橡胶带圆盘自动剪切机设计
2016-11-19李晓琛
李晓琛
摘要:目前企业中常见橡胶切割机的切割方式是将橡胶带与衬纸一起切割,这种切割方式使其不易分离,效率较低。针对这种现状,提出了橡胶带圆盘刀切割机的设计方案。文章介绍了橡胶带圆盘刀切割机的设计过程,包括同步带、刀具轴、带轮轴、移动架、夹紧装置等部件的设计计算及Pro/E软件建模、装配以及电机、轴承、连轴器、键的选择与校核。
关键词:橡胶带;圆盘;自动剪切机;同步带;切割方式 文献标识码:A
中图分类号:TG333 文章编号:1009-2374(2016)04-0027-02 DOI:10.13535/j.cnki.11-4406/n.2016.04.014
随着现代机械加工业的发展,对切割的质量、精度要求的不断提高,对提高生产效率、降低成本、具有高智能化的自动切割功能的要求也在提升。切割技术是机械行业发展中不可或缺的关键技术之一。先进的切割技术是保证产品质量的关键因素,因此切割技术的发展将是我们关注的重点。为了顺应主流市场的需求,切割机将主要向着结构简单,操作便捷、高效、安全、可靠的方向发展。本课题拟采用圆盘刀切割的方法,实现对橡胶带和衬纸的分别切割,以消除传统切割方法中衬纸与橡胶分离难、效率低、安全系数低的弊端,达到橡胶带全自动连续切割。这种切割机结构简单、操作便捷、效率较高,具有很高的适用价值。
1 常见切割机的性能对比
随着机械行业各项技术水平的提高,人们对切割机的要求也在逐步增加。从最初对小型工件的高速度、高精度的要求慢慢演变为对大型工件的高速度、高精度切割要求。从以往对三维立体多轴的要求再发展到今天对全自动化和无人化的要求。等离子切割机、火焰切割机、激光切割机、高压水射流切割机在切割领域中充当着佼佼者。
等离子切割机:切割领域宽,几乎可以切割所有金属板材,它切割速度快、效率高。等离子在水下切割能消除切割时产生的噪声,粉尘、有害气体和弧光的污染,有效地改善工作场合的环境。采用精细等离子切割已使切割质量接近激光切割水平,目前随着大功率等离子切割技术的成熟,切割厚度已超过100mm,拓宽了数控等离子切割机切割范围。
火焰切割机:切割具有大厚度碳钢切割能力,但存在切割变形大、切割精度不高的问题,而且切割速度较低,切割预热时间,较难适应全自动化操作的需要。
激光切割机:它具有速度快、精度高等特点。激光切割机切割费用太高。
高压水射流切割机:适用于大多数材料的切割,具有切割精度高、不产生热变形等特点。它的缺点是切割速度慢、效率低、费用高。
2 橡胶带圆盘刀切割机方案确定
2.1 橡胶带圆盘刀切割机切割方案的确定
目前企业中常见橡胶切割机的切割方式是将橡胶带与衬纸一起切割,由于橡胶带与衬纸一样长,叠起来装箱上下两片橡胶带就会在侧边粘结,使装配工人在装配时拿取橡胶带不方便,衬纸与橡胶很难分离。为此,在装箱时给每层橡胶带间加一层衬纸,该切割方法不仅劳动强度大,而且材料浪费严重,影响生产效率。
鉴于这种情况,本课题拟采用不同直径的圆盘刀具合理装配达到对橡胶带与衬纸分别进行切割,使橡胶带其中一端的长度比衬纸短2~4mm。刀具的切削深度利用切割平台(可调)控制,具有很好的操作性。这种切割方法消除了传统方法带来的衬纸与橡胶分离难、效率低、安全系数低的弊端,其结构简单稳定、操作方便、效率高,具有很好的适用价值。
2.2 橡胶带圆盘切割机的布局及原理
该切割机是在已有带传送装置基础上进行的设计。它主要由支承底座(含导轨)、同步带传动系统、移动刀架、刀具轴、切割平台(可调)等组成。该橡胶切割机主要通过调速电机实现刀具的旋转运动,步进电机通过同步带带动刀具轴在水平方向往返运动,以实现刀具在导轨连续进给和后退,从而完成切割运动。为了减小滑块与导轨间的摩擦力,现用圆形杆状物在两平面间,即线接触代替面接触。本设计选用不同直径的刀具,实现对橡胶与衬纸的分别切割。刀具的切削深度可利用切割平台下的缺口垫片及螺母进行微量调节,以保证小直径刀具在切断橡胶的前提下,不会切割到衬纸,达到设计目的。
2.3 切割机的性能参数
加工范围:橡胶厚度1~5mm;宽度≤320mm。
刀具进给速度:0.4m/s。
3 圆盘刀的安装
3.1 圆盘刀具的参数选择
根据橡胶的切割特性,选择刀具材料为9SiCr的圆盘刀具。为了实现对橡胶与衬纸的分别切割,本课题拟采用两种直径的刀具。d1=150mm大直径刀只用来切割橡胶,d2=148mm的小直径刀可同时切割橡胶与衬纸,刀具内径d=32mm,刀具厚度h=2mm。
