大型船舶修理工艺的主要特点
2016-11-19潘康

摘 要:文章介绍了修理大型船舶时的常用工艺,主要包括大型船舶舵叶和舵杆修理工艺、改装船新增轴系工艺以及机舱区域船底钢板换新控制工艺,并阐述了这几种工艺的主要特点及要点,希望能够为大型船舶的修理工作提供有效的理论基础。
关键词:大型船舶;修理工艺;主要特点
1 大型船舶舵叶和舵杆修理工艺
大型船舶的舵叶和舵杆不便移动,在船舶修理中会受到限制,对这两部分进行现场修复时,要将工作重点放在现场法兰平面恢复,同时修复完成后对预装同轴的检查不能忽视。根据大型船舶舵叶和舵杆修理工艺的特点,可以确定现场施工的步骤:第一,初步检查:主要是检查舵叶的裂痕;第二,常规修复:对检查出来的舵叶的裂痕进行修复;第三,打磨和堆焊:主要是对舵叶和舵杆法兰结合面的腐蚀部分进行修复;第四,检验检查:舵系预装同轴度拉线检查。
1.1 大型船舶的舵叶和舵杆修理要点
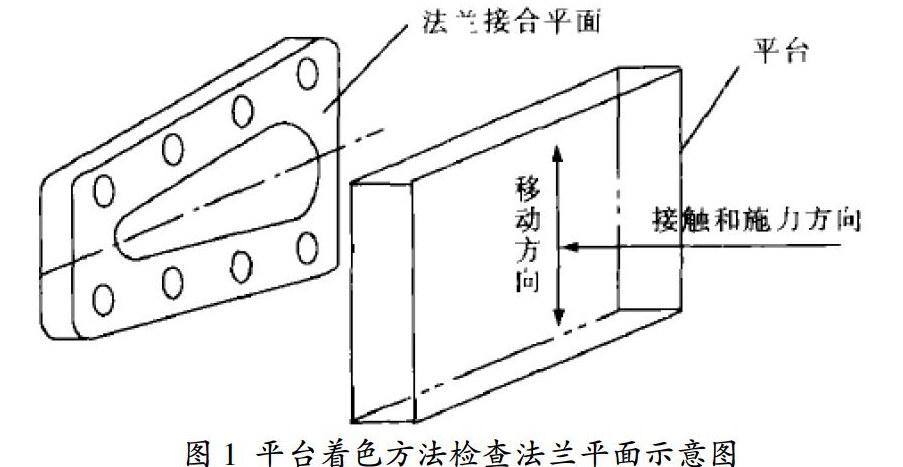
(1)舵叶要放置水平,并且保持支撑的稳固性,这是大型船舶的舵叶和舵杆修理的前提。同时,为了舵杆的顺利预装,需要在舵叶的法兰一侧保留出足够的空间。(2)重点检查键槽、轴颈、法兰截面等部位,如果发现存在裂纹必须及时处理,以免对后续修复工作造成不必要的麻烦。对法兰平面的腐蚀程度的检查也是初步检查工作的重点。不管法兰接合面的腐蚀程度如何,都需要进行打磨,以便通过平尺等工具确定修补部位所需要堆焊金属层的厚度。(3)打磨达到标准后开始堆焊,堆焊主要采用二氧化碳气体保护焊,为了使修补处的金属厚度达到符合修复法兰平面的要求的厚度,在堆焊后还要进行打磨并检查,直到达到要求的厚度之后才算完成修复。(4)堆焊完成后,利用渗透法来检查修复部位是否存在缺陷。同时利用平台着色的方法对法兰平面的平面度进行检查,如果存在高点(如图1),则继续打磨,直到堆焊表面和法兰平面达到共面。
1.2 大型船舶舵叶和舵杆预装拉线检查的工艺要点
(1)将舵杆向舵叶预装,并拧紧所有螺栓。原装紧配螺栓不得少于4条。(2)利用直径为0.05mm塞尺检查法兰周边的间隙闭合程度。其中缝隙可塞入的深度不得大于1425mm,局部塞入深度不能大于54mm。(3)分别以下舵銷和舵杆上舵承处轴颈中心线为基准,在舵杆和舵叶的纵横方向分别拉出一条和舵叶回旋中心线平行的钢丝拉线。(如图2)(4)以两条拉线为基准,分别对舵销的纵向和横向两根拉线的同轴度偏差进行检查。测量横向的同轴度偏差时要扣除钢丝拉线因重力而产生的挠度值。
2 改装船新增轴系的工艺
