程图如图2。
(2)I/O地址分配表:(如表1)
(3)程序图:(如图3)
(4)程序说明。当挤推压力与压紧压力达到运行值,未进行抬起动作时,夹块处于压紧状态。当挤推油缸进行挤推嘴棒操作,挤推压力由压力开关检测,当油缸内达到一定压力时,报M90推挤超压时,夹块光电管X016处0状态,进行抬起操作,抬起时间为1.2秒,抬起时X016检测到夹块处于0状态,抬起失效,进行压紧操作。当进抬起操作时,总压力开关X007检测超压,进行油量补偿操作。
3 改造过程
在电路中增加夹块运动控制线路,驱动夹块压紧,抬起电磁阀运作,增加夹块油缸及油缸驱动电磁阀运动,将程序导入进行调试,通过调整光电管的位置确定夹块出口大小,决定棒条的形状、大小调整。通过调整设计挤推活塞的推头,使其在推料末端,有超压信号产生,使系统达到程序的运行要求。
4 测试验证
通过进行大量的测试验证,在驱动挤推油缸时,处于一个挤推状态,故存在一个挤推状态继电器S12,需对S12进行STL处理,以达到一个挤推的循环,使得子程序在系统中顺利进行。
5 结语
经过这次改造后,龙岩烟厂的嘴棒压缩机达到压缩效果,堵棒现象消除,取得了良好的社会和经济效应。
参考文献:
[1] 杨育杰.三菱FX系列PLC应用系统设计指南[M].机械工业出版社,2013.
[2] 徐荣华.可编程序控制器PLC应用技术(三菱机型)[M].电子工业出版社,2012.