3.2 圆盘刀的安装方案
为了提高切割效率,将两把刀安装在一根轴上,在一次走刀过程中完成对橡胶与衬纸的分别切割。为了满足衬纸比橡胶长2~4mm的要求,在两刀之间安装垫片以保证预留的衬纸长度,可根据具体的情况选择垫片的厚度与个数。利用右端锁紧螺母与左端刀座的凸台对刀具起到轴向定位作用。刀具轴上左端设置凸台,对刀座实现轴向定位,刀座与刀具轴通过定位螺钉实现周向定位。因为所选刀具直径不同及橡胶带厚度不同,合理选择垫板的厚度及数量,可避免大直径刀具切割到工作台而损坏。
3.3 刀具的受力分析
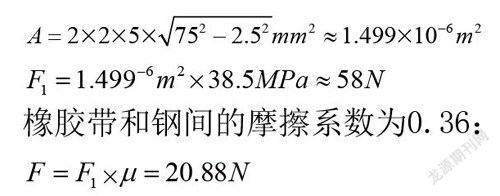
切割机在运动的时候,圆盘刀两侧面与橡胶及衬纸间的摩擦力,由于切割机在水平方向的进给速度相对于刀盘上的点绕其刀轴旋转的线速度较小,故的方向可近似认为垂直于A点的半径方向。圆盘刀与橡胶主要是切向应力,的方向与圆盘刀和橡胶及衬纸接触底面上点的绝对速度方向相反。
4 步进电机
4.1 步进电机的基本概念
步进电机是将电脉冲信号转变为角位移或线位移的开环控制元步进电机件。电机的转速以及停止的位置主要取决于脉冲的频率和个数,不会因为负载的变化而变化。当步进电机得到一个脉冲信号,就会相应地转过一个步距角。通过控制脉冲个数来控制角位移量,从而达到准确定位的目的。通过控制脉冲的频率来控制电机转动的速度和加速度,从而达到调速的目的。
4.2 步进电机的分类
步进电机按工作原理分为永磁式步进电机(PM)、反应式步进电机(VR)、混合式步进电机(HB)。
4.3 步进电机的特点对比
永磁式步进电机一般为两相,转矩和体积较小,步进角为7.5。或者15。;输出力矩大,动态性能好,但步距角大。
反应式步进电机一般为三相,可实现大转矩输出,步进角一般为1.5。,但噪声和振动都很大。
混合式步进电机步距角小、出力大、动态性能好,集合了永磁式和反应式的优点,是目前性能最高的步进电动机。它又分为两相和五相:两相步进角一般为1.8。,而五相步进角一般为0.72。。
根据本课题的实际需要,通过综合比较确定选用混合式步进电机。
4.4 步进电机参数的确定
4.4.1 刀具轴的质量计算。刀具轴为45号钢,其密度。将移动架的质量进行局部划分,计算出各部分的质量m,。
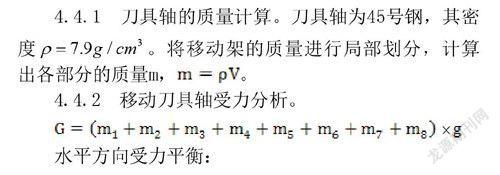
4.4.2 移动刀具轴受力分析。
水平方向受力平衡:
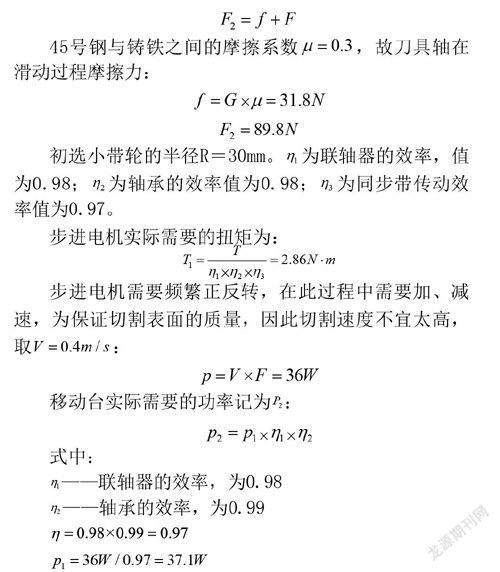
45号钢与铸铁之间的摩擦系数,故刀具轴在滑动过程摩擦力:
初选小带轮的半径R=30mm。为联轴器的效率,值为0.98;为轴承的效率值为0.98;为同步带传动效率值为0.97。
步进电机实际需要的扭矩为:
步进电机需要频繁正反转,在此过程中需要加、减速,为保证切割表面的质量,因此切割速度不宜太高,取:
移动台实际需要的功率记为:
式中:
——联轴器的效率,为0.98
——轴承的效率,为0.99
4.4.3 步进电机的最终选型参数。通过综合的比较分析,拟确定选取三相式混合式步进电机86BYG350BH-0201。因为该切割机对水平方向上运动精度的精确度要求不是很高,故选择1.2。的步距角。电流为;保持转矩T=5N·m;机身长;输出轴长45mm;输出轴直径。
5 结语
此设计通过两个不同直径的圆盘刀同时切割,以实现对橡胶带和衬纸分别切割。同时通过切割底板的调整,实现了刀具切削深度的可调性,其具体操作易于控制。此设计采用调速电机供给刀具旋转运动的动力,步进电机提供用于刀具水平方向进给的动力。在动力的传递过程中,充分利用了同步带的优点使机械本体部分得到了适当的简化,制造、安装精度相对较低,维护方便,无需润滑和供油系统,具有较强的经济性。橡胶带圆盘切割机消除了传统方法引起的衬纸与橡胶分离难、效率低、安全系数低的弊端,其结构简单、操作方便、效率高、实用性强。
参考文献
[1] 王苏卫.数控等离子切割机[J].机车车辆工艺,1991,(2).
[2] 孟昭光,温德辉.火焰切割机具的发展[J].哈尔滨焊接研究所,2001,(1).
[3] 胡惠芬.数控激光切割机的发展现状和应用前景[J].造船技术,1997,(2).
[4] 李玉贵.高压水射流切割机[J].广告大观,2007,(2).(责任编辑:周 琼)