改装船新增轴系是修船过程中会遇到的一种船舶修理工程,但是这种工艺与新建船舶工艺存在着差别,最重要的区别就是操作的平台不同和参考基线的变化。新船的建造主要是在船台或干船坞上进行,船底和船中的基线都较为明显。而修理船舶主要是在浮船坞进行,由于船舶长期使用,船体存在变形的可能,参考的基线不能准确的确定,需要重新找寻基准位置,并根据施工现场的具体情况来制定工艺。基本的工艺要点包括:(1)检查检验:重点检查尾轴管的下沉情况,测量轴承间隙等;(2)安装轴系部件,新增轴系要对尾轴管镗孔、对轴系拉线进行测量,确定新增轴系的中心;(3)轴系负荷试验:安装完成后要测量轴承的负荷能力。(4)新增轴系要进行试航工作,试航工作时要检查轴系的震动情况,并进一步测量轴承的温度。
3 机舱区域船底钢板换新控制工艺
机舱区域船底钢板换新工艺主要是针对大型海损事故造成的船底板损坏的情况。大型船舶的船底板遇到损坏需要进船坞后检查才能确定需要更换的区域。在船坞内会摆放许多均匀分布的坞墩,船体要“坐”在这些坞墩上,才能使船舶的底部受力均匀,以防止船体变形,影响机舱区域船底钢板的更换。
当船体“坐”在坞墩上的时候,会出现船底的损坏部位正好在坞墩上的情况,需要拆除坞墩再进行修理,是否需要对船体加以控制取决于需要拆除几个坞墩。如果在船底板需要更换的区域要连续拆除五个以下的坞墩,就不会对船体造成什么影响,也就不需要对船体加以控制;实践中会遇到需要更换的区域连续拆除五个以上的坞墩,需要对船体加以控制,不然会导致船体发生变形,机舱底部的船底板出现大面积变形后,会引发出现轴系位置变化等问题,造成麻烦,还会导致船舶的轴系的负荷增加,无法正常工作。
所以针对较大面积的船损,需要对多个坞墩进行拆除时,常常采用区域修理法。首先,对部分的坞墩进行拆除,完成拆除部分的修理后,利用装置重新顶紧,再对另一区域进行拆除修理。针对这种情况可以采用以下两种方法:(1)简易的小平台的利用。制作简易的小平台放在顶紧的部位,需要和船底保持大约100mm的间隙,通过人工用木楔子的方式敲紧,以保持稳定性。这种方法操作简单,但存在着一定的缺陷。相比来说,木楔子不能完全代替之前的坞墩将船体拖住,因为坞墩的承受力在100-200吨,而人工敲紧的木楔子的承受能力只能达到这个数值的十分之一。这种方法主要适用于非机舱区域的船底板修理。(2)液压式坞墩的利用。液压式坞墩事实上是一个大型的液压千斤顶,通常可以达到100-200吨的顶力。这种方法效果较为明显,但是目前存在的缺陷主要是成本较高,并且一般需要多个才能完成整个项目的施工,这也是一项不小的开支;与此同时,液压油的存在会导致漏油的问题,一般液压式的坞墩随着船一起出坞,如果发生液压油泄露,势必会带来一定的环境污染问题。
4 结束语
大型船舶修理容易受到多方面的限制,不便于起重运输和机器加工,因此对大型船舶的修理,需要采用特殊的工艺。文章提到几种修理工艺,对大型船舶有效修理、降低修理成本有实际意义。
参考文献
[1]赵华锋.民用船舶舵系轴系修理工艺研究[D].哈尔滨工程大学,2012.
[2]王晓光.大型船舶舵系现场修理的工艺要点[J].中国修船,2006.
作者简介:潘康(1982-),男,汉族,沪东中华造船(集团)有限公司,工程师,本科。
